JP6358246B2 - 粉末冶金用金属粉末、コンパウンド、造粒粉末、焼結体および装飾品 - Google Patents
粉末冶金用金属粉末、コンパウンド、造粒粉末、焼結体および装飾品 Download PDFInfo
- Publication number
- JP6358246B2 JP6358246B2 JP2015255353A JP2015255353A JP6358246B2 JP 6358246 B2 JP6358246 B2 JP 6358246B2 JP 2015255353 A JP2015255353 A JP 2015255353A JP 2015255353 A JP2015255353 A JP 2015255353A JP 6358246 B2 JP6358246 B2 JP 6358246B2
- Authority
- JP
- Japan
- Prior art keywords
- mass
- sintered body
- less
- metal powder
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B37/00—Cases
- G04B37/22—Materials or processes of manufacturing pocket watch or wrist watch cases
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47G—HOUSEHOLD OR TABLE EQUIPMENT
- A47G21/00—Table-ware
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/06—Metallic powder characterised by the shape of the particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/102—Metallic powder coated with organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/14—Treatment of metallic powder
- B22F1/142—Thermal or thermo-mechanical treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B3/00—Hand knives with fixed blades
- B26B3/02—Table-knives
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/07—Alloys based on nickel or cobalt based on cobalt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/06—Metallic powder characterised by the shape of the particles
- B22F1/065—Spherical particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- General Physics & Mathematics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Manufacturing & Machinery (AREA)
- Thermal Sciences (AREA)
- Nanotechnology (AREA)
- Powder Metallurgy (AREA)
- Adornments (AREA)
- Knives (AREA)
Description
本発明の粉末冶金用金属粉末は、Coが主成分であり、
Crが16質量%以上35質量%以下の割合で含まれ、
Siが0.3質量%以上2.0質量%以下の割合で含まれ、
Ti、V、Y、Zr、NbおよびHfからなる群から選択される1種の元素を第1元素とし、V、Zr、Nb、HfおよびTaからなる群から選択される1種の元素であって元素周期表における族が前記第1元素より大きい元素または元素周期表における族が前記第1元素と同じでかつ元素周期表における周期が前記第1元素より大きい元素を第2元素とした(ただし、前記第1元素がYで前記第2元素がZrの組み合わせを除く。)とき、
前記第1元素が0.01質量%以上0.5質量%以下の割合で含まれ、
前記第2元素が0.01質量%以上0.5質量%以下の割合で含まれていることを特徴とする。
本発明の粉末冶金用金属粉末は、Coが主成分であり、
Crが27質量%以上34質量%以下の割合で含まれ、
Siが0.5質量%以上1.0質量%以下の割合で含まれ、
Ti、V、Y、Zr、NbおよびHfからなる群から選択される1種の元素を第1元素とし、V、Zr、Nb、HfおよびTaからなる群から選択される1種の元素であって元素周期表における族が前記第1元素より大きい元素または元素周期表における族が前記第1元素と同じでかつ元素周期表における周期が前記第1元素より大きい元素を第2元素とした(ただし、前記第1元素がYで前記第2元素がZrの組み合わせを除く。)とき、
前記第1元素が0.03質量%以上0.2質量%以下の割合で含まれ、
前記第2元素が0.03質量%以上0.2質量%以下の割合で含まれていることを特徴とする。
本発明の粉末冶金用金属粉末は、Coが主成分であり、
Crが28質量%以上33質量%以下の割合で含まれ、
Siが0.6質量%以上0.9質量%以下の割合で含まれ、
Ti、V、Y、Zr、NbおよびHfからなる群から選択される1種の元素を第1元素とし、V、Zr、Nb、HfおよびTaからなる群から選択される1種の元素であって元素周期表における族が前記第1元素より大きい元素または元素周期表における族が前記第1元素と同じでかつ元素周期表における周期が前記第1元素より大きい元素を第2元素とした(ただし、前記第1元素がYで前記第2元素がZrの組み合わせを除く。)とき、
前記第1元素が0.05質量%以上0.1質量%以下の割合で含まれ、
前記第2元素が0.05質量%以上0.1質量%以下の割合で含まれていることを特徴とする。
本発明の粉末冶金用金属粉末では、さらに、Moが4質量%以上11質量%以下の割合で含まれていることが好ましい。
本発明の粉末冶金用金属粉末では、さらに、Moが5質量%以上9質量%以下の割合で含まれていることが好ましい。
これにより、焼結体の耐食性をより高めることができる。
本発明の粉末冶金用金属粉末では、さらに、Nが0.12質量%以上0.4質量%以下の割合で含まれていることが好ましい。
本発明の粉末冶金用金属粉末では、さらに、Nが0.14質量%以上0.25質量%以下の割合で含まれていることが好ましい。
本発明の粉末冶金用金属粉末では、さらに、Nが0.15質量%以上0.22質量%以下の割合で含まれていることが好ましい。
これにより、焼結体の靭性および耐衝撃性をより高めることができる。
本発明の粉末冶金用金属粉末では、前記第2元素の含有率E2を前記第2元素の原子量で除した値をX2とし、前記第1元素の含有率E1を前記第1元素の原子量で除した値をX1としたとき、X1/X2は、0.5以上2以下であることが好ましい。
本発明の粉末冶金用金属粉末では、前記第2元素の含有率E2を前記第2元素の原子量で除した値をX2とし、前記第1元素の含有率E1を前記第1元素の原子量で除した値をX1としたとき、X1/X2は、0.75以上1.3以下であることが好ましい。
本発明の粉末冶金用金属粉末では、前記第1元素の含有率と前記第2元素の含有率の合計が0.1質量%以上0.48質量%以下であることが好ましい。
本発明の粉末冶金用金属粉末では、前記第1元素の含有率と前記第2元素の含有率の合計が0.12質量%以上0.24質量%以下であることが好ましい。
これにより、製造される焼結体の高密度化が必要かつ十分なものとなる。
これにより、焼結体中に残存する空孔が極めて少なくなるため、特に高密度で機械的特性に優れた焼結体を製造することができる。
これにより、高密度の焼結体を製造可能なコンパウンドが得られる。
これにより、高密度の焼結体を製造可能な造粒粉末が得られる。
Crが16質量%以上35質量%以下の割合で含まれ、
Siが0.3質量%以上2.0質量%以下の割合で含まれ、
Ti、V、Y、Zr、NbおよびHfからなる群から選択される1種の元素を第1元素とし、V、Zr、Nb、HfおよびTaからなる群から選択される1種の元素であって元素周期表における族が前記第1元素より大きい元素または元素周期表における族が前記第1元素と同じでかつ元素周期表における周期が前記第1元素より大きい元素を第2元素とした(ただし、前記第1元素がYで前記第2元素がZrの組み合わせを除く。)とき、
前記第1元素が0.01質量%以上0.5質量%以下の割合で含まれ、
前記第2元素が0.01質量%以上0.5質量%以下の割合で含まれていることを特徴とする。
これにより、追加処理を施すことなく、高密度の焼結体が得られる。
これにより、追加処理を施すことなく、高密度の装飾品が得られる。
これにより、追加処理を施すことなく、高密度の時計用外装部品が得られる。
これにより、追加処理を施すことなく、高密度の装身具が得られる。
これにより、追加処理を施すことなく、高密度の食器が得られる。
まず、本発明の粉末冶金用金属粉末について説明する。
Cr(クロム)は、製造される焼結体に耐食性を付与する元素であり、Crを含む金属粉末を用いることで、長期にわたって高い機械的特性を維持し得る焼結体が得られる。このため、例えば得られた焼結体が皮膚と接触した場合でも金属イオンがより溶出し難くなるため、生体への適合性をより高めることができる。
本発明の粉末冶金用金属粉末は、必要に応じてMo(モリブデン)を含んでいてもよい。
Si(ケイ素)は、製造される焼結体の機械的特性を高めるように作用する元素である。Siの添加によって合金中には、Siの一部が酸化した酸化ケイ素が生成される。酸化ケイ素としては、SiO、SiO2等が挙げられる。このような酸化ケイ素は、金属粉末の焼結時において金属結晶が成長する際に、金属結晶が著しく肥大化するのを抑制する。このため、Siが添加された合金では、金属結晶の粒径が小さく抑えられることとなり、焼結体の機械的特性をより高めることができる。特に、Si原子が置換型元素としてCo原子を置換することにより、結晶構造がやや歪み、ヤング率が高くなる。したがって、Siを添加することにより、優れた機械的特性、特に優れたヤング率を得ることができる。その結果、より高い耐変形性を有する焼結体が得られる。
なお、CuKα線は、通常、エネルギーが8.048keVの特性X線である。
本発明の粉末冶金用金属粉末は、必要に応じてN(窒素)を含んでいてもよい。
本発明の粉末冶金用金属粉末は、必要に応じてC(炭素)を含んでいてもよい。
第1元素および第2元素は、成形体中のバインダーや金属粉末に含まれた酸素等と結合し、合金中に炭化物や酸化物(以下、まとめて「炭化物等」ともいう。)を析出させる。そして、この析出した炭化物等は、金属粉末が焼結するとき、結晶粒の著しい成長を阻害すると考えられる。その結果、前述したように、焼結体中に空孔が生じ難くなるとともに、結晶粒の肥大化が防止され、高密度でかつ機械的特性の高い焼結体が得られる。
このような組み合わせが採用されることにより、上述した効果がより顕著になる。
本発明の粉末冶金用金属粉末は、上述した元素の他、必要に応じてFe、Ni、Mn、WおよびSのうちの少なくとも1種を含んでいてもよい。なお、これらの元素は、不可避的に含まれる場合もある。
金属粉末におけるFeの含有率は、特に限定されないが、0.01質量%以上25質量%以下であるのが好ましく、0.03質量%以上5質量%以下であるのがより好ましい。Feの含有率を前記範囲内に設定することで、高密度で機械的特性に優れた焼結体が得られる。
金属粉末におけるNiの含有率は、特に限定されないが、0.01質量%以上40質量%以下であるのが好ましく、0.02質量%以上37質量%以下であるのがより好ましい。Niの含有率を前記範囲内に設定することで、高密度で靭性に優れた焼結体が得られる。
金属粉末におけるWの含有率は、特に限定されないが、1質量%以上20質量%以下であるのが好ましく、2質量%以上16質量%以下であるのがより好ましい。Wの含有率を前記範囲内に設定することで、製造される焼結体の密度の大幅な低下を招くことなく、焼結体の耐熱性をより強化することができる。
金属粉末におけるSの含有率は、特に限定されないが、0.5質量%以下であるのが好ましく、0.01質量%以上0.3質量%以下であるのがより好ましい。Sの含有率を前記範囲内に設定することで、製造される焼結体の密度の大幅な低下を招くことなく、製造される焼結体の被削性をより高めることができる。
JIS G 1211(2011) 鉄及び鋼−炭素定量方法
JIS G 1212(1997) 鉄及び鋼−けい素定量方法
JIS G 1213(2001) 鉄及び鋼中のマンガン定量方法
JIS G 1214(1998) 鉄及び鋼−りん定量方法
JIS G 1215(2010) 鉄及び鋼−硫黄定量方法
JIS G 1216(1997) 鉄及び鋼−ニッケル定量方法
JIS G 1217(2005) 鉄及び鋼−クロム定量方法
JIS G 1218(1999) 鉄及び鋼−モリブデン定量方法
JIS G 1219(1997) 鉄及び鋼−銅定量方法
JIS G 1220(1994) 鉄及び鋼−タングステン定量方法
JIS G 1221(1998) 鉄及び鋼−バナジウム定量方法
JIS G 1222(1999) 鉄及び鋼−コバルト定量方法
JIS G 1223(1997) 鉄及び鋼−チタン定量方法
JIS G 1224(2001) 鉄及び鋼中のアルミニウム定量方法
JIS G 1225(2006) 鉄及び鋼−ひ素定量方法
JIS G 1226(1994) 鉄及び鋼−すず定量方法
JIS G 1227(1999) 鉄及び鋼中のほう素定量方法
JIS G 1228(2006) 鉄及び鋼−窒素定量方法
JIS G 1229(1994) 鋼−鉛定量方法
JIS G 1232(1980) 鋼中のジルコニウム定量方法
JIS G 1233(1994) 鋼−セレン定量方法
JIS G 1234(1981) 鋼中のテルル定量方法
JIS G 1235(1981) 鉄及び鋼中のアンチモン定量方法
JIS G 1236(1992) 鋼中のタンタル定量方法
JIS G 1237(1997) 鉄及び鋼−ニオブ定量方法
次に、このような本発明の粉末冶金用金属粉末を用いて焼結体を製造する方法について説明する。
まず、本発明の粉末冶金用金属粉末と、バインダーとを用意し、これらを混練機により混練し、混練物を得る。
次に、混練物または造粒粉末を成形して、目的の焼結体と同形状の成形体を製造する。
次に、得られた成形体に脱脂処理(脱バインダー処理)を施し、脱脂体を得る。
なお、このような脱脂工程は、脱脂条件の異なる複数の過程(ステップ)に分けて行うことにより、成形体中のバインダーをより速やかに、そして、成形体に残存させないように分解・除去することができる。
前記工程[C]で得られた脱脂体を、焼成炉で焼成して焼結体を得る。
本発明の焼結体は、例えば装飾品に適用可能である。本発明の装飾品の実施形態は、その少なくとも一部が前述した焼結体(本発明の焼結体の実施形態)で構成されている。
まず、本発明の装飾品の実施形態を適用した時計用外装部品について説明する。
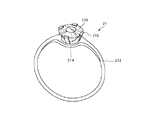
次に、本発明の装飾品の実施形態を適用した装身具について説明する。
図3に示す指輪21は、リング本体212と、リング本体212に設けられた台座214と、台座214に取り付けられた宝石216と、を備えている。この指輪21のうち、リング本体212および台座214は、前述した焼結体により一体的に構成されている。また、宝石216は、台座214が備えるかしめ爪218により固定されている。
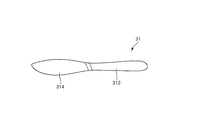
次に、本発明の装飾品の実施形態を適用した食器について説明する。
図4に示すナイフ31は、把持部312と、把持部312から延出する刃部314と、を備えている。これらの把持部312および刃部314は、前述した焼結体により一体的に構成されている。また、把持部312は、人の手等に触れた状態で使用されるため、やはり長い期間にわたって汗に触れることになる。さらに、刃部314は、食品等に触れた状態で使用されるため、酸等に触れることになる。このため、把持部312や刃部314の耐食性が低い場合には、汗や酸によって錆の発生を招き、美的外観の悪化や機械的特性の低下を引き起こすおそれがある。したがって、把持部312および刃部314の構成材料として前述した焼結体を用いることにより、耐食性に優れた食器が得られる。また、このようなナイフ31は、高密度の焼結体に起因する優れた機械的特性を有するため、とりわけ耐食性や硬度が高くキズ付き難いものとなり、かかる観点からも長期にわたって優れた美的外観を維持することができる。
本発明の焼結体は、例えば過給機用部品に適用可能である。後述する過給機用部品は、その少なくとも一部が前述した焼結体(本発明の焼結体の実施形態)で構成されている。
軸部411は、その主要部の横断面形状が軸線413を中心軸とする円形をなしている。この軸部411は、その翼部412側(図5にて左側)の部分が図示しないノズルマウントに回動可能に支持され、翼部412とは反対側(図5にて右側)の部分が図示しないノズルプレートに固定される。
このような各平坦部415は、図示しないレバープレートに形成された当て付け面に当て付けられた状態で用いられる。軸部411の軸線413まわりの回動角が規制され、ノズルベーン41の軸部411まわりの回動角を高精度に調整することができる。また、各平坦部415は、翼部412の突出方向(翼面)に対して角度θにて傾斜するように形成されている(図7参照)。
また、軸部411の他端部には、軸部411の外側に突出するフランジ部416が形成されている。
また、図6、7に示すように、翼部412は、その厚さ方向に若干湾曲している。また、翼部412は、その厚さが延在方向(突出方向)で各端へ向け漸減している。
1.焼結体(Zr−Nb系)の製造
(サンプルNo.1)
[1]まず、水アトマイズ法により製造された表1に示す組成の金属粉末を用意した。
また、表1に示す粉末の組成は、誘導結合高周波プラズマ発光分析法(ICP分析法)により同定、定量した。なお、ICP分析には、(株)リガク製、ICP装置(CIROS120型)を用いた。また、Cの同定、定量には、LECO社製炭素・硫黄分析装置(CS−200)を用いた。さらに、Oの同定、定量には、LECO社製酸素・窒素分析装置(TC−300/EF−300)を用いた。
[4]次に、このコンパウンドを、以下に示す成形条件で、射出成形機にて成形し、成形体を作製した。
・材料温度:150℃
・射出圧力:11MPa(110kgf/cm2)
・脱脂温度 :500℃
・脱脂時間 :1時間(脱脂温度での保持時間)
・脱脂雰囲気:窒素雰囲気
・焼成温度 :1300℃
・焼成時間 :3時間(焼成温度での保持時間)
・焼成雰囲気:アルゴン雰囲気
粉末冶金用金属粉末の組成等を表1に示すように変更した以外は、それぞれサンプルNo.1の焼結体の製造方法と同様にして焼結体を得た。なお、サンプルNo.29の焼結体については、焼成後、下記の条件でHIP処理を施した。また、サンプルNo.14〜16の焼結体は、それぞれガスアトマイズ法により製造された金属粉末を用いて得られたものである。なお、表1には、備考欄に「ガス」と表記している。
・加熱温度 :1100℃
・加熱時間 :2時間
・加圧力 :100MPa

また、各焼結体には、微量の不純物が含まれていたが、表1への記載は省略した。
[1]まず、表2に示す組成の金属粉末を、サンプルNo.1の場合と同様、水アトマイズ法により製造した。
・材料温度:90℃
・成形圧力:600MPa(6t/cm2)
・脱脂温度 :450℃
・脱脂時間 :2時間(脱脂温度での保持時間)
・脱脂雰囲気:窒素雰囲気
・焼成温度 :1200℃
・焼成時間 :3時間(焼成温度での保持時間)
・焼成雰囲気:アルゴン雰囲気
・加熱温度 :1050℃
・加熱時間 :10分
・冷却方法 :水冷
・加熱温度 :480℃
・加熱時間 :60分
・冷却方法 :空冷
粉末冶金用金属粉末の組成等を表2に示すように変更した以外は、それぞれサンプルNo.30の場合と同様にして焼結体を得た。なお、サンプルNo.40の焼結体については、焼成後、下記の条件でHIP処理を施した。
・加熱温度 :1100℃
・加熱時間 :2時間
・加圧力 :100MPa
また、各焼結体には、微量の不純物が含まれていたが、表2への記載は省略した。
2.1 相対密度の評価
表1、2に示す各サンプルNo.の焼結体について、JIS Z 2501(2000)に規定された焼結金属材料の密度を測定する方法に準じて、焼結密度を測定するとともに、各焼結体を製造するのに用いた粉末冶金用金属粉末の真密度を参照して、各焼結体の相対密度を算出した。
算出結果を表3、4に示す。
表1、2に示す各サンプルNo.の焼結体について、JIS Z 2244(2009)に規定されたビッカース硬さ試験の試験方法に準じて、ビッカース硬さを測定した。
そして、測定した硬さについて、以下の評価基準にしたがって評価した。
A:ビッカース硬さが300以上である
F:ビッカース硬さが300未満である
評価結果を表3、4に示す。
表1、2に示す各サンプルNo.の焼結体について、JIS Z 2241(2011)に規定された金属材料引張試験方法に準じて、引張強さ、0.2%耐力および伸びを測定した。
そして、測定したこれらの物性値について、以下の評価基準にしたがって評価した。
A:焼結体の引張強さが695MPa以上である
B:焼結体の引張強さが685MPa以上695MPa未満である
C:焼結体の引張強さが675MPa以上685MPa未満である
D:焼結体の引張強さが665MPa以上675MPa未満である
E:焼結体の引張強さが655MPa以上665MPa未満である
F:焼結体の引張強さが655MPa未満である
A:焼結体の0.2%耐力が490MPa以上である
B:焼結体の0.2%耐力が480MPa以上490MPa未満である
C:焼結体の0.2%耐力が470MPa以上480MPa未満である
D:焼結体の0.2%耐力が460MPa以上470MPa未満である
E:焼結体の0.2%耐力が450MPa以上460MPa未満である
F:焼結体の0.2%耐力が450MPa未満である
A:焼結体の伸びが16%以上である
B:焼結体の伸びが14%以上16%未満である
C:焼結体の伸びが12%以上14%未満である
D:焼結体の伸びが10%以上12%未満である
E:焼結体の伸びが8%以上10%未満である
F:焼結体の伸びが8%未満である
以上の評価結果を表3、4に示す。
表1、2に示す各サンプルNo.の焼結体について、疲労強度を測定した。
そして、測定した疲労強度について、以下の評価基準にしたがって評価した。
A:焼結体の疲労強度が430MPa以上である
B:焼結体の疲労強度が410MPa以上430MPa未満である
C:焼結体の疲労強度が390MPa以上410MPa未満である
D:焼結体の疲労強度が370MPa以上390MPa未満である
E:焼結体の疲労強度が350MPa以上370MPa未満である
F:焼結体の疲労強度が350MPa未満である
以上の評価結果を表3、4に示す。
(サンプルNo.41〜69)
粉末冶金用金属粉末の組成等を表5に示すように変更した以外は、それぞれサンプルNo.1の焼結体の製造方法と同様にして焼結体を得た。なお、サンプルNo.69の焼結体については、焼成後、下記の条件でHIP処理を施した。
・加熱温度 :1100℃
・加熱時間 :2時間
・加圧力 :100MPa
また、各焼結体には、微量の不純物が含まれていたが、表5への記載は省略した。
4.1 相対密度の評価
表5に示す各サンプルNo.の焼結体について、JIS Z 2501(2000)に規定された焼結金属材料の密度を測定する方法に準じて、焼結密度を測定するとともに、各焼結体を製造するのに用いた粉末冶金用金属粉末の真密度を参照して、各焼結体の相対密度を算出した。
算出結果を表6に示す。
表5に示す各サンプルNo.の焼結体について、JIS Z 2244(2009)に規定されたビッカース硬さ試験の方法に準じて、ビッカース硬さを測定した。
評価結果を表6に示す。
表5に示す各サンプルNo.の焼結体について、JIS Z 2241(2011)に規定された金属材料引張試験方法に準じて、引張強さ、0.2%耐力および伸びを測定した。
評価結果を表6に示す。
表5に示す各サンプルNo.の焼結体について、2.4と同様にして疲労強度を測定した。
評価結果を表6に示す。
(サンプルNo.70〜79)
粉末冶金用金属粉末の組成等を表7に示すように変更した以外は、それぞれサンプルNo.1の焼結体の製造方法と同様にして焼結体を得た。
金属粉末と、平均粒径40μmのTi粉末と、平均粒径25μmのNb粉末と、を混合し、混合粉を調製した。なお、混合粉の調製にあたっては、混合粉の組成が表7に示す組成になるように、金属粉末、Ti粉末およびNb粉末の各混合量を調整した。
また、各焼結体には、微量の不純物が含まれていたが、表7への記載は省略した。
6.1 相対密度の評価
表7に示す各サンプルNo.の焼結体について、JIS Z 2501(2000)に規定された焼結金属材料の密度を測定する方法に準じて、焼結密度を測定するとともに、各焼結体を製造するのに用いた粉末冶金用金属粉末の真密度を参照して、各焼結体の相対密度を算出した。
算出結果を表8に示す。
表7に示す各サンプルNo.の焼結体について、JIS Z 2244(2009)に規定されたビッカース硬さ試験の方法に準じて、ビッカース硬さを測定した。
評価結果を表8に示す。
表7に示す各サンプルNo.の焼結体について、JIS Z 2241(2011)に規定された金属材料引張試験方法に準じて、引張強さ、0.2%耐力および伸びを測定した。
評価結果を表8に示す。
表7に示す各サンプルNo.の焼結体について、2.4と同様にして疲労強度を測定した。
評価結果を表8に示す。
(サンプルNo.81〜90)
粉末冶金用金属粉末の組成等を表9に示すように変更した以外は、それぞれサンプルNo.1の焼結体の製造方法と同様にして焼結体を得た。
また、各焼結体には、微量の不純物が含まれていたが、表9への記載は省略した。
8.1 相対密度の評価
表9に示す各サンプルNo.の焼結体について、JIS Z 2501(2000)に規定された焼結金属材料の密度を測定する方法に準じて、焼結密度を測定するとともに、各焼結体を製造するのに用いた粉末冶金用金属粉末の真密度を参照して、各焼結体の相対密度を算出した。
算出結果を表10に示す。
表9に示す各サンプルNo.の焼結体について、JIS Z 2244(2009)に規定されたビッカース硬さ試験の方法に準じて、ビッカース硬さを測定した。
評価結果を表10に示す。
表9に示す各サンプルNo.の焼結体について、JIS Z 2241(2011)に規定された金属材料引張試験方法に準じて、引張強さ、0.2%耐力および伸びを測定した。
評価結果を表10に示す。
表9に示す各サンプルNo.の焼結体について、2.4と同様にして疲労強度を測定した。
評価結果を表10に示す。
(サンプルNo.91〜100)
粉末冶金用金属粉末の組成等を表11に示すように変更した以外は、それぞれサンプルNo.1の焼結体の製造方法と同様にして焼結体を得た。
また、各焼結体には、微量の不純物が含まれていたが、表11への記載は省略した。
10.1 相対密度の評価
表11に示す各サンプルNo.の焼結体について、JIS Z 2501(2000)に規定された焼結金属材料の密度を測定する方法に準じて、焼結密度を測定するとともに、各焼結体を製造するのに用いた粉末冶金用金属粉末の真密度を参照して、各焼結体の相対密度を算出した。
算出結果を表12に示す。
表11に示す各サンプルNo.の焼結体について、JIS Z 2244(2009)に規定されたビッカース硬さ試験の方法に準じて、ビッカース硬さを測定した。
評価結果を表12に示す。
表11に示す各サンプルNo.の焼結体について、JIS Z 2241(2011)に規定された金属材料引張試験方法に準じて、引張強さ、0.2%耐力および伸びを測定した。
評価結果を表12に示す。
表11に示す各サンプルNo.の焼結体について、2.4と同様にして疲労強度を測定した。
評価結果を表12に示す。
(サンプルNo.101〜110)
粉末冶金用金属粉末の組成等を表13に示すように変更した以外は、それぞれサンプルNo.1の焼結体の製造方法と同様にして焼結体を得た。
また、各焼結体には、微量の不純物が含まれていたが、表13への記載は省略した。
12.1 相対密度の評価
表13に示す各サンプルNo.の焼結体について、JIS Z 2501(2000)に規定された焼結金属材料の密度を測定する方法に準じて、焼結密度を測定するとともに、各焼結体を製造するのに用いた粉末冶金用金属粉末の真密度を参照して、各焼結体の相対密度を算出した。
算出結果を表14に示す。
表13に示す各サンプルNo.の焼結体について、JIS Z 2244(2009)に規定されたビッカース硬さ試験の方法に準じて、ビッカース硬さを測定した。
評価結果を表14に示す。
表13に示す各サンプルNo.の焼結体について、JIS Z 2241(2011)に規定された金属材料引張試験方法に準じて、引張強さ、0.2%耐力および伸びを測定した。
評価結果を表14に示す。
表13に示す各サンプルNo.の焼結体について、2.4と同様にして疲労強度を測定した。
評価結果を表14に示す。
(サンプルNo.111〜120)
粉末冶金用金属粉末の組成等を表15に示すように変更した以外は、それぞれサンプルNo.1の焼結体の製造方法と同様にして焼結体を得た。
また、各焼結体には、微量の不純物が含まれていたが、表15への記載は省略した。
14.1 相対密度の評価
表15に示す各サンプルNo.の焼結体について、JIS Z 2501(2000)に規定された焼結金属材料の密度を測定する方法に準じて、焼結密度を測定するとともに、各焼結体を製造するのに用いた粉末冶金用金属粉末の真密度を参照して、各焼結体の相対密度を算出した。
算出結果を表16に示す。
表15に示す各サンプルNo.の焼結体について、JIS Z 2244(2009)に規定されたビッカース硬さ試験の方法に準じて、ビッカース硬さを測定した。
評価結果を表16に示す。
表15に示す各サンプルNo.の焼結体について、JIS Z 2241(2011)に規定された金属材料引張試験方法に準じて、引張強さ、0.2%耐力および伸びを測定した。
評価結果を表16に示す。
表15に示す各サンプルNo.の焼結体について、2.4と同様にして疲労強度を測定した。
評価結果を表16に示す。
(サンプルNo.121〜130)
粉末冶金用金属粉末の組成等を表17に示すように変更した以外は、それぞれサンプルNo.1の焼結体の製造方法と同様にして焼結体を得た。
また、各焼結体には、微量の不純物が含まれていたが、表17への記載は省略した。
16.1 相対密度の評価
表17に示す各サンプルNo.の焼結体について、JIS Z 2501(2000)に規定された焼結金属材料の密度を測定する方法に準じて、焼結密度を測定するとともに、各焼結体を製造するのに用いた粉末冶金用金属粉末の真密度を参照して、各焼結体の相対密度を算出した。
算出結果を表18に示す。
表17に示す各サンプルNo.の焼結体について、JIS Z 2244(2009)に規定されたビッカース硬さ試験の方法に準じて、ビッカース硬さを測定した。
評価結果を表18に示す。
表17に示す各サンプルNo.の焼結体について、JIS Z 2241(2011)に規定された金属材料引張試験方法に準じて、引張強さ、0.2%耐力および伸びを測定した。
評価結果を表18に示す。
表17に示す各サンプルNo.の焼結体について、2.4と同様にして疲労強度を測定した。
評価結果を表18に示す。
(サンプルNo.131〜140)
粉末冶金用金属粉末の組成等を表19に示すように変更した以外は、それぞれサンプルNo.1の焼結体の製造方法と同様にして焼結体を得た。
また、各焼結体には、微量の不純物が含まれていたが、表19への記載は省略した。
18.1 相対密度の評価
表19に示す各サンプルNo.の焼結体について、JIS Z 2501(2000)に規定された焼結金属材料の密度を測定する方法に準じて、焼結密度を測定するとともに、各焼結体を製造するのに用いた粉末冶金用金属粉末の真密度を参照して、各焼結体の相対密度を算出した。
算出結果を表20に示す。
表19に示す各サンプルNo.の焼結体について、JIS Z 2244(2009)に規定されたビッカース硬さ試験の方法に準じて、ビッカース硬さを測定した。
評価結果を表20に示す。
表19に示す各サンプルNo.の焼結体について、JIS Z 2241(2011)に規定された金属材料引張試験方法に準じて、引張強さ、0.2%耐力および伸びを測定した。
評価結果を表20に示す。
表19に示す各サンプルNo.の焼結体について、2.4と同様にして疲労強度を測定した。
評価結果を表20に示す。
19.1 表面近傍と内部の空孔率の評価
まず、表21に示すサンプルNo.の焼結体を切断し、断面を研磨した。
以上の算出結果を表21に示す。
まず、表21に示すサンプルNo.の焼結体について、バレル研磨処理を施した。
A:表面の鏡面性が非常に高い(鏡面光沢度が200以上)
B:表面の鏡面性が高い(鏡面光沢度が150以上200未満)
C:表面の鏡面性がやや高い(鏡面光沢度が100以上150未満)
D:表面の鏡面性がやや低い(鏡面光沢度が60以上100未満)
E:表面の鏡面性が低い(鏡面光沢度が30以上60未満)
F:表面の鏡面性が非常に低い(鏡面光沢度が30未満)
以上の評価結果を表21に示す。
Claims (24)
- Coが主成分であり、
Crが16質量%以上35質量%以下の割合で含まれ、
Siが0.3質量%以上2.0質量%以下の割合で含まれ、
Ti、V、Y、Zr、NbおよびHfからなる群から選択される1種の元素を第1元素とし、V、Zr、Nb、HfおよびTaからなる群から選択される1種の元素であって元素周期表における族が前記第1元素より大きい元素または元素周期表における族が前記第1元素と同じでかつ元素周期表における周期が前記第1元素より大きい元素を第2元素とした(ただし、前記第1元素がYで前記第2元素がZrの組み合わせを除く。)とき、
前記第1元素が0.01質量%以上0.5質量%以下の割合で含まれ、
前記第2元素が0.01質量%以上0.5質量%以下の割合で含まれていることを特徴とする粉末冶金用金属粉末。 - Coが主成分であり、
Crが27質量%以上34質量%以下の割合で含まれ、
Siが0.5質量%以上1.0質量%以下の割合で含まれ、
Ti、V、Y、Zr、NbおよびHfからなる群から選択される1種の元素を第1元素とし、V、Zr、Nb、HfおよびTaからなる群から選択される1種の元素であって元素周期表における族が前記第1元素より大きい元素または元素周期表における族が前記第1元素と同じでかつ元素周期表における周期が前記第1元素より大きい元素を第2元素とした(ただし、前記第1元素がYで前記第2元素がZrの組み合わせを除く。)とき、
前記第1元素が0.03質量%以上0.2質量%以下の割合で含まれ、
前記第2元素が0.03質量%以上0.2質量%以下の割合で含まれていることを特徴とする粉末冶金用金属粉末。 - Coが主成分であり、
Crが28質量%以上33質量%以下の割合で含まれ、
Siが0.6質量%以上0.9質量%以下の割合で含まれ、
Ti、V、Y、Zr、NbおよびHfからなる群から選択される1種の元素を第1元素とし、V、Zr、Nb、HfおよびTaからなる群から選択される1種の元素であって元素周期表における族が前記第1元素より大きい元素または元素周期表における族が前記第1元素と同じでかつ元素周期表における周期が前記第1元素より大きい元素を第2元素とした(ただし、前記第1元素がYで前記第2元素がZrの組み合わせを除く。)とき、
前記第1元素が0.05質量%以上0.1質量%以下の割合で含まれ、
前記第2元素が0.05質量%以上0.1質量%以下の割合で含まれていることを特徴とする粉末冶金用金属粉末。 - さらに、Moが3質量%以上12質量%以下の割合で含まれている請求項1ないし3のいずれか1項に記載の粉末冶金用金属粉末。
- さらに、Moが4質量%以上11質量%以下の割合で含まれている請求項1ないし3のいずれか1項に記載の粉末冶金用金属粉末。
- さらに、Moが5質量%以上9質量%以下の割合で含まれている請求項1ないし3のいずれか1項に記載の粉末冶金用金属粉末。
- さらに、Nが0.09質量%以上0.5質量%以下の割合で含まれている請求項1ないし6のいずれか1項に記載の粉末冶金用金属粉末。
- さらに、Nが0.12質量%以上0.4質量%以下の割合で含まれている請求項1ないし6のいずれか1項に記載の粉末冶金用金属粉末。
- さらに、Nが0.14質量%以上0.25質量%以下の割合で含まれている請求項1ないし6のいずれか1項に記載の粉末冶金用金属粉末。
- さらに、Nが0.15質量%以上0.22質量%以下の割合で含まれている請求項1ないし6のいずれか1項に記載の粉末冶金用金属粉末。
- 前記第2元素の含有率E2を前記第2元素の原子量で除した値をX2とし、前記第1元素の含有率E1を前記第1元素の原子量で除した値をX1としたとき、X1/X2は、0.3以上3以下である請求項1ないし10のいずれか1項に記載の粉末冶金用金属粉末。
- 前記第2元素の含有率E2を前記第2元素の原子量で除した値をX2とし、前記第1元素の含有率E1を前記第1元素の原子量で除した値をX1としたとき、X1/X2は、0.5以上2以下である請求項1ないし10のいずれか1項に記載の粉末冶金用金属粉末。
- 前記第2元素の含有率E2を前記第2元素の原子量で除した値をX2とし、前記第1元素の含有率E1を前記第1元素の原子量で除した値をX1としたとき、X1/X2は、0.75以上1.3以下である請求項1ないし10のいずれか1項に記載の粉末冶金用金属粉末。
- 前記第1元素の含有率と前記第2元素の含有率の合計が0.05質量%以上0.6質量%以下である請求項1ないし13のいずれか1項に記載の粉末冶金用金属粉末。
- 前記第1元素の含有率と前記第2元素の含有率の合計が0.1質量%以上0.48質量%以下である請求項1ないし13のいずれか1項に記載の粉末冶金用金属粉末。
- 前記第1元素の含有率と前記第2元素の含有率の合計が0.12質量%以上0.24質量%以下である請求項1ないし13のいずれか1項に記載の粉末冶金用金属粉末。
- 平均粒径が0.5μm以上30μm以下である請求項1ないし16のいずれか1項に記載の粉末冶金用金属粉末。
- 請求項1ないし17のいずれか1項に記載の粉末冶金用金属粉末と、前記粉末冶金用金属粉末の粒子同士を結着するバインダーと、を含むことを特徴とするコンパウンド。
- 請求項1ないし17のいずれか1項に記載の粉末冶金用金属粉末を含むことを特徴とする造粒粉末。
- Coが主成分であり、
Crが16質量%以上35質量%以下の割合で含まれ、
Siが0.3質量%以上2.0質量%以下の割合で含まれ、
Ti、V、Y、Zr、NbおよびHfからなる群から選択される1種の元素を第1元素とし、V、Zr、Nb、HfおよびTaからなる群から選択される1種の元素であって元素周期表における族が前記第1元素より大きい元素または元素周期表における族が前記第1元素と同じでかつ元素周期表における周期が前記第1元素より大きい元素を第2元素とした(ただし、前記第1元素がYで前記第2元素がZrの組み合わせを除く。)とき、
前記第1元素が0.01質量%以上0.5質量%以下の割合で含まれ、
前記第2元素が0.01質量%以上0.5質量%以下の割合で含まれていることを特徴とする焼結体。 - 請求項20に記載の焼結体で構成されている部位を含むことを特徴とする装飾品。
- 当該装飾品は、時計用外装部品である請求項21に記載の装飾品。
- 当該装飾品は、装身具である請求項21に記載の装飾品。
- 当該装飾品は、食器である請求項21に記載の装飾品。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2015/006499 WO2016110929A1 (ja) | 2015-01-08 | 2015-12-28 | 粉末冶金用金属粉末、コンパウンド、造粒粉末、焼結体および装飾品 |
| EP15876807.7A EP3243581A4 (en) | 2015-01-08 | 2015-12-28 | Metal powder for powder metallurgy, compound, granulated powder, sintered object, and decorative article |
| US15/542,294 US11498123B2 (en) | 2015-01-08 | 2015-12-28 | Metal powder for powder metallurgy, compound, granulated powder, sintered body, and ornament |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015002084 | 2015-01-08 | ||
| JP2015002084 | 2015-01-08 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016130364A JP2016130364A (ja) | 2016-07-21 |
| JP2016130364A5 JP2016130364A5 (ja) | 2017-08-10 |
| JP6358246B2 true JP6358246B2 (ja) | 2018-07-18 |
Family
ID=56415306
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015255353A Active JP6358246B2 (ja) | 2015-01-08 | 2015-12-25 | 粉末冶金用金属粉末、コンパウンド、造粒粉末、焼結体および装飾品 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US11498123B2 (ja) |
| EP (1) | EP3243581A4 (ja) |
| JP (1) | JP6358246B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6358246B2 (ja) | 2015-01-08 | 2018-07-18 | セイコーエプソン株式会社 | 粉末冶金用金属粉末、コンパウンド、造粒粉末、焼結体および装飾品 |
| US10773340B2 (en) * | 2015-12-28 | 2020-09-15 | General Electric Company | Metal additive manufacturing using gas mixture including oxygen |
| JP6509290B2 (ja) | 2017-09-08 | 2019-05-08 | 三菱日立パワーシステムズ株式会社 | コバルト基合金積層造形体、コバルト基合金製造物、およびそれらの製造方法 |
| EP3674817A1 (fr) * | 2018-12-24 | 2020-07-01 | Meco S.A. | Procede de fabrication d'un article decoratif |
| CN111918976B (zh) | 2019-03-07 | 2022-05-17 | 三菱重工业株式会社 | 钴基合金制造物 |
| CN112004951B (zh) | 2019-03-07 | 2022-02-18 | 三菱动力株式会社 | 钴基合金制造物及其制造方法 |
| US11414728B2 (en) | 2019-03-07 | 2022-08-16 | Mitsubishi Heavy Industries, Ltd. | Cobalt based alloy product, method for manufacturing same, and cobalt based alloy article |
| WO2020179082A1 (ja) | 2019-03-07 | 2020-09-10 | 三菱日立パワーシステムズ株式会社 | コバルト基合金粉末、コバルト基合金焼結体およびコバルト基合金焼結体の製造方法 |
| SG11202012648YA (en) | 2019-03-07 | 2021-10-28 | Mitsubishi Power Ltd | Heat exchanger |
| CN112589090B (zh) * | 2020-11-06 | 2022-05-10 | 中国科学院金属研究所 | 一种单质态和氧化态共混的金属纳米粉末的制备方法 |
Family Cites Families (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3846126A (en) | 1973-01-15 | 1974-11-05 | Cabot Corp | Powder metallurgy production of high performance alloys |
| JPS5274508A (en) | 1975-12-18 | 1977-06-22 | Mitsubishi Metal Corp | Co-base sintered alloy |
| JPS5823450B2 (ja) * | 1976-01-12 | 1983-05-16 | 三菱マテリアル株式会社 | 被削性の良好な装飾部品用C↓o基焼結合金の製造法 |
| JPS6010100B2 (ja) | 1976-01-29 | 1985-03-15 | 東北大学金属材料研究所長 | シリコンカ−バイド繊維強化コバルト基複合材料の製造方法 |
| JPS5582744A (en) | 1978-12-15 | 1980-06-21 | Hitachi Ltd | High-strength high-toughness cobalt alloy |
| JPS6070152A (ja) * | 1984-08-06 | 1985-04-20 | Res Inst Iron Steel Tohoku Univ | シリコンカ−バイド繊維強化コバルト基複合材料の製造方法 |
| US4668290A (en) * | 1985-08-13 | 1987-05-26 | Pfizer Hospital Products Group Inc. | Dispersion strengthened cobalt-chromium-molybdenum alloy produced by gas atomization |
| JPS6311638A (ja) | 1986-03-20 | 1988-01-19 | Hitachi Ltd | 高強度高靭性コバルト基合金及びその製造法 |
| US5602197A (en) | 1989-05-30 | 1997-02-11 | Corning Incorporated | Reversible polymer gel binders for powder forming |
| GB9015381D0 (en) | 1990-07-12 | 1990-08-29 | Lucas Ind Plc | Article and method of production thereof |
| JPH06279913A (ja) | 1993-03-24 | 1994-10-04 | Sumitomo Metal Mining Co Ltd | 金属射出成形用組成物 |
| JPH07224337A (ja) | 1994-02-14 | 1995-08-22 | Toshiba Corp | 耐熱鋳造Co基合金およびそれを用いたガスタービン静翼 |
| JPH07300643A (ja) | 1994-04-27 | 1995-11-14 | Toshiba Corp | 耐熱鋳造Co基合金 |
| JP3328921B2 (ja) | 1995-03-08 | 2002-09-30 | 日立金属株式会社 | 光磁気記録媒体用ターゲット |
| US5710384A (en) | 1995-03-08 | 1998-01-20 | Hitachi Metals, Ltd. | Magneto-optical recording medium target and manufacture method of same |
| JPH10204564A (ja) * | 1997-01-22 | 1998-08-04 | Kubota Corp | 非鉄金属溶湯用コバルト基焼結合金 |
| JPH11277669A (ja) * | 1998-03-31 | 1999-10-12 | Daido Steel Co Ltd | 耐食耐摩耗クラッド部材およびその製造方法 |
| US6302318B1 (en) | 1999-06-29 | 2001-10-16 | General Electric Company | Method of providing wear-resistant coatings, and related articles |
| GB0116203D0 (en) | 2001-07-03 | 2001-08-22 | Federal Mogul Sintered Prod | Sintered cobalt-based and nickel-based alloys |
| JP2003027109A (ja) * | 2001-07-23 | 2003-01-29 | Sanyo Special Steel Co Ltd | 酸化物分散型合金の製造方法 |
| JP4264926B2 (ja) | 2002-07-05 | 2009-05-20 | 日本発條株式会社 | 析出強化型Co−Ni基耐熱合金の製造方法 |
| US7335427B2 (en) | 2004-12-17 | 2008-02-26 | General Electric Company | Preform and method of repairing nickel-base superalloys and components repaired thereby |
| JP2007177675A (ja) | 2005-12-27 | 2007-07-12 | Nippon Piston Ring Co Ltd | ニードルバルブ用ニードルシールおよびニードルバルブ |
| JP5303718B2 (ja) * | 2006-06-22 | 2013-10-02 | 国立大学法人岩手大学 | 多孔質Co基合金焼結被覆材およびその製造方法 |
| JP5311941B2 (ja) * | 2007-11-13 | 2013-10-09 | セイコーエプソン株式会社 | 粉末冶金用金属粉末、焼結体および焼結体の製造方法 |
| US8267662B2 (en) | 2007-12-13 | 2012-09-18 | General Electric Company | Monolithic and bi-metallic turbine blade dampers and method of manufacture |
| JP5481718B2 (ja) * | 2008-12-24 | 2014-04-23 | セイコーエプソン株式会社 | 粉末冶金用金属粉末の製造方法 |
| JP4517008B1 (ja) * | 2009-12-16 | 2010-08-04 | 住友金属工業株式会社 | 高温材搬送用部材 |
| JP2011214097A (ja) | 2010-03-31 | 2011-10-27 | Jfe Steel Corp | 焼結強度の変動が小さい合金鋼粉混合粉末 |
| JP5585237B2 (ja) | 2010-06-24 | 2014-09-10 | セイコーエプソン株式会社 | 粉末冶金用金属粉末および焼結体 |
| JP5630430B2 (ja) | 2011-12-13 | 2014-11-26 | セイコーエプソン株式会社 | 粉末冶金用金属粉末および焼結体 |
| US20140170433A1 (en) | 2012-12-19 | 2014-06-19 | General Electric Company | Components with near-surface cooling microchannels and methods for providing the same |
| JP6308073B2 (ja) * | 2013-10-31 | 2018-04-11 | セイコーエプソン株式会社 | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体 |
| JP6319110B2 (ja) | 2014-03-26 | 2018-05-09 | セイコーエプソン株式会社 | 粉末冶金用金属粉末、コンパウンド、造粒粉末、焼結体および焼結体の製造方法 |
| JP6451064B2 (ja) | 2014-03-26 | 2019-01-16 | セイコーエプソン株式会社 | 装飾品、皮膚接触材料、粉末冶金用金属粉末および装飾品の製造方法 |
| GB201421949D0 (en) * | 2014-12-10 | 2015-01-21 | Rolls Royce Plc | Alloy |
| JP6358246B2 (ja) | 2015-01-08 | 2018-07-18 | セイコーエプソン株式会社 | 粉末冶金用金属粉末、コンパウンド、造粒粉末、焼結体および装飾品 |
| JP6314886B2 (ja) | 2015-03-26 | 2018-04-25 | セイコーエプソン株式会社 | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体の製造方法 |
| DE102016200135A1 (de) | 2016-01-08 | 2017-07-13 | Siemens Aktiengesellschaft | Gamma, Gamma'-kobaltbasierte Legierungen für additive Fertigungsverfahren oder Löten, Schweißen, Pulver und Bauteil |
-
2015
- 2015-12-25 JP JP2015255353A patent/JP6358246B2/ja active Active
- 2015-12-28 US US15/542,294 patent/US11498123B2/en active Active
- 2015-12-28 EP EP15876807.7A patent/EP3243581A4/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP3243581A1 (en) | 2017-11-15 |
| JP2016130364A (ja) | 2016-07-21 |
| EP3243581A4 (en) | 2018-09-05 |
| US11498123B2 (en) | 2022-11-15 |
| US20180264547A1 (en) | 2018-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6358246B2 (ja) | 粉末冶金用金属粉末、コンパウンド、造粒粉末、焼結体および装飾品 | |
| CN107099699B (zh) | 粉末冶金用金属粉末、复合物、造粒粉末以及烧结体 | |
| CN107262707B (zh) | 粉末冶金用金属粉末、复合物、造粒粉末以及烧结体 | |
| JP6451064B2 (ja) | 装飾品、皮膚接触材料、粉末冶金用金属粉末および装飾品の製造方法 | |
| JP6314866B2 (ja) | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体の製造方法 | |
| JP6314846B2 (ja) | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体 | |
| US10773302B2 (en) | Metal powder for powder metallurgy, compound, granulated powder, and sintered body | |
| EP3050985B1 (en) | Metal powder for powder metallurgy, compound, granulated powder, and sintered body | |
| JP6308123B2 (ja) | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体 | |
| JP6314886B2 (ja) | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体の製造方法 | |
| JP6314842B2 (ja) | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体 | |
| JP6299612B2 (ja) | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体 | |
| JP2017122256A (ja) | 装飾品 | |
| JP6299610B2 (ja) | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体 | |
| WO2016110929A1 (ja) | 粉末冶金用金属粉末、コンパウンド、造粒粉末、焼結体および装飾品 | |
| JP7263840B2 (ja) | 粉末冶金用析出硬化系ステンレス鋼粉末、コンパウンド、造粒粉末および析出硬化系ステンレス鋼焼結体 | |
| JP2019044225A (ja) | チタン焼結体、装飾品および時計 | |
| CN107234242A (zh) | 钛烧结体、装饰品及耐热部件 | |
| JP6314865B2 (ja) | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体の製造方法 | |
| JP2017214643A (ja) | チタン焼結体、装飾品および耐熱部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170630 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170630 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20170731 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20170915 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171017 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180405 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180522 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180604 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6358246 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |