JP6250435B2 - 両頭平面研削法 - Google Patents
両頭平面研削法 Download PDFInfo
- Publication number
- JP6250435B2 JP6250435B2 JP2014034825A JP2014034825A JP6250435B2 JP 6250435 B2 JP6250435 B2 JP 6250435B2 JP 2014034825 A JP2014034825 A JP 2014034825A JP 2014034825 A JP2014034825 A JP 2014034825A JP 6250435 B2 JP6250435 B2 JP 6250435B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- static pressure
- pressure pad
- pad
- carrier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 21
- 230000003068 static effect Effects 0.000 claims description 255
- 238000002347 injection Methods 0.000 claims description 58
- 239000007924 injection Substances 0.000 claims description 58
- 230000002706 hydrostatic effect Effects 0.000 claims description 26
- 230000000694 effects Effects 0.000 claims description 16
- 239000007788 liquid Substances 0.000 claims description 15
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 51
- 239000012530 fluid Substances 0.000 description 19
- 230000002093 peripheral effect Effects 0.000 description 12
- 238000012423 maintenance Methods 0.000 description 4
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 238000007726 management method Methods 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 239000010703 silicon Substances 0.000 description 3
- 238000001179 sorption measurement Methods 0.000 description 3
- 238000012790 confirmation Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 230000005856 abnormality Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images

















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02002—Preparing wafers
- H01L21/02005—Preparing bulk and homogeneous wafers
- H01L21/02008—Multistep processes
- H01L21/0201—Specific process step
- H01L21/02024—Mirror polishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/10—Single-purpose machines or devices
- B24B7/16—Single-purpose machines or devices for grinding end-faces, e.g. of gauges, rollers, nuts, piston rings
- B24B7/17—Single-purpose machines or devices for grinding end-faces, e.g. of gauges, rollers, nuts, piston rings for simultaneously grinding opposite and parallel end faces, e.g. double disc grinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/27—Work carriers
- B24B37/28—Work carriers for double side lapping of plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/005—Feeding or manipulating devices specially adapted to grinding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/08—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving liquid or pneumatic means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/20—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B7/22—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain
- B24B7/228—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding thin, brittle parts, e.g. semiconductors, wafers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Physics & Mathematics (AREA)
- Power Engineering (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Description
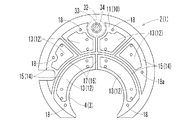
7 キャリア
5,6 研削砥石
8 搬入手段
9 搬出手段
18 噴射孔
19 ノッチ部
20 係合部
23 静圧水供給源
25 流体供給源
26 流量センサ
27 圧力センサ
W ワーク
Claims (5)
- 前進保持位置に配置された一対の静圧パッドのポケット部から該ポケット部を取り囲むランド部へと流れる静圧液体によりキャリア内の薄板状のワークを静圧支持して、前記キャリアにより前記ワークを回転させながら、一対の研削砥石により前記ワークの両面を研削する両頭平面研削法において、
研削前の前記ワークの搬入に際しては、搬入手段により吸着された前記ワークを前記キャリアに挿入して前記前進保持位置の前記一方の静圧パッドに当て、前記一方の静圧パッドと前記搬入手段とにより前記ワークを挟んだ状態で前記一方の静圧パッドの前記ランド部に配置された噴射孔から前記ワーク側に気体を噴射して、そのときのベルヌーイ効果により発生する負圧によって前記ワークを前記一方の静圧パッド側に非接触で吸引保持し、
研削後の前記ワークの搬出に際しては、前記ワークの研削終了後に前記前進保持位置の前記各静圧パッドへの静圧液体の供給を停止し、該両静圧パッドにより静圧液体を介して前記ワークを挟んだ状態で前記一方の静圧パッドの前記噴射孔から気体を噴射して、そのときのベルヌーイ効果により発生する負圧によって前記ワークを前記一方の静圧パッド側に非接触で吸引保持し、その状態で搬出手段により前記ワークを吸着して搬出する
ことを特徴とする両頭平面研削法。 - 前記一方の静圧パッド側での前記ワークの吸引保持と略同時又は吸引保持と相前後して前記搬入手段による真空吸着を解除する
ことを特徴とする請求項1に記載の両頭平面研削法。 - 他方の前記静圧パッドを前記前進保持位置に前進させて前記両静圧パッドにより前記ワークを両側から挟み、前記一方の静圧パッドからの気体の噴射を解除した後、前記両静圧パッドに静圧液体を供給して前記ワークを静圧支持する
ことを特徴とする請求項1又は2に記載の両頭平面研削方法。 - 前記一方の静圧パッドによる前記ワークの吸引保持と略同時又は吸引保持と相前後して前記他方の静圧パッドから静圧液体を供給し、前記他方の静圧パッドと前記ワークとの間の静圧液体の表面張力の影響をなくすと共に前記ワークを前記一方の静圧パッド側へと押圧する
ことを特徴とする請求項1〜3の何れかに記載の両頭平面研削法。 - 前記搬出手段による前記ワークの真空吸着と略同時又は真空吸着と相前後して前記一方の静圧パッドによる吸引保持を解除し、該一方の静圧パッドから静圧液体を供給して前記ワークを前記一方の静圧パッドから離す
ことを特徴とする請求項1〜4の何れかに記載の両頭平面研削法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014034825A JP6250435B2 (ja) | 2014-02-26 | 2014-02-26 | 両頭平面研削法 |
| CN201510083693.XA CN104858736B (zh) | 2014-02-26 | 2015-02-16 | 双头平面磨削方法 |
| KR1020150026513A KR102241071B1 (ko) | 2014-02-26 | 2015-02-25 | 양두 평면 연삭법 |
| TW104105971A TWI641449B (zh) | 2014-02-26 | 2015-02-25 | 兩頭平面磨削法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014034825A JP6250435B2 (ja) | 2014-02-26 | 2014-02-26 | 両頭平面研削法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015160250A JP2015160250A (ja) | 2015-09-07 |
| JP2015160250A5 JP2015160250A5 (ja) | 2016-08-18 |
| JP6250435B2 true JP6250435B2 (ja) | 2017-12-20 |
Family
ID=53905124
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014034825A Active JP6250435B2 (ja) | 2014-02-26 | 2014-02-26 | 両頭平面研削法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6250435B2 (ja) |
| KR (1) | KR102241071B1 (ja) |
| CN (1) | CN104858736B (ja) |
| TW (1) | TWI641449B (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5969720B1 (ja) | 2016-02-17 | 2016-08-17 | 日本精工株式会社 | 研削装置 |
| CN106271980B (zh) * | 2016-08-01 | 2018-10-26 | 湘潭大学 | 一种高静液压磨削设备及磨削方法 |
| JP6814009B2 (ja) * | 2016-10-04 | 2021-01-13 | 株式会社ディスコ | 搬送パッド及びウエーハの搬送方法 |
| CN109227667B (zh) * | 2018-08-30 | 2020-12-29 | 重庆水利电力职业技术学院 | 装饰板施工用切割打磨装置 |
| CN109352445B (zh) * | 2018-12-05 | 2019-11-12 | 江苏博克斯科技股份有限公司 | 一种用于电子产品内部板件的打磨装置及其工作方法 |
| CN110509134B (zh) * | 2019-09-12 | 2021-04-09 | 西安奕斯伟硅片技术有限公司 | 一种晶圆研磨装置 |
| CN114274041B (zh) * | 2021-12-24 | 2023-03-14 | 西安奕斯伟材料科技有限公司 | 双面研磨装置和双面研磨方法 |
| CN114770366B (zh) * | 2022-05-17 | 2023-11-17 | 西安奕斯伟材料科技股份有限公司 | 一种硅片双面研磨装置的静压板及硅片双面研磨装置 |
| CN114986381B (zh) * | 2022-06-16 | 2023-08-22 | 西安奕斯伟材料科技股份有限公司 | 双面研磨装置和双面研磨方法 |
| CN115256081A (zh) * | 2022-10-08 | 2022-11-01 | 徐州晨晓精密机械制造有限公司 | 一种五金件打磨装置 |
| CN115781477B (zh) * | 2022-12-29 | 2024-10-08 | 苏州市豪致达精密机械有限公司 | 一种用于金属连接件的精加工成型设备及其成型工艺 |
| CN116117682B (zh) * | 2023-03-31 | 2024-04-12 | 西安奕斯伟材料科技股份有限公司 | 静压垫、研磨设备及硅片 |
| CN116160356B (zh) * | 2023-04-18 | 2023-08-22 | 西安奕斯伟材料科技股份有限公司 | 静压支撑件、双面研磨装置和双面研磨方法 |
| CN117359488A (zh) * | 2023-10-17 | 2024-01-09 | 广东豪特曼机床股份有限公司 | 一种用于周边磨床的装夹行程控制装置及控制方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3571310B2 (ja) * | 2001-06-12 | 2004-09-29 | コマツ電子金属株式会社 | 半導体ウェーハ剥し装置および半導体ウェーハの製造方法 |
| DE102004005702A1 (de) * | 2004-02-05 | 2005-09-01 | Siltronic Ag | Halbleiterscheibe, Vorrichtung und Verfahren zur Herstellung der Halbleiterscheibe |
| JP4541824B2 (ja) * | 2004-10-14 | 2010-09-08 | リンテック株式会社 | 非接触型吸着保持装置 |
| JP4752475B2 (ja) * | 2005-12-08 | 2011-08-17 | 信越半導体株式会社 | 半導体ウェーハの両頭研削装置、静圧パッドおよびこれを用いた両頭研削方法 |
| JP3136316U (ja) * | 2007-07-03 | 2007-10-25 | 博 明石 | ディスク非接触脱着器 |
| JP4985451B2 (ja) * | 2008-02-14 | 2012-07-25 | 信越半導体株式会社 | ワークの両頭研削装置およびワークの両頭研削方法 |
| JP5463570B2 (ja) * | 2008-10-31 | 2014-04-09 | Sumco Techxiv株式会社 | ウェハ用両頭研削装置および両頭研削方法 |
| JP5437680B2 (ja) * | 2009-03-30 | 2014-03-12 | Sumco Techxiv株式会社 | 半導体ウェーハの両面研削装置及び両面研削方法 |
| JP5777549B2 (ja) * | 2012-03-23 | 2015-09-09 | 東京エレクトロン株式会社 | 剥離装置、剥離システム、剥離方法、プログラム及びコンピュータ記憶媒体 |
| JP5872947B2 (ja) * | 2012-04-05 | 2016-03-01 | 光洋機械工業株式会社 | 両頭平面研削におけるワーク搬入出方法及び両頭平面研削盤 |
| JP5820329B2 (ja) * | 2012-04-24 | 2015-11-24 | 光洋機械工業株式会社 | 両頭平面研削法及び両頭平面研削盤 |
-
2014
- 2014-02-26 JP JP2014034825A patent/JP6250435B2/ja active Active
-
2015
- 2015-02-16 CN CN201510083693.XA patent/CN104858736B/zh active Active
- 2015-02-25 TW TW104105971A patent/TWI641449B/zh active
- 2015-02-25 KR KR1020150026513A patent/KR102241071B1/ko active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| TWI641449B (zh) | 2018-11-21 |
| KR20150101421A (ko) | 2015-09-03 |
| KR102241071B1 (ko) | 2021-04-16 |
| CN104858736B (zh) | 2019-04-23 |
| TW201544246A (zh) | 2015-12-01 |
| CN104858736A (zh) | 2015-08-26 |
| JP2015160250A (ja) | 2015-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6250435B2 (ja) | 両頭平面研削法 | |
| TWI554461B (zh) | 玻璃板搬運裝置及其搬運方法 | |
| TWI574781B (zh) | 在兩頭平面硏磨的工件搬入出方法及兩頭平面硏磨盤 | |
| JP6335596B2 (ja) | 研削装置 | |
| KR102310075B1 (ko) | 척테이블과 연삭 장치 | |
| WO2006040858A1 (ja) | 非接触型吸着保持装置 | |
| TW201501189A (zh) | 基板處理裝置 | |
| TW201633440A (zh) | 搬運裝置 | |
| KR20150106833A (ko) | 웨이퍼 처리 장치 및 웨이퍼 처리 방법 | |
| JP5989501B2 (ja) | 搬送方法 | |
| TWI723212B (zh) | 搬送墊及晶圓的搬送方法 | |
| JP6083749B2 (ja) | ワーク剥離装置および剥離方法 | |
| JP6474233B2 (ja) | フレームユニット | |
| TW202312335A (zh) | 機械手 | |
| JP5930196B2 (ja) | 研削装置 | |
| JP2009166214A (ja) | 研削装置 | |
| JP2016127195A (ja) | ウエーハの研削方法 | |
| JP5007166B2 (ja) | 研削装置のチャックテーブル機構 | |
| JP6456708B2 (ja) | 研削装置 | |
| US9659794B2 (en) | Particle improvement for single wafer apparatus | |
| JP2017112255A (ja) | 搬送装置 | |
| KR20140133497A (ko) | 연마 패드 및 연마 장치 | |
| JP2015179742A (ja) | 洗浄装置 | |
| JP6566881B2 (ja) | 洗浄機構 | |
| JP5460344B2 (ja) | 研削装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160629 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160629 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170411 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170519 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170522 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170725 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171025 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20171102 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171122 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6250435 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |