JP6300536B2 - 金型 - Google Patents
金型 Download PDFInfo
- Publication number
- JP6300536B2 JP6300536B2 JP2014010696A JP2014010696A JP6300536B2 JP 6300536 B2 JP6300536 B2 JP 6300536B2 JP 2014010696 A JP2014010696 A JP 2014010696A JP 2014010696 A JP2014010696 A JP 2014010696A JP 6300536 B2 JP6300536 B2 JP 6300536B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- sliding
- mating surface
- cavity
- fixed mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Casting Devices For Molds (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Description
なお、溶湯が注入されるキャビティから遠ざかるにつれて金型温度が低くなる。よって、第2合わせ面は第1合わせ面よりも低温となり易く、固定型側第2合わせ面、摺動型側第2合わせ面では、離型剤の水が蒸発せず、離型剤が液体のまま残留する場合がある。
また、このような構成によれば、凹部が第2合わせ面に沿って、摺動型の摺動方向に対して直交する方向に延びる溝状であるので、溝状の凹部によって離型剤を良好に捕獲することができる。
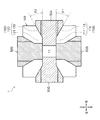
本実施形態に係る金型1は、鋳造用の金型であって、固定型10と、摺動型50A〜50Dと、を備えている。なお、ここでは説明を簡単とするために、立方体状の鋳造品を製造する場合を例示する。よって、キャビティ11も立方体状となる。ただし、鋳造品、キャビティ11の形状はこれに限定されず変更自由である。また、固定型10、摺動型50A〜50Dの形状についても変更自由である。さらに、摺動型の数についても変更自由であり、例えば、摺動型50A、50Cのみを備える構成でもよい。
固定型10は、原則、移動せず固定された金型であり、その外形は概ね立方体状である。固定型10は、2ピース構成であり、前側の固定型本体10Aと、後側の可動型10Bと、を備えている。なお、可動型10Bは、固定型本体10Aに対して、図示しない把持アーム、アクチュエータ等によって可動可能であり、前後方向において当接(合体)/分離するようになっている。
キャビティ11は、製造物である鋳造品に対応した形状、ここでは立方体状を呈しており、固定型10の略中心に配置されている。
摺動型用差込孔20A〜20Dは、キャビティ11から外部に向かって延び外部に開口し、キャビティ11と外部とを連通させる連通孔であると共に、摺動型50A〜50Dが差し込まれる差込孔である。
摺動型用差込孔20Bは、キャビティ11の下側に連通し、この下側部分から鉛直下方向(摺動型50Bの摺動方向)に延び、固定型10の下面で外部に開口する孔である。
摺動型用差込孔20Dは、キャビティ11の上側に連通し、この上側部分から鉛直上方向(摺動型50Dの摺動方向)に延び、固定型10の上面で外部に開口する孔である。
ここで、摺動型用差込孔20A〜20Dは、その延長方向(長手方向)が若干異なるが、その形状は略同様である。以下、摺動型用差込孔20Aについて主に説明する。
拡大孔部22を囲む固定型10の内壁面のうち、下側の内壁面は固定型側下第2合わせ面22aを構成し、上側の内壁面は固定型側上第2合わせ面22bを構成している。
摺動型50A(水平方向摺動型)は、その先端側が摺動型用差込孔20Aに差し込まれ、固定型10に対して略水平方向において摺動可能である摺動型である。
摺動型50B(鉛直方向摺動型)は、その先端側が摺動型用差込孔20Bに差し込まれ、固定型10に対して略鉛直方向において摺動可能である摺動型である。
摺動型50D(鉛直方向摺動型)は、その先端側が摺動型用差込孔20Dに差し込まれ、固定型10に対して略鉛直方向において摺動可能である摺動型である。
拡大部52の外壁面のうち、下側の外壁面は摺動型側下第2合わせ面52aを構成し、上側の外壁面は摺動型側上第2合わせ面52bを構成している。
固定型10と摺動型50Aとの間に形成される合わせ面100について説明する(図2参照)。
合わせ面100は、全体として略四角筒状であり、縦断面視において、摺動型50Aの下面と固定型10との間に形成される下合わせ面110と、摺動型50Aの上面と固定型10との間に形成される上合わせ面120と、を含んでいる。なお、前後方向において固定型10と摺動型50Aとの間にも合わせ面が形成されている。
下合わせ面110は、キャビティ11から右水平方向(摺動型50Aの摺動方向)に延びる下第1合わせ面111と、下第1合わせ面111の右端から下方に傾斜しながら右方に延びる下第2合わせ面112と、を備えている。つまり、下第2合わせ面112は、下第1合わせ面111の右端から外部に向かうにつれて摺動型用差込孔20Aが大きくなるように下方に傾斜しながら延びている。下第2合わせ面112の傾斜の程度、つまり、下第2合わせ面112と水平面との間の角度θ1は例えば1°である。なお、図2においては、理解し易くするために、角度θ1を誇張して記載している。
下第2合わせ面112は、固定型側下第2合わせ面22aと摺動型側下第2合わせ面52aとが合わさることで構成されている(図2、図3参照)。
上合わせ面120は、キャビティ11から右水平方向に延びる上第1合わせ面121と、上第1合わせ面111の右端から上方に傾斜しながら右方に延びる上第2合わせ面122と、を備えている。つまり、上第2合わせ面122は、上第1合わせ面121の右端から外部に向かうにつれて摺動型用差込孔20Aが大きくなるように上方に傾斜しながら延びている。上第2合わせ面122の傾斜の程度、つまり、上第2合わせ面122と水平面との間の角度θ2は例えば1°である。
下第2合わせ面112は、固定型側上第2合わせ面22bと摺動型側上第2合わせ面52bとが合わさることで構成されている。
金型1の使用方法及びその効果を説明する。
図4に示すように、型開き状態において、キャビティ11、摺動型用差込孔20A〜20Dに、液体状の離型剤Pをスプレー塗布する。具体的に例えば、溶湯の注入用のゲート(図示しない)等にスプレー塗布用の極細管が挿入され、離型剤Pが噴霧される。
次いで、金型1を型締めする。
この場合において、固定型側下第2合わせ面22a及び摺動型側下第2合わせ面52aの間に離型剤Pが液体のまま残留していたとき、摺動型側下第2合わせ面52aが固定型側下第2合わせ面22aに当接すると略同時に、離型剤Pは、下第2合わせ面112に沿って移動し溝53aに捕獲される。次いで、捕獲された離型剤Pは、連通孔54aを通って、外部に排出される(図5、図6参照)。なお、吸引ポンプ等によって、摺動型50A〜50Dの連通孔54aを介して溝53aを減圧することが好ましい。すなわち、4方向からキャビティ11を吸引することが好ましい。このようにすれば、溝53a及びキャビティ11の圧力を良好に下げることができ、離型剤Pを良好に溝53aに捕獲した後、外部に排出できる。
以上、本発明の一実施形態について説明したが、本発明はこれに限定されず、例えば、次のように変更してもよい。
10 固定型
10A 固定型本体
10B 可動型
11 キャビティ
20A、20B、20C、20D 摺動型用差込孔
21 ストレート孔部
22 拡大孔部
22a 固定型側下第2合わせ面
50A、50C 摺動型(水平方向摺動型)
50B、50D 摺動型(鉛直方向摺動型)
52a 摺動型側下第2合わせ面
53a 溝(凹部)
54a 連通孔
100 合わせ面
110 下合わせ面(下側の合わせ面)
111 下第1合わせ面
112 下第2合わせ面
Claims (3)
- キャビティと前記キャビティから外部に向かう摺動方向に延びる摺動型用差込孔とを有する固定型と、
先端側が前記摺動型用差込孔に差し込まれ前記固定型に対して摺動方向において摺動可能である摺動型と、
を備え、
前記固定型及び前記摺動型の間に形成される合わせ面は、前記キャビティ側において摺動方向に延びる第1合わせ面と、前記第1合わせ面から外部に向かうにつれて前記摺動型用差込孔が大きくなるように傾斜しながら延びる第2合わせ面と、を備え、
前記第2合わせ面は、前記固定型の固定型側第2合わせ面と、前記摺動型の摺動型側第2合わせ面とが合わさることで構成され、
前記摺動型側第2合わせ面には、前記摺動型側第2合わせ面が前記固定型側第2合わせ面に合わさる際、前記摺動型側第2合わせ面及び前記固定型側第2合わせ面の間の離型剤を捕獲する凹部が形成され、
前記凹部は、前記第2合わせ面に沿って、前記摺動型の摺動方向に対して直交する方向に延びる溝状である
ことを特徴とする金型。 - 前記摺動方向は、略鉛直方向を含み、
前記摺動型は、略鉛直方向において摺動可能である鉛直方向摺動型を含む
ことを特徴とする請求項1に記載の金型。 - 前記摺動型には、前記凹部と外部とを連通する連通孔が形成されている
ことを特徴とする請求項1または請求項2に記載の金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014010696A JP6300536B2 (ja) | 2014-01-23 | 2014-01-23 | 金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014010696A JP6300536B2 (ja) | 2014-01-23 | 2014-01-23 | 金型 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015136726A JP2015136726A (ja) | 2015-07-30 |
| JP2015136726A5 JP2015136726A5 (ja) | 2017-01-05 |
| JP6300536B2 true JP6300536B2 (ja) | 2018-03-28 |
Family
ID=53768106
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014010696A Active JP6300536B2 (ja) | 2014-01-23 | 2014-01-23 | 金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6300536B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6320056B2 (ja) * | 2014-01-28 | 2018-05-09 | 株式会社アーレスティ | 金型装置 |
| CN109571722B (zh) * | 2019-01-25 | 2024-03-29 | 佛山市龙兴科技有限公司 | 模具脱模装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0391129U (ja) * | 1989-12-29 | 1991-09-17 | ||
| JP3345842B2 (ja) * | 1993-10-15 | 2002-11-18 | 株式会社アーレスティ | ダイカスト用金型 |
| JPH09122881A (ja) * | 1995-11-07 | 1997-05-13 | Kiriyuu Kikai Kk | 竪型加圧鋳造機用金型 |
| JP2002337154A (ja) * | 2001-05-21 | 2002-11-27 | Aisin Seiki Co Ltd | 離型剤排出機構を備えた金型装置およびその金型装置を用いた離型剤排出方法 |
| JP2011194433A (ja) * | 2010-03-19 | 2011-10-06 | Honda Motor Co Ltd | 金型 |
| CN102179483B (zh) * | 2011-04-27 | 2013-02-20 | 广东科达机电股份有限公司 | 新型脱模剂喷涂装置 |
| JP5733523B2 (ja) * | 2011-09-29 | 2015-06-10 | トヨタ自動車株式会社 | ダイカスト金型 |
-
2014
- 2014-01-23 JP JP2014010696A patent/JP6300536B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015136726A (ja) | 2015-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6300536B2 (ja) | 金型 | |
| KR101810522B1 (ko) | 경사식 중력 주조 장치 | |
| WO2016051778A1 (ja) | 射出成形用金型 | |
| RU2016145919A (ru) | Литейная форма для монокристаллического литья | |
| RU2016140864A (ru) | Разливочный стенд и способ сборки | |
| JP2016007625A (ja) | ダイカスト鋳造装置 | |
| JP4843742B1 (ja) | 鋳造装置 | |
| US9821370B2 (en) | Mold device for forming metal in high-level vacuum environment | |
| JP2015136726A5 (ja) | ||
| JP2015080801A (ja) | 鋳造用金型装置 | |
| JP2015174140A5 (ja) | ||
| JP5706265B2 (ja) | 鋳造用金型装置 | |
| JP6096574B2 (ja) | 離型剤塗布装置及び離型剤塗布方法 | |
| JP4794586B2 (ja) | ダイカスト金型及びダイカスト法 | |
| JP2007111713A (ja) | ダイカスト金型及びダイカスト法 | |
| CN109562445A (zh) | 模铸机 | |
| JP2017506585A (ja) | 中子の表面上の溝の作成 | |
| JP6497226B2 (ja) | 鋳造成形品、及び該鋳造成形品を製造する低圧鋳造装置 | |
| JP6068930B2 (ja) | ダイカスト用金型装置 | |
| JP2009119509A (ja) | ダイカスト金型及びダイカスト法 | |
| JP2009028758A (ja) | 金型および成型方法 | |
| CN214392237U (zh) | 一种装载机制动盘消失模一箱多件阶梯进水浇注系统 | |
| JP6767821B2 (ja) | 操作装置及び軸受部製造方法 | |
| JP5939834B2 (ja) | チルベント及び鋳造用金型 | |
| KR20130102818A (ko) | 런너형성부를 구비한 다이캐스팅금형장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20160620 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161117 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161117 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171013 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171024 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180206 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180227 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6300536 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |