JP6357828B2 - 水圧転写フィルム及びこれを用いた加飾成形品 - Google Patents
水圧転写フィルム及びこれを用いた加飾成形品 Download PDFInfo
- Publication number
- JP6357828B2 JP6357828B2 JP2014064605A JP2014064605A JP6357828B2 JP 6357828 B2 JP6357828 B2 JP 6357828B2 JP 2014064605 A JP2014064605 A JP 2014064605A JP 2014064605 A JP2014064605 A JP 2014064605A JP 6357828 B2 JP6357828 B2 JP 6357828B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- layer
- water
- hydraulic transfer
- ink layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Decoration By Transfer Pictures (AREA)
- Laminated Bodies (AREA)
Description
こうした装飾方法として、水圧を利用した水圧転写法が知られており、この水圧転写法は、立体面への転写加工性、クリア塗装感などの「深み」や、高品質な柄表現が出来るなどの意匠性の点で、優れた曲面加飾法であることが知られている。
ところで、近年の需要者の意匠性への要求が厳しくなっており、とりわけ金属調(金属光沢)の装飾において、光輝性の高さに加えて高級感が求められるようになっている。このような課題に対して、例えば、光輝性を発現する層とエンボス加工による凹凸形状とにより解決する手法、具体的には、水溶性フィルム上の硝化綿・アルキッド系の透明樹脂層と、該透明樹脂層上の蒸着金属層とからなり、該蒸着金属層と前記透明樹脂層との間で該透明樹脂層にエンボスが施された水圧転写シートが提案されている(特許文献1)。
本発明は、このような状況下で、光輝性インキ層を有し、水圧転写フィルムの製造時に凹凸形状が良好に賦型されており、かつ優れた光輝性と高級感とを備える意匠性を樹脂成形品に付与しうる水圧転写フィルム、及びその製造方法、ならびに該フィルムを用いた加飾成形品を提供することを課題とする。
2.以下の工程(A)〜(C)を順に有する水圧転写フィルムの製造方法。
工程(A)水溶性フィルム上に、ガラス転移温度80℃以上の樹脂Aを含む樹脂により形成される伸展抑制樹脂層を積層する工程
工程(B)該伸展抑制樹脂層上に光輝性インキ層を積層する工程
工程(C)該光輝性インキ層の該伸展抑制樹脂層の側とは反対側の面からエンボス加工を施し、少なくとも該光輝性インキ層の該反対側の面に凹凸形状を設ける工程
3.下記の工程(a)〜(c)を順に有する加飾成形品の製造方法。
工程(a)水溶性フィルム、伸展抑制樹脂層、及び光輝性インキ層を順に有し、少なくとも該光輝性インキ層の伸展抑制樹脂層の側とは反対側の面に凹凸形状を有し、該伸展抑制樹脂層を形成する樹脂がガラス転移温度80℃以上の樹脂Aを含む水圧転写フィルムを該水溶性フィルム側が水面側に向くように水面に浮遊させる前又は後に、該光輝性インキ層に活性剤組成物を塗布する活性剤塗布工程
工程(b)該工程(a)を経た、水面に浮遊している水圧転写フィルム上に被転写体を押圧し、水圧によって該光輝性インキ層を被転写体の被転写面に密着させる工程
工程(c)該被転写体の被転写面に密着した水溶性フィルムを除去する脱膜工程
以下、本発明を図面に基づいて説明する。図1は、本発明の水圧転写フィルムの構成の一例を示す概略断面図である。
本発明の水圧転写フィルム10は、水溶性フィルム11、伸展抑制樹脂層12、及び光輝性インキ層13を順に有し、該光輝性インキ層13の伸展抑制樹脂層12とは反対側の面に凹凸形状14を有しており、該伸展抑制樹脂層12を形成する樹脂がガラス転移温度80℃以上の樹脂Aを含むものである。
水溶性フィルムは、本発明の水圧転写フィルムにおいて基材の役割を有し、水圧転写後に加飾成形品を得る際に除去されるものである。水溶性フィルムとしては、水溶性又は水膨潤性を有するものであればよく、従来水圧転写フィルムとして一般に使用されている水溶性フィルムの中から、適宜選択して用いることができる。
水溶性フィルムを構成する樹脂としては、例えばポリビニルアルコール樹脂、デキストリン、ゼラチン、にかわ、カゼイン、セラック、アラビアゴム、澱粉、蛋白質、ポリアクリル酸アミド、ポリアクリル酸ナトリウム、ポリビニルメチルエーテル、メチルビニルエーテルと無水マレイン酸との共重合体、酢酸ビニルとイタコン酸との共重合体、ポリビニルピロリドン、アセチルセルロース、アセチルブチルセルロース、カルボキシメチルセルロース、メチルセルロース、ヒドロキシエチルセルロース、アルギン酸ナトリウムなどの各種水溶性ポリマーが挙げられる。これらの樹脂は、単独で用いられてもよいし、2種以上が混合されて用いられてもよい。なお、水溶性フィルムには、マンナン、キサンタンガム、グアーガムなどのゴム成分が添加されていてもよい。
ポリビニルアルコール樹脂フィルムは、ポリビニルアルコールの重合度、ケン化度、及び澱粉やゴムなどの添加剤の配合量などを変えることにより、水溶性フィルムに対して転写用の印刷層を形成する際に必要な機械的強度、取り扱い中の耐湿性、水面に浮かべてからの吸水による柔軟化の速度、水中での延展又は拡散に要する時間、転写工程での変形のし易さなどを適宜調節することができる。
また、ポリビニルアルコール樹脂フィルムは水溶性ではあるが、水に溶解する前段階では水に膨潤して軟化しつつもフィルムとして存続することが好ましい。フィルムとして存続している状態にあるときに水圧転写を行なうことにより、水圧転写時の転写用の印刷層の過度の流動、変形を防止することができるからである。
伸展抑制樹脂層は、水溶性フィルムと後述する光輝性インキ層との間に設けられ、伸展抑制樹脂層を形成する樹脂として、ガラス転移温度80℃以上の樹脂Aを含むことを要する層である。伸展抑制樹脂層を設けることにより、水圧転写フィルムの製造時に凹凸形状が良好に賦型しうる賦型性が得られ、また水圧転写時に光輝性インキ層が伸展しすぎるのを抑制し、凹凸形状に対応する凹凸感発現部を形成して凹凸感を保持することで、光輝性と高級感とを備える意匠性(以後、単に意匠性と称する場合がある。)が得られる。なお、凹凸形状に対応する凹凸感発現部については、加飾成形品の製造方法についての説明において詳説する。
示差走査熱量計を用いて200℃まで昇温し、その温度から降温速度10℃/分で0℃まで冷却した試料を昇温速度10℃/分で測定した。軟化点より20℃以上低い温度でピークが観測される場合にはそのピークの温度を、また軟化点より20℃以上低い温度でピークが観測されずに段差が観測されるときは該段差部分の曲線の最大傾斜を示す接線と該段差の高温側のベースラインの延長線との交点の温度を、ガラス転移温度として読み取った。
また、樹脂Aとしては、水圧転写時に光輝性インキ層が過度に伸展することを抑制し、凹凸形状に対応する凹凸感発現部を良好に形成する観点から、非水溶性樹脂を用いることが好ましい。ここで、非水溶性樹脂は、一般に非水溶性を有する樹脂として知られる樹脂を称するものであり、具体的には、樹脂Aとして好ましく例示したものが挙げられる。
このような樹脂Bとしては、ポリエチレンやポリプロピレンなどのポリオレフィン樹脂、ウレタン樹脂、アセタール樹脂、アルキッド樹脂が好ましく挙げられ、ウレタン樹脂、アルキッド樹脂が好ましい。ガラス転移温度が低い樹脂Bを組み合わせることで、優れた転写加工性(追従性)が得られる。なかでも、樹脂Aとしてアクリルポリオール樹脂を用いる場合は、ウレタン樹脂と組み合わせることが好ましく、また樹脂Aとしてニトロセルロース樹脂を用いる場合は、アルキッド樹脂と組み合わせることが好ましい。
光輝性インキ層は、光輝性を発現するとともに、少なくとも該光輝性インキ層の伸展抑制樹脂層とは反対側の面に凹凸形状を有することで高級感を発現させる層である。
また、凹凸形状の幅は、10〜100μmが好ましく、より好ましくは20〜40μmである。凹凸形状の幅が上記範囲内であることにより、優れた賦型性や意匠性が得られる。ここで、本発明において凹凸形状の幅は、凸部自体の幅のことである。
また、凹凸形状は、エンボス加工により好適に設けることができる。
バインダー樹脂としては、例えば熱可塑性樹脂が挙げられ、具体例としては、アクリル樹脂、アルキッド樹脂などのポリエステル樹脂、不飽和ポリエステル樹脂、ウレタン樹脂(例えばポリエステルウレタン樹脂)、ポリカーボネート樹脂、塩化ビニル−酢酸ビニル共重合樹脂、ポリビニルブチラールなどのポリビニルアセタール樹脂(ブチラール樹脂)、ニトロセルロース樹脂などが好ましく挙げられ、これらを単独で又は複数種を組み合わせて用いることができる。本発明においては、アルキッド樹脂、ニトロセルロース樹脂が好ましく、これらを混合して用いることがより好ましい。これらのバインダー樹脂を用いると、優れた賦型性が得られる。
金属顔料としては、金、銀、白金、パラジウム、ニッケル、銅、アルミニウム、クロム、真鍮、錫などの金属や合金、あるいはこれらの金属酸化物からなるものであり、光輝性が高く、安価である点からアルミニウム、真鍮などの鱗片状箔片からなる金属顔料が好ましい。また、パール顔料としては、酸化チタン又は酸化鉄で被覆された鱗片形状アルミナ顔料、酸化チタン又は酸化鉄で被覆された雲母顔料などが好ましく挙げられる。
本発明の水圧転写フィルムにおいては、水溶性フィルムと光輝性インキ層の間に設けられた伸展抑制樹脂層とは別に、光輝性インキ層の伸展抑制樹脂層とは反対側にさらに樹脂Aを含む第2の伸展抑制樹脂層を備えていてもよい。第2の伸展抑制樹脂層は、伸展抑制樹脂層と同様に、ガラス転移温度80℃以上の樹脂Aを含む層として形成される。第2の伸展樹脂層を備えることにより、加飾成形品にさらに優れた凹凸感を発現させることができる。なお、第2の伸展抑制樹脂層を備える場合には、凹凸形状は少なくとも、第2の伸展抑制樹脂層から、光輝性インキ層の伸展抑制樹脂層とは反対側の面にかけて形成される。
本発明の水圧転写フィルムの製造方法は、工程(A)水溶性フィルム上に、ガラス転移温度80℃以上の樹脂Aを含む樹脂により形成される伸展抑制樹脂層を積層する工程、工程(B)該伸展抑制樹脂層上に光輝性インキ層を積層する工程、及び工程(C)該光輝性インキ層の該伸展抑制樹脂層の側とは反対側の面からエンボス加工を施し、少なくとも該光輝性インキ層の該反対側の面に凹凸形状を設ける工程を順に有することを特徴とするものである。
公知の塗布方法としては、グラビアコート、リバースコートなどが挙げられ、公知の印刷方法としては、グラビア印刷などが挙げられる。
ここで用いられるエンボス版としては、上記の凹凸形状の深さ、周期幅(ピッチ)、及び幅を達成できる寸法を具備するものであれば特に制限はない。通常、エンボス版の凹凸形状の深さは、10〜80μm程度であり、好ましくは20〜60μm、より好ましくは30〜45μmである。
本発明の加飾成形品の製造方法は、工程(a)水溶性フィルム、伸展抑制樹脂層、及び光輝性インキ層を順に有し、少なくとも該光輝性インキ層の伸展抑制樹脂層の側とは反対側の面に凹凸形状を有し、該伸展抑制樹脂層がガラス転移温度80℃以上の樹脂Aを含む水圧転写フィルムを該水溶性フィルム側が水面側に向くように水面に浮遊させる前又は後に、該光輝性インキ層に活性剤組成物を塗布する活性剤塗布工程、工程(b)該工程(a)を経た、水面に浮遊している水圧転写フィルム上に被転写体を押圧し、水圧によって該光輝性インキ層を被転写体の被転写面に密着させる工程、及び工程(c)該被転写体の被転写面に密着した水溶性フィルム及び伸展抑制樹脂層を除去する脱膜工程を順に有することを特徴とするものである。
活性剤塗布工程(a)は、水圧転写フィルムを水面に浮遊させる前又は後に、光輝性インキ層に活性剤組成物を塗布する工程である。この工程で、光輝性インキ層に活性剤を塗布することにより、該光輝性インキ層の表面が荒れ、被転写体と密着しやすくなる。
水圧転写フィルムは、水溶性フィルム側が水面側に向くように水面上に浮遊させる。水圧転写フィルムを水面に浮遊させるには、枚葉の印刷物を1枚ずつ浮遊させてもよく、また水を一方向に流し、その水面上に連続帯状の水圧転写フィルムを、連続的に供給して浮遊させてもよい。
アセチレングリコール類としては、メトキシブチルアセテート、エトキシブチルアセテート、エチルカルビトールアセテート、プロピルカルビトールアセテート、ブチルカルビトールアセテートなどが好ましく挙げられる。
エーテル類としては、メチルセロソルブ、ブチルセロソルブ、イソアミルセロソルブなどが好ましく挙げられる。
また、樹脂としては、アクリレート系単量体の単独又は共重合体などの熱可塑性樹脂や、ポリアミド樹脂、ポリエステル樹脂、フェノール樹脂、メラミン樹脂、尿素樹脂、エポキシ樹脂、フタル酸アルキッド樹脂、フタル酸ジアリル樹脂、アルキッド樹脂、ポリウレタン樹脂などの熱硬化性樹脂などが好ましく挙げられ、なかでも熱硬化性樹脂が好ましい。
工程(b)は、工程(a)を経た、水面に浮遊している水圧転写フィルム上に被転写体を押圧し、水圧によって光輝性インキ層を被転写体の被転写面に密着させる工程である。
水圧転写フィルムを浮かべ水圧を印加するための水は、水溶性フィルムの種類などに応じ、適宣水温を調整するのがよく、好ましくは25〜50℃程度、より好ましくは25〜35℃である。
また、本発明の水圧転写フィルムと被転写体との転写時間は、20〜120秒程度が好ましく、より好ましくは30〜60秒程度である。ここで、転写時間とは、本発明の転写フィルムを水に浮遊させてから、被転写体への転写が完了するまでの時間のことである。
被転写体としては、例えば、ポリスチレン樹脂、アクリロニトリル−ブタジエン−スチレン共重合樹脂(ABS樹脂)、ポリカーボネート樹脂、メラミン樹脂、フェノール樹脂、尿素樹脂、繊維系樹脂、ポリエチレン、ポリプロピレンなどの樹脂、あるいはこれらを混合した樹脂のほか、鉄、アルミニウム、銅などの金属、陶磁器、ガラス、琺瑯などのセラミックス、木材などの材料からなる構造体を使用することができる。
脱膜工程(c)は、被転写体の被転写面に密着した水溶性フィルムを除去する工程である。
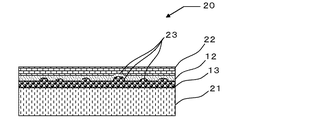
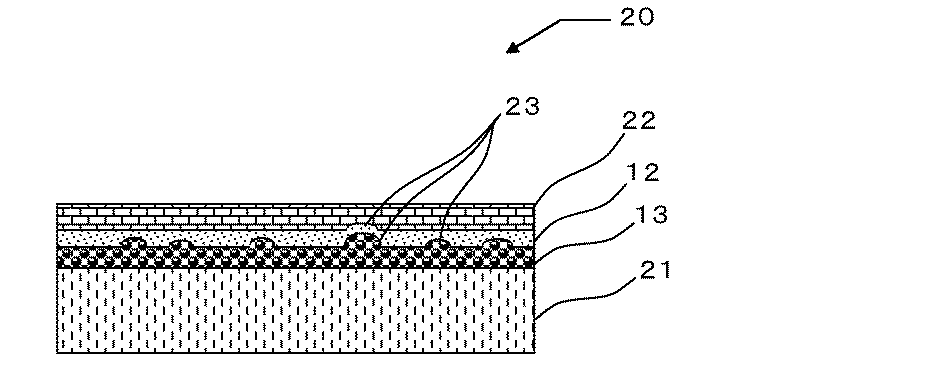
水溶性フィルムの除去は、例えば、水を用いてシャワー洗浄することで行うことができる。この工程(c)により、被転写面に付着している水溶性フィルムは除去される。なお、シャワー洗浄の条件は、水溶性フィルムを形成する材料などにより異なるが、通常は水温15〜60℃程度、洗浄時間10秒〜5分程度が好ましい。そして、工程(c)の後、被転写体を十分乾燥し水分を蒸発させれば、被転写体の被転写面に転写された光輝性インキ層と伸展抑制樹脂層とによって、所望の意匠が付与された樹脂成形品が得られる。
本発明の加飾成形品の製造方法は、工程(c)の後、さらに所望により、転写された伸展抑制樹脂層上に、トップコート層を形成する工程(d)を有することができる。
工程(d)において、前記工程(c)にて被転写体の被転写面に転写された伸展抑制樹脂層に対し、表面強度向上、表面保護、表面艶調整などのために、必要に応じてトップコート剤を塗布して、トップコート層を形成することができる。トップコート剤としては、例えば熱可塑性樹脂、熱硬化性樹脂、紫外線硬化性樹脂など、具体的にはウレタン樹脂、エポキシ樹脂、アクリル樹脂、フッ素樹脂、ケイ素樹脂などを含む樹脂組成物が好ましく挙げられる。
(1)賦型性の評価
各例における水圧転写フィルムの光輝性インキ層にエンボス加工(エンボス条件:温度120℃、圧力40ton/m2、プレス時間5分)を施して、エンボス版を剥がした後の、該光輝性インキ層の表面の様子を目視により観察し、下記の基準で評価した。
○:光輝性インキ層が剥がれることなく、凹凸形状が極めて良好に賦型されていた。
△:熱い状態では光輝性インキ層が若干剥がれるものの、室温まで冷やした後にエンボス版を剥がすと、光輝性インキ層は剥がれることなく、凹凸形状が実用にあたり問題が生じない程度に賦型されていた。
×:室温まで冷やした後にエンボス版を剥がしても、光輝性インキ層が剥がれてしまい、凹凸形状を賦型することができなかった。
(2)意匠性の評価
各例により得られた水圧転写フィルムの光輝性インキ層に、下記組成の活性剤組成物を3g/m2塗布し、スムージングロールで該活性剤組成物を均一にし、光輝性インキ層の活性剤塗布工程(a)を経た後、水面に浮遊している水圧転写フィルムに被転写体を押圧し、水圧によって光輝性インキ層を被転写体の被転写面に密着させる工程(b)、及び水洗による脱膜工程(c)を経て、加飾成形品を得た。得られた加飾成形品を目視により観察し、その意匠性について以下の基準で評価した。
(活性剤組成物の組成)
フタル酸系アルキッド樹脂 6質量部
マイクロシリカ(顔料) 2質量部
フタル酸ジブチル 17質量部
溶剤(ブチルカルビトールアセテート) 60質量部
溶剤(ブチルセロソルブ) 15質量部
○:光輝性インキ層の凹凸形状に対応する凹凸感が良好に保持されており、優れた光輝性と高級感が得られた。
△:光輝性インキ層の凹凸形状に対応する凹凸感がやや低下したものの十分視認でき、実用にあたり問題が生じない程度の光輝性と高級感が得られた。
×:光輝性インキ層の凹凸形状に対応する凹凸感が消失したため、光輝性と高級感とが得られない、または水圧転写フィルムの製造の時点で凹凸形状を賦型できなかった。
(3)転写加工性(追従性)の評価
加飾成形品の製造において、被転写体として、直径35mm、長さ250mmの円柱形状の樹脂成形体を用い、その側面に水圧転写フィルムを転写させた際の水圧転写フィルムの転写加工性(追従性)について、目視による観察により、以下の基準で評価した。
◎:被転写体に良好に追従し、割れを一切生じることなく加飾成形品が得られた。
○:水圧転写フィルムの伸展性が若干悪く、割れや付き回り性に若干劣るものの、意匠性にほとんど影響を与えることなく転写加工を行うことができた。
△:水圧転写フィルムの伸展性が若干悪く、割れや付き回り性に劣るものの、意匠感への影響は実用にあたり問題が生じない程度のものであった。
×:水圧転写フィルムの伸展性が悪く、割れが著しい加飾成形品となった、あるいは水圧転写時に水圧転写フィルムが割れるなどして被転写体に転写することができなかった。
水溶性フィルムとして、PVAフィルム(厚さ30μm)を用い、その片面に第1表に記載の伸展抑制樹脂層を形成する樹脂を塗布量3g/m2で、グラビアコートし、厚さ1μmの伸展抑制樹脂層を設けた。次に、光輝性インキ(光輝性顔料:アルミペースト,平均粒径:10μm,バインダー樹脂:ニトロセルロース樹脂とアルキッド樹脂とを50:20で混合した混合物)を、塗布量2g/m2でグラビアコートして、厚さ1μmの光輝性インキ層を形成した。次いで、エンボス加工装置を用いて、圧力40ton/m2、温度120℃で光輝性インキ層の表面側からエンボス加工して、深さ20μmの凹凸形状を形成して水圧転写フィルムを得た。得られた水圧転写フィルムについての賦型性の評価、該水圧転写フィルムを用いて得られた加飾成形品の意匠性の評価、及び転写加工性(追従性)の評価結果を第1表に示す。
実施例1において、伸展抑制樹脂層を形成する樹脂を第1表に示される樹脂とした以外は、実施例1と同様にして水圧転写フィルムを得た。得られた水圧転写フィルムについての賦型性の評価、該水圧転写フィルムを用いて得られた加飾成形品の意匠性の評価、及び転写加工性(追従性)の評価結果を第1表に示す。
実施例1において、伸展抑制樹脂層を設けなかったこと以外は、実施例1と同様にして水圧転写フィルムを得た。得られた水圧転写フィルムについての賦型性の評価、該水圧転写フィルムを用いて得られた加飾成形品の意匠性の評価、及び転写加工性(追従性)の評価結果を第1表に示す。
*2,アクリルポリオール樹脂とウレタン樹脂との混合比(質量比)は80:20である。
*3,ニトロセルロース樹脂とアルキッド樹脂との混合比(質量比)は20:10である。
*4,アクリル樹脂と塩化ビニル−酢酸ビニル共重合樹脂との混合比(質量比)は50:50である。
実施例3において、光輝性インキ層の形成後、ニトロセルロース樹脂とアルキッド樹脂との混合物(ニトロセルロース樹脂のガラス転移温度Tg:90℃、ニトロセルロース樹脂とアルキッド樹脂との混合比(質量比)は20:10)を、塗布量3g/m2でグラビアコートし、厚さ1μmの第2の伸展抑制樹脂層を設けた。次いで、エンボス加工装置を用いて、圧力40ton/m2、温度120℃で第2の伸展抑制樹脂層の表面側からエンボス加工して、深さ20μmの凹凸形状を形成して水圧転写フィルムを得た。
得られた水圧転写フィルムのエンボス加工面を観察したところ、実施例1〜6で得られた水圧転写フィルム以上に、エンボス版の凹凸形状が良好に賦型されていた。さらにこの水圧転写フィルムを用いて加飾成形品を製造したところ、実施例1〜6の場合以上に良好な意匠感が得られ、また転写加工性(追従性)も同等以上であった。
11 水溶性フィルム
12 伸展抑制樹脂層
13 光輝性インキ層
14 凹凸形状
20 加飾成形品
21 被転写体
22 トップコート層
23 凹凸感発現部
Claims (9)
- 水溶性フィルム、伸展抑制樹脂層、及び光輝性インキ層を順に有し、少なくとも該光輝性インキ層の伸展抑制樹脂層の側とは反対側の面に凹凸形状を有し、前記凹凸形状は、前記伸展抑制樹脂層に至り、該伸展抑制樹脂層を形成する樹脂がガラス転移温度80℃以上の樹脂Aを含み、前記樹脂Aが、アクリル樹脂、アクリルポリオール樹脂、ニトロセルロース樹脂、及び塩化ビニル−酢酸ビニル共重合樹脂から選ばれる少なくとも一種である水圧転写フィルム。
- 水溶性フィルム、伸展抑制樹脂層、及び光輝性インキ層を順に有し、少なくとも該光輝性インキ層の伸展抑制樹脂層の側とは反対側の面に凹凸形状を有し、前記凹凸形状は、前記伸展抑制樹脂層に至り、該伸展抑制樹脂層を形成する樹脂がガラス転移温度80℃以上の樹脂Aを含み、前記光輝性インキ層を形成するバインダー樹脂が、ニトロセルロース樹脂とアルキッド樹脂との混合物である水圧転写フィルム。
- 水溶性フィルム、伸展抑制樹脂層、及び光輝性インキ層を順に有し、少なくとも該光輝性インキ層の伸展抑制樹脂層の側とは反対側の面に凹凸形状を有し、前記凹凸形状は、前記伸展抑制樹脂層に至り、該伸展抑制樹脂層を形成する樹脂がガラス転移温度80℃以上の樹脂Aを含み、前記光輝性インキ層の前記伸展抑制樹脂層とは反対側に、前記樹脂Aを含む第2の伸展抑制樹脂層をさらに有する水圧転写フィルム。
- 前記樹脂Aのガラス転移温度が、80〜145℃である請求項1〜3のいずれかに記載の水圧転写フィルム。
- 前記樹脂Aが、非水溶性樹脂である請求項1〜4のいずれかに記載の水圧転写フィルム。
- 前記樹脂Aが、アクリルポリオール樹脂である請求項1〜5のいずれかに記載の水圧転写フィルム。
- 前記伸展抑制樹脂層を形成する樹脂中の樹脂Aの含有量が、50質量%以上である請求項1〜6のいずれかに記載の水圧転写フィルム。
- 前記第2の伸展抑制樹脂層が、アルキッド樹脂及び樹脂Aとしてニトロセルロース樹脂を含む、請求項3に記載の水圧転写フィルム。
- 下記の工程(a)〜(c)を順に有する加飾成形品の製造方法。
工程(a)請求項1〜8のいずれかに記載の水圧転写フィルムを該水溶性フィルム側が水面側に向くように水面に浮遊させる前又は後に、該光輝性インキ層に活性剤組成物を塗布する活性剤塗布工程
工程(b)該工程(a)を経た、水面に浮遊している水圧転写フィルム上に被転写体を押圧し、水圧によって該光輝性インキ層を被転写体の被転写面に密着させる工程
工程(c)該被転写体の被転写面に密着した水溶性フィルムを除去する脱膜工程
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014064605A JP6357828B2 (ja) | 2013-03-28 | 2014-03-26 | 水圧転写フィルム及びこれを用いた加飾成形品 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013070633 | 2013-03-28 | ||
| JP2013070633 | 2013-03-28 | ||
| JP2014064605A JP6357828B2 (ja) | 2013-03-28 | 2014-03-26 | 水圧転写フィルム及びこれを用いた加飾成形品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014208477A JP2014208477A (ja) | 2014-11-06 |
| JP6357828B2 true JP6357828B2 (ja) | 2018-07-18 |
Family
ID=51903051
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014064605A Active JP6357828B2 (ja) | 2013-03-28 | 2014-03-26 | 水圧転写フィルム及びこれを用いた加飾成形品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6357828B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9527340B2 (en) * | 2014-08-29 | 2016-12-27 | Illinois Tool Works Inc. | Composite laminate assembly and method of manufacturing the same |
| JP6380578B2 (ja) * | 2017-03-06 | 2018-08-29 | 大日本印刷株式会社 | 水圧転写フィルム |
| JP6721003B2 (ja) * | 2018-06-05 | 2020-07-08 | 大日本印刷株式会社 | 水圧転写フィルム |
| JP7183905B2 (ja) * | 2019-03-26 | 2022-12-06 | 大日本印刷株式会社 | 水圧転写フィルム、水圧転写フィルムの製造方法、及び加飾成形品の製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4382964B2 (ja) * | 2000-05-18 | 2009-12-16 | 日本デコール株式会社 | 水圧転写シート及びその製造方法 |
| JP4696492B2 (ja) * | 2004-08-11 | 2011-06-08 | Dic株式会社 | 水圧転写用フィルムおよび水圧転写体 |
| JP4951895B2 (ja) * | 2005-08-23 | 2012-06-13 | 大日本印刷株式会社 | 加飾成形品及びその製造方法 |
| JP2007098608A (ja) * | 2005-09-30 | 2007-04-19 | Dainippon Printing Co Ltd | 水圧転写方法 |
| JP4876896B2 (ja) * | 2006-12-22 | 2012-02-15 | 大日本印刷株式会社 | ホログラム転写箔、及びその製造方法 |
| JP4893297B2 (ja) * | 2006-12-22 | 2012-03-07 | 大日本印刷株式会社 | ホログラム転写箔、及びその製造方法 |
| JP5077680B2 (ja) * | 2008-03-11 | 2012-11-21 | 大日本印刷株式会社 | 水圧転写用シート、及び水圧転写方法 |
| JP5942345B2 (ja) * | 2011-06-10 | 2016-06-29 | 大日本印刷株式会社 | 水圧転写フィルム及び加飾成形品の製造方法 |
| JP6205787B2 (ja) * | 2013-03-28 | 2017-10-04 | 大日本印刷株式会社 | 水圧転写フィルム製造用転写箔、水圧転写フィルムの製造方法、及び加飾成形品の製造方法 |
-
2014
- 2014-03-26 JP JP2014064605A patent/JP6357828B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014208477A (ja) | 2014-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10308832B2 (en) | Hydraulic transfer film and molded product decorated using same | |
| JP5942345B2 (ja) | 水圧転写フィルム及び加飾成形品の製造方法 | |
| JP5810798B2 (ja) | 水圧転写フィルム及びそれを用いた加飾成形品の製造方法 | |
| JP6350176B2 (ja) | 水圧転写フィルム及びこれを用いた加飾成形品 | |
| JP6205786B2 (ja) | 水圧転写フィルム製造用転写箔、水圧転写フィルムの製造方法、及び加飾成形品の製造方法 | |
| JP6357828B2 (ja) | 水圧転写フィルム及びこれを用いた加飾成形品 | |
| JP6245026B2 (ja) | 水圧転写フィルム及びこれを用いた加飾成形品 | |
| JP5803307B2 (ja) | 水圧転写フィルム及びこれを用いた加飾成形品の製造方法 | |
| JP6205787B2 (ja) | 水圧転写フィルム製造用転写箔、水圧転写フィルムの製造方法、及び加飾成形品の製造方法 | |
| JP5803308B2 (ja) | 水圧転写フィルム及びこれを用いた加飾成形品の製造方法 | |
| JP6485156B2 (ja) | 水圧転写フィルム及びこれを用いた加飾成形品 | |
| JP2013000895A (ja) | 水圧転写フィルム及びこれを用いた加飾成形品の製造方法 | |
| JP6102158B2 (ja) | 水圧転写フィルム及びこれを用いた加飾成形品の製造方法 | |
| JP5887722B2 (ja) | 水圧転写シート製造用転写箔、水圧転写シート及びその製造方法、並びに加飾成形品の製造方法 | |
| JP6380578B2 (ja) | 水圧転写フィルム | |
| JP6264484B2 (ja) | 水圧転写フィルム | |
| JP5810797B2 (ja) | 水圧転写フィルム及びそれを用いた加飾成形品の製造方法 | |
| JP6721003B2 (ja) | 水圧転写フィルム | |
| JP6221577B2 (ja) | 水圧転写フィルム用活性剤組成物、及びこれを用いた加飾成形品の製造方法 | |
| JP2014069502A (ja) | 水圧転写フィルム、加飾成形品及び加飾成形品の製造方法 | |
| JP2017065166A (ja) | 水圧転写フィルム及びこれを用いた加飾成形品 | |
| JP7087562B2 (ja) | 水圧転写フィルム及びその製造方法 | |
| JP6221576B2 (ja) | 水圧転写フィルム用活性剤組成物、及びこれを用いた加飾成形品の製造方法 | |
| JP6550853B2 (ja) | 加飾成形品及びその製造方法 | |
| JP7067542B2 (ja) | 加飾成形品及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170928 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171024 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180522 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180604 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6357828 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |