JP2017122256A - 装飾品 - Google Patents
装飾品 Download PDFInfo
- Publication number
- JP2017122256A JP2017122256A JP2016000890A JP2016000890A JP2017122256A JP 2017122256 A JP2017122256 A JP 2017122256A JP 2016000890 A JP2016000890 A JP 2016000890A JP 2016000890 A JP2016000890 A JP 2016000890A JP 2017122256 A JP2017122256 A JP 2017122256A
- Authority
- JP
- Japan
- Prior art keywords
- sintered body
- mass
- less
- powder
- sintered
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B45/00—Time pieces of which the indicating means or cases provoke special effects, e.g. aesthetic effects
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/02—Making ferrous alloys by powder metallurgy
- C22C33/0257—Making ferrous alloys by powder metallurgy characterised by the range of the alloying elements
- C22C33/0278—Making ferrous alloys by powder metallurgy characterised by the range of the alloying elements with at least one alloying element having a minimum content above 5%
- C22C33/0285—Making ferrous alloys by powder metallurgy characterised by the range of the alloying elements with at least one alloying element having a minimum content above 5% with Cr, Co, or Ni having a minimum content higher than 5%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B37/00—Cases
- G04B37/22—Materials or processes of manufacturing pocket watch or wrist watch cases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/35—Iron
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/10—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of articles with cavities or holes, not otherwise provided for in the preceding subgroups
- B22F5/106—Tube or ring forms
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Powder Metallurgy (AREA)
- Adornments (AREA)
Abstract
Description
本発明の装飾品は、Feが主成分として含まれ、
Crが15質量%以上26質量%以下の割合で含まれ、
Niが7質量%以上22質量%以下の割合で含まれ、
Siが0.3質量%以上1.2質量%以下の割合で含まれ、
Cが0.005質量%以上0.3質量%以下の割合で含まれ、
Ti、V、Y、Zr、Nb、HfおよびTaからなる群から選択される1種の元素を第1元素とし、前記群から選択される1種の元素であって元素周期表における族が前記第1元素より大きい元素または元素周期表における族が前記第1元素と同じでかつ元素周期表における周期が前記第1元素より大きい元素を第2元素としたとき、
前記第1元素が0.01質量%以上0.5質量%以下の割合で含まれ、
前記第2元素が0.01質量%以上0.5質量%以下の割合で含まれ、
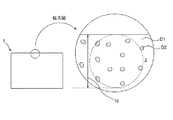
表面からの厚さが200μmである表層の断面において、Feが主成分として含まれている第1領域D1の面積率をP1とし、SiまたはOが主成分として含まれている第2領域D2の面積率をP2としたとき、P2/(P1+P2)が0.3%以下である焼結体を含むことを特徴とする。
これにより、溶製材に匹敵する優れた機械的特性を有するとともに、表層における空孔の形成が抑制される装飾品が得られる。
これにより、研磨に供されても良好な美的外観を呈する時計用外装部品が得られる。
[装飾品]
本発明の装飾品は、後述する金属粉末の焼結体で構成される部位を含む物品である。
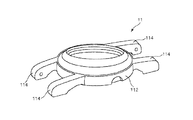
まず、本発明の装飾品の実施形態を適用した時計用外装部品について説明する。
次に、本発明の装飾品の実施形態を適用した装身具について説明する。
図3は、本発明の装飾品の実施形態を適用した指輪を示す斜視図である。
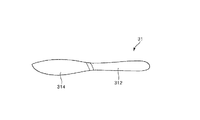
次に、本発明の装飾品の実施形態を適用した食器について説明する。
図4は、本発明の装飾品の実施形態を適用したナイフを示す平面図である。
次に、本発明の装飾品を構成する材料について説明する。本発明の装飾品は、粉末冶金法により製造された焼結体で構成された部位を含む。以下、かかる焼結体について説明する。
このとき、上記焼結体は、P2/(P1+P2)が0.3%以下という条件を満たす。
Cr(クロム)は、製造される焼結体に耐食性を付与する元素であり、Crを含むことで、長期にわたって高い機械的特性を維持し得る焼結体が得られる。
焼結体におけるNiの含有率は、7質量%以上22質量%以下とされるが、好ましくは7.5質量%以上17質量%以下とされ、より好ましくは8質量%以上15質量%以下とされる。Niの含有率を前記範囲内に設定することで、長期にわたって機械的特性に優れた焼結体が得られる。
このような組み合わせが採用されることにより、上述した効果がより顕著になる。
この焼結体の表面を起点にして厚さ(深さ)200μmの範囲を「表層」とする。
焼結体におけるMoの含有率は、特に限定されないが、1質量%以上5質量%以下であるのが好ましく、1.2質量%以上4質量%以下であるのがより好ましく、2質量%以上3質量%以下であるのがさらに好ましい。Moの含有率を前記範囲内に設定することで、製造される焼結体の密度の大幅な低下を招くことなく、焼結体の耐食性をより強化することができる。
焼結体におけるCuの含有率は、特に限定されないが、5質量%以下であるのが好ましく、1質量%以上4質量%以下であるのがより好ましい。Cuの含有率を前記範囲内に設定することで、製造される焼結体の密度の大幅な低下を招くことなく、焼結体の耐食性をより強化することができる。
焼結体におけるNの含有率は、特に限定されないが、0.03質量%以上1質量%以下であるのが好ましく、0.08質量%以上0.3質量%以下であるのがより好ましく、0.1質量%以上0.25質量%以下であるのがさらに好ましい。Nの含有率を前記範囲内に設定することで、製造される焼結体の密度の大幅な低下を招くことなく、焼結体の耐力等の機械的特性をより高めることができる。
焼結体におけるSの含有率は、特に限定されないが、0.5質量%以下であるのが好ましく、0.01質量%以上0.3質量%以下であるのがより好ましい。Sの含有率を前記範囲内に設定することで、製造される焼結体の密度の大幅な低下を招くことなく、製造される焼結体の被削性をより高めることができる。
JIS G 1211(2011) 鉄及び鋼−炭素定量方法
JIS G 1212(1997) 鉄及び鋼−けい素定量方法
JIS G 1213(2001) 鉄及び鋼中のマンガン定量方法
JIS G 1214(1998) 鉄及び鋼−りん定量方法
JIS G 1215(2010) 鉄及び鋼−硫黄定量方法
JIS G 1216(1997) 鉄及び鋼−ニッケル定量方法
JIS G 1217(2005) 鉄及び鋼−クロム定量方法
JIS G 1218(1999) 鉄及び鋼−モリブデン定量方法
JIS G 1219(1997) 鉄及び鋼−銅定量方法
JIS G 1220(1994) 鉄及び鋼−タングステン定量方法
JIS G 1221(1998) 鉄及び鋼−バナジウム定量方法
JIS G 1222(1999) 鉄及び鋼−コバルト定量方法
JIS G 1223(1997) 鉄及び鋼−チタン定量方法
JIS G 1224(2001) 鉄及び鋼中のアルミニウム定量方法
JIS G 1225(2006) 鉄及び鋼−ひ素定量方法
JIS G 1226(1994) 鉄及び鋼−すず定量方法
JIS G 1227(1999) 鉄及び鋼中のほう素定量方法
JIS G 1228(2006) 鉄及び鋼−窒素定量方法
JIS G 1229(1994) 鋼−鉛定量方法
JIS G 1232(1980) 鋼中のジルコニウム定量方法
JIS G 1233(1994) 鋼−セレン定量方法
JIS G 1234(1981) 鋼中のテルル定量方法
JIS G 1235(1981) 鉄及び鋼中のアンチモン定量方法
JIS G 1236(1992) 鋼中のタンタル定量方法
JIS G 1237(1997) 鉄及び鋼−ニオブ定量方法
次に、このような本発明の装飾品に用いられる焼結体を製造する方法について説明する。
まず、粉末冶金用金属粉末と、バインダーとを用意し、これらを混練機により混練し、混練物を得る。この混練物中では、粉末冶金用金属粉末が均一に分散している。
次に、混練物または造粒粉末を成形して、目的の焼結体と同形状の成形体を製造する。
次に、得られた成形体に脱脂処理(脱バインダー処理)を施し、脱脂体を得る。
一方、バインダーを分解するガスとしては、例えば、オゾンガス等が挙げられる。
前記工程[C]で得られた脱脂体を、焼成炉で焼成して焼結体を得る。
1.焼結体(Zr−Nb系)の製造
(サンプルNo.1)
[1]まず、水アトマイズ法により製造された表1に示す組成の混合粉末を用意した。なお、この混合粉末は、表1に示す組成からC(炭素)を除いた組成を有する第1粉末と、C(炭素)からなる第2粉末と、を混合機で混合してなる粉末である。
[4]次に、このコンパウンドを、以下に示す成形条件で、射出成形機にて成形し、成形体を作製した。
・材料温度:150℃
・射出圧力:11MPa(110kgf/cm2)
・脱脂温度 :500℃
・脱脂時間 :1時間(脱脂温度での保持時間)
・脱脂雰囲気:窒素雰囲気
・焼成温度 :1200℃
・焼成時間 :3時間(焼成温度での保持時間)
・焼成雰囲気:アルゴン雰囲気
粉末冶金用金属粉末の組成等を表1に示すように変更した以外は、それぞれサンプルNo.1の焼結体の製造方法と同様にして焼結体を得た。なお、サンプルNo.19の焼結体については、焼成後、下記の条件でHIP処理を施した。
・加熱温度 :1100℃
・加熱時間 :2時間
・加圧力 :100MPa

また、各焼結体には、微量の不純物が含まれていたが、表1への記載は省略した。
混合粉末に代えて、水アトマイズ法により、表2に示す組成を有する金属粉末を製造した。なお、水アトマイズ法により粉末化する際の溶融金属は、原材料の融点よりも50℃高い温度になるように加熱された。
・加熱温度 :1100℃
・加熱時間 :2時間
・加圧力 :100MPa
また、各焼結体には、微量の不純物が含まれていたが、表2への記載は省略した。
2.1 相対密度の評価
算出結果を表3、4に示す。
表1、2に示す各サンプルNo.の焼結体について、JIS Z 2244(2009)に規定されたビッカース硬さ試験の試験方法に準じて、ビッカース硬度を測定した。
測定結果を表3、4に示す。
表1、2に示す各サンプルNo.の焼結体について、JIS Z 2241(2011)に規定された金属材料引張試験方法に準じて、引張強さ、0.2%耐力および伸びを測定した。
そして、測定したこれらの物性値について、以下の評価基準にしたがって評価した。
A:焼結体の引張強さが520MPa以上である
B:焼結体の引張強さが510MPa以上520MPa未満である
C:焼結体の引張強さが500MPa以上510MPa未満である
D:焼結体の引張強さが490MPa以上500MPa未満である
E:焼結体の引張強さが480MPa以上490MPa未満である
F:焼結体の引張強さが480MPa未満である
A:焼結体の0.2%耐力が195MPa以上である
B:焼結体の0.2%耐力が190MPa以上195MPa未満である
C:焼結体の0.2%耐力が185MPa以上190MPa未満である
D:焼結体の0.2%耐力が180MPa以上185MPa未満である
E:焼結体の0.2%耐力が175MPa以上180MPa未満である
F:焼結体の0.2%耐力が175MPa未満である
A:焼結体の伸びが48%以上である
B:焼結体の伸びが46%以上48%未満である
C:焼結体の伸びが44%以上46%未満である
D:焼結体の伸びが42%以上44%未満である
E:焼結体の伸びが40%以上42%未満である
F:焼結体の伸びが40%未満である
以上の評価結果を表3、4に示す。
表1、2に示す各サンプルNo.の焼結体について、疲労強度を測定した。
そして、測定した疲労強度について、以下の評価基準にしたがって評価した。
A:焼結体の疲労強度が260MPa以上である
B:焼結体の疲労強度が240MPa以上260MPa未満である
C:焼結体の疲労強度が220MPa以上240MPa未満である
D:焼結体の疲労強度が200MPa以上220MPa未満である
E:焼結体の疲労強度が180MPa以上200MPa未満である
F:焼結体の疲労強度が180MPa未満である
以上の評価結果を表3、4に示す。
まず、表1、2に示す各サンプルNo.の焼結体について、表面の研磨処理を施した。なお、研磨処理は、400番研磨、600番研磨および800番研磨をこの順で施す処理とした。
A:表面の鏡面性が非常に高い(鏡面光沢度が200以上)
B:表面の鏡面性が高い(鏡面光沢度が150以上200未満)
C:表面の鏡面性がやや高い(鏡面光沢度が100以上150未満)
D:表面の鏡面性がやや低い(鏡面光沢度が60以上100未満)
E:表面の鏡面性が低い(鏡面光沢度が30以上60未満)
F:表面の鏡面性が非常に低い(鏡面光沢度が30未満)
以上の評価結果を表3、4に示す。
各焼結体の断面について、走査型電子顕微鏡(日本電子製、JXA−8500F)で観察像を取得した。なお、撮像時の加速電圧は10kV、拡大倍率は300倍とした。
なお、各焼結体において、面積率P1は95%以上であった。
(サンプルNo.35〜48)
粉末冶金用金属粉末の組成等を表5に示すように変更した以外は、それぞれサンプルNo.1の焼結体の製造方法と同様にして焼結体を得た。
また、各焼結体には、微量の不純物が含まれていたが、表5への記載は省略した。
粉末冶金用金属粉末の組成等を表6に示すように変更した以外は、それぞれサンプルNo.20の焼結体の製造方法と同様にして焼結体を得た。
また、各焼結体には、微量の不純物が含まれていたが、表6への記載は省略した。
4.1 相対密度の評価
表5、6に示す各サンプルNo.の焼結体について、JIS Z 2501(2000)に規定された焼結金属材料の密度を測定する方法に準じて、焼結密度を測定するとともに、各焼結体を製造するのに用いた粉末冶金用金属粉末の真密度を参照して、各焼結体の相対密度を算出した。
算出結果を表7、8に示す。
表5、6に示す各サンプルNo.の焼結体について、JIS Z 2244(2009)に規定されたビッカース硬さ試験の試験方法に準じて、ビッカース硬度を測定した。
測定結果を表7、8に示す。
表5、6に示す各サンプルNo.の焼結体について、JIS Z 2241(2011)に規定された金属材料引張試験方法に準じて、引張強さ、0.2%耐力および伸びを測定した。
以上の評価結果を表7、8に示す。
表5、6に示す各サンプルNo.の焼結体について、前述した2.5と同様の方法で研磨を行うとともに、鏡面光沢度を測定し評価した。
以上の評価結果を表7、8に示す。
各焼結体の断面について、サンプルNo.1の焼結体の場合と同様にして走査型電子顕微鏡で観察像を取得した。そして、P2/(P1+P2)を算出した。算出結果を表5、6に示す。
(サンプルNo.56〜65)
粉末冶金用金属粉末の組成等を表9に示すように変更した以外は、それぞれサンプルNo.1の焼結体の製造方法と同様にして焼結体を得た。
また、各焼結体には、微量の不純物が含まれていたが、表9への記載は省略した。
6.1 相対密度の評価
表9に示す各サンプルNo.の焼結体について、JIS Z 2501(2000)に規定された焼結金属材料の密度を測定する方法に準じて、焼結密度を測定するとともに、各焼結体を製造するのに用いた粉末冶金用金属粉末の真密度を参照して、各焼結体の相対密度を算出した。
算出結果を表10に示す。
表9に示す各サンプルNo.の焼結体について、JIS Z 2244(2009)に規定されたビッカース硬さ試験の試験方法に準じて、ビッカース硬度を測定した。
測定結果を表10に示す。
表9に示す各サンプルNo.の焼結体について、JIS Z 2241(2011)に規定された金属材料引張試験方法に準じて、引張強さ、0.2%耐力および伸びを測定した。
以上の評価結果を表10に示す。
表9に示す各サンプルNo.の焼結体について、前述した2.5と同様の方法で研磨を行うとともに、鏡面光沢度を測定し評価した。
以上の評価結果を表10に示す。
各焼結体の断面について、サンプルNo.1の焼結体の場合と同様にして走査型電子顕微鏡で観察像を取得した。そして、P2/(P1+P2)を算出した。算出結果を表9に示す。
(サンプルNo.66〜75)
粉末冶金用金属粉末の組成等を表11に示すように変更した以外は、それぞれサンプルNo.1の焼結体の製造方法と同様にして焼結体を得た。
また、各焼結体には、微量の不純物が含まれていたが、表11への記載は省略した。
8.1 相対密度の評価
表11に示す各サンプルNo.の焼結体について、JIS Z 2501(2000)に規定された焼結金属材料の密度を測定する方法に準じて、焼結密度を測定するとともに、各焼結体を製造するのに用いた粉末冶金用金属粉末の真密度を参照して、各焼結体の相対密度を算出した。
算出結果を表12に示す。
表11に示す各サンプルNo.の焼結体について、JIS Z 2244(2009)に規定されたビッカース硬さ試験の試験方法に準じて、ビッカース硬度を測定した。
測定結果を表12に示す。
表11に示す各サンプルNo.の焼結体について、JIS Z 2241(2011)に規定された金属材料引張試験方法に準じて、引張強さ、0.2%耐力および伸びを測定した。
以上の評価結果を表12に示す。
表11に示す各サンプルNo.の焼結体について、前述した2.5と同様の方法で研磨を行うとともに、鏡面光沢度を測定し評価した。
以上の評価結果を表12に示す。
各焼結体の断面について、サンプルNo.1の焼結体の場合と同様にして走査型電子顕微鏡で観察像を取得した。そして、P2/(P1+P2)を算出した。算出結果を表11に示す。
(サンプルNo.76〜86)
粉末冶金用金属粉末の組成等を表13に示すように変更した以外は、それぞれサンプルNo.1の焼結体の製造方法と同様にして焼結体を得た。
また、各焼結体には、微量の不純物が含まれていたが、表13への記載は省略した。
10.1 相対密度の評価
表13に示す各サンプルNo.の焼結体について、JIS Z 2501(2000)に規定された焼結金属材料の密度を測定する方法に準じて、焼結密度を測定するとともに、各焼結体を製造するのに用いた粉末冶金用金属粉末の真密度を参照して、各焼結体の相対密度を算出した。
算出結果を表14に示す。
表13に示す各サンプルNo.の焼結体について、JIS Z 2244(2009)に規定されたビッカース硬さ試験の試験方法に準じて、ビッカース硬度を測定した。
測定結果を表14に示す。
表13に示す各サンプルNo.の焼結体について、JIS Z 2241(2011)に規定された金属材料引張試験方法に準じて、引張強さ、0.2%耐力および伸びを測定した。
以上の評価結果を表14に示す。
表13に示す各サンプルNo.の焼結体について、前述した2.5と同様の方法で研磨を行うとともに、鏡面光沢度を測定し評価した。
以上の評価結果を表14に示す。
各焼結体の断面について、サンプルNo.1の焼結体の場合と同様にして走査型電子顕微鏡で観察像を取得した。そして、P2/(P1+P2)を算出した。算出結果を表13に示す。
(サンプルNo.87〜96)
粉末冶金用金属粉末の組成等を表15に示すように変更した以外は、それぞれサンプルNo.1の焼結体の製造方法と同様にして焼結体を得た。
また、各焼結体には、微量の不純物が含まれていたが、表15への記載は省略した。
12.1 相対密度の評価
表15に示す各サンプルNo.の焼結体について、JIS Z 2501(2000)に規定された焼結金属材料の密度を測定する方法に準じて、焼結密度を測定するとともに、各焼結体を製造するのに用いた粉末冶金用金属粉末の真密度を参照して、各焼結体の相対密度を算出した。
算出結果を表16に示す。
表15に示す各サンプルNo.の焼結体について、JIS Z 2244(2009)に規定されたビッカース硬さ試験の試験方法に準じて、ビッカース硬度を測定した。
測定結果を表16に示す。
表15に示す各サンプルNo.の焼結体について、JIS Z 2241(2011)に規定された金属材料引張試験方法に準じて、引張強さ、0.2%耐力および伸びを測定した。
以上の評価結果を表16に示す。
表15に示す各サンプルNo.の焼結体について、前述した2.5と同様の方法で研磨を行うとともに、鏡面光沢度を測定し評価した。
以上の評価結果を表16に示す。
各焼結体の断面について、サンプルNo.1の焼結体の場合と同様にして走査型電子顕微鏡で観察像を取得した。そして、P2/(P1+P2)を算出した。算出結果を表15に示す。
Claims (4)
- Feが主成分として含まれ、
Crが15質量%以上26質量%以下の割合で含まれ、
Niが7質量%以上22質量%以下の割合で含まれ、
Siが0.3質量%以上1.2質量%以下の割合で含まれ、
Cが0.005質量%以上0.3質量%以下の割合で含まれ、
Ti、V、Y、Zr、Nb、HfおよびTaからなる群から選択される1種の元素を第1元素とし、前記群から選択される1種の元素であって元素周期表における族が前記第1元素より大きい元素または元素周期表における族が前記第1元素と同じでかつ元素周期表における周期が前記第1元素より大きい元素を第2元素としたとき、
前記第1元素が0.01質量%以上0.5質量%以下の割合で含まれ、
前記第2元素が0.01質量%以上0.5質量%以下の割合で含まれ、
表面からの厚さが200μmである表層の断面において、Feが主成分として含まれている第1領域D1の面積率をP1とし、SiまたはOが主成分として含まれている第2領域D2の面積率をP2としたとき、P2/(P1+P2)が0.3%以下である焼結体を含むことを特徴とする装飾品。 - 前記焼結体の相対密度が98%以上である請求項1に記載の装飾品。
- 前記焼結体は、オーステナイトの結晶構造を有している請求項1または2に記載の装飾品。
- 当該装飾品は、時計用外装部品である請求項1ないし3のいずれか1項に記載の装飾品。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016000890A JP2017122256A (ja) | 2016-01-06 | 2016-01-06 | 装飾品 |
| CN201611270540.7A CN106978574A (zh) | 2016-01-06 | 2016-12-30 | 装饰品 |
| US15/398,039 US20170192392A1 (en) | 2016-01-06 | 2017-01-04 | Ornament |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016000890A JP2017122256A (ja) | 2016-01-06 | 2016-01-06 | 装飾品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017122256A true JP2017122256A (ja) | 2017-07-13 |
| JP2017122256A5 JP2017122256A5 (ja) | 2017-08-24 |
Family
ID=59227132
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016000890A Withdrawn JP2017122256A (ja) | 2016-01-06 | 2016-01-06 | 装飾品 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20170192392A1 (ja) |
| JP (1) | JP2017122256A (ja) |
| CN (1) | CN106978574A (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6376178B2 (ja) | 2016-07-06 | 2018-08-22 | セイコーエプソン株式会社 | 歯車、減速装置、ロボットおよび移動体 |
| JP6376179B2 (ja) * | 2016-07-06 | 2018-08-22 | セイコーエプソン株式会社 | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体 |
| US11618930B2 (en) * | 2019-12-26 | 2023-04-04 | Seiko Watch Kabushiki Kaisha | Personal ornament and method for producing personal ornament |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10102105A (ja) * | 1996-09-25 | 1998-04-21 | Taiheiyo Kinzoku Kk | 金属微粉末の製造方法 |
| JP2015180767A (ja) * | 2014-03-04 | 2015-10-15 | セイコーエプソン株式会社 | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体 |
| JP2015193904A (ja) * | 2014-03-26 | 2015-11-05 | セイコーエプソン株式会社 | 粉末冶金用金属粉末、コンパウンド、造粒粉末、焼結体および焼結体の製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5585237B2 (ja) * | 2010-06-24 | 2014-09-10 | セイコーエプソン株式会社 | 粉末冶金用金属粉末および焼結体 |
-
2016
- 2016-01-06 JP JP2016000890A patent/JP2017122256A/ja not_active Withdrawn
- 2016-12-30 CN CN201611270540.7A patent/CN106978574A/zh active Pending
-
2017
- 2017-01-04 US US15/398,039 patent/US20170192392A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10102105A (ja) * | 1996-09-25 | 1998-04-21 | Taiheiyo Kinzoku Kk | 金属微粉末の製造方法 |
| JP2015180767A (ja) * | 2014-03-04 | 2015-10-15 | セイコーエプソン株式会社 | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体 |
| JP2015193904A (ja) * | 2014-03-26 | 2015-11-05 | セイコーエプソン株式会社 | 粉末冶金用金属粉末、コンパウンド、造粒粉末、焼結体および焼結体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170192392A1 (en) | 2017-07-06 |
| CN106978574A (zh) | 2017-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6358246B2 (ja) | 粉末冶金用金属粉末、コンパウンド、造粒粉末、焼結体および装飾品 | |
| JP6451064B2 (ja) | 装飾品、皮膚接触材料、粉末冶金用金属粉末および装飾品の製造方法 | |
| CN106493363B (zh) | 钛烧结体以及装饰品 | |
| JP5384593B2 (ja) | セラミック焼結体とその製造方法及びセラミック焼結体を用いた装飾用部材 | |
| JP6314866B2 (ja) | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体の製造方法 | |
| US10773302B2 (en) | Metal powder for powder metallurgy, compound, granulated powder, and sintered body | |
| JP5864421B2 (ja) | 装飾部品用材料 | |
| US20160199912A1 (en) | Metal powder for powder metallurgy, compound, granulated powder, and sintered body | |
| JP6884994B2 (ja) | チタン焼結体および装飾品 | |
| JP2017122256A (ja) | 装飾品 | |
| JP6314886B2 (ja) | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体の製造方法 | |
| US10934607B2 (en) | Titanium sintered body, ornament, and heat resistant component | |
| JP6314842B2 (ja) | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体 | |
| JP6911651B2 (ja) | チタン焼結体、装飾品および時計 | |
| JP6764914B2 (ja) | 塊状焼結サーメット製の装飾的又は被覆物品を製造することを特に目的とした粉末冶金成型組成物及び塊状焼結サーメット製の装飾的又は被覆物品 | |
| US10119177B2 (en) | Precious metal alloy for use in the jewelry and watch industry | |
| WO2016110929A1 (ja) | 粉末冶金用金属粉末、コンパウンド、造粒粉末、焼結体および装飾品 | |
| JP6922196B2 (ja) | チタン焼結体、装飾品および耐熱部品 | |
| JP6314865B2 (ja) | 粉末冶金用金属粉末、コンパウンド、造粒粉末および焼結体の製造方法 | |
| US20160168671A1 (en) | Metal powder for powder metallurgy, compound, granulated powder, and sintered body |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170630 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170630 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170929 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171128 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20180111 |