JP6231656B2 - 補助窓シール付き研磨パッド - Google Patents
補助窓シール付き研磨パッド Download PDFInfo
- Publication number
- JP6231656B2 JP6231656B2 JP2016502148A JP2016502148A JP6231656B2 JP 6231656 B2 JP6231656 B2 JP 6231656B2 JP 2016502148 A JP2016502148 A JP 2016502148A JP 2016502148 A JP2016502148 A JP 2016502148A JP 6231656 B2 JP6231656 B2 JP 6231656B2
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- window
- adhesive
- opening
- area
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/205—Lapping pads for working plane surfaces provided with a window for inspecting the surface of the work being lapped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/22—Lapping pads for working plane surfaces characterised by a multi-layered structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/12—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving optical means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
Description
半導体基板平坦化またはトポグラフィ除去を実現する1つの方法に化学機械研磨(CMP)がある。従来の化学機械研磨(CMP)プロセスには、研磨スラリの存在下で基板を回転研磨パッドに押し付けることが含まれる。
一般に、研磨を停止すべきかどうかを決定するには、所望の表面平面性または層厚さに達したとき、または下層が露出したときを検知する必要がある。CMPプロセス時に現場で終点を検知するためのいくつかの技法が開発されている。たとえば、層の研磨時に基板上の層の均一性を現場で測定するための光学モニタシステムが使用されてきた。光学モニタシステムは、研磨時に基板に光線を向ける光源と、基板から反射された光を測定する検出器と、検出器からの信号を分析し、終点が検知されたかどうかを計算するコンピュータとを含むことができる。いくつかのCMPシステムでは、光線は、研磨パッドの窓を通して基板に向けられる。
諸実施態様は、以下の特徴のうちの1つまたは複数を含むことができる。第1の面は突起の上面とすることができ、第2の面は窓の下面とすることができる。第1の面は突起の下面とすることができ、第2の面は窓の上面とすることができる。液体前駆体を硬化させるステップは、紫外線(UV)光を照射するステップを含むことができる。窓を固定するステップは、上面および底面の少なくとも一方に感圧性接着剤を付けるステップと、上面を底面に押し付けるステップとを含むことができる。感圧性接着剤を付けるステップは、両面接着テープを付けるステップを含むことができる。開口を形成するステップは、研磨物を切り抜くステップまたは型成形するステップの少なくとも1つを含むことができる。開口を形成するステップは、開口の第1の区域を研磨層内に形成するステップと、開口の第2の区域をバッキング層内に形成するステップとを含むことができる。液体前駆体を硬化させることにより、窓に対する粘着力が第1の接着剤よりも大きい第2の接着剤を形成することができる。
諸実施態様では、以下の利点のうちの1つまたは複数を提供することができる。第1の接着剤に加えて使用される第2の接着剤が、窓と研磨パッドの間のより良好な粘着力を提供することができる。第2の接着剤は、第1の接着剤よりも劣化を遅くすることができ、また熱耐性を大きくすることでき、それによって窓の寿命が長くなる。第2の接着剤は、窓と研磨パッドの間の補助窓シールを形成し、感受性の高い光学測定機器が設置されている窓の下の領域の中に研磨液が漏れることを防止することができる。
本発明の1つまたは複数の実施形態の詳細を添付の図面および以下の記述で説明する。本発明の他の特徴、目的および利点は、これらの記述および図面から、ならびに特許請求の範囲から明らかになろう。
図1に示されるように、CMP装置10は、半導体基板14をプラテン16上の研磨パッド18に当てて保持するための研磨ヘッド12を含む。CMP装置は、参照により開示全体が本明細書に組み込まれる米国特許第5,738,574号に記載されているように構築することができる。
研磨パッド18の有効部は、基板に接触する研磨面24と、バッキング層110の上面112に接触する底面22とがある研磨層20を含むことができ、バッキング層110は、接着層28(たとえば接着テープ)によってプラテン16に固定される底面を有する。接着層113はまた、研磨層20の底面22とバッキング層110の上面112との間にも設けられる。研磨層20は、たとえば、研磨面24に少なくともいくつかの開放細孔がある発泡ポリウレタンを含むことができる。いくつかの実施形態では、バッキング層110は、研磨層20よりも柔らかい。たとえば、バッキング層110は、Suba−IV層(Rodel製、Phoenix Ariz.)などの相対的に圧縮性の層で形成することができる。接着層28は、たとえば、両方の面に接着剤、たとえば感圧性接着剤があるポリエチレンテレフタレート(PET)の薄い層、たとえば、Mylar(登録商標)である、両面接着テープとすることができる。
研磨パッド18は、開口45の中に配置された固体材料40からなる窓(図2Aに示す)を有し、この窓は、研磨パッド18を貫通して形成され、接着層130によって所定の場所に保持される。
通常、研磨パッド材料は、研磨粒子を含むことができる化学研磨液30で濡らす。たとえば、スラリは、KOH(水酸化カリウム)およびヒュームドシリカ粒子を含むことができる。しかし、いくつかの研磨プロセスは「無研磨剤」である。
研磨ヘッド12および基板14は、装置10の動作中、並進運動することができる。一般に、光源36および光検出器38は、そこから基板14が、ヘッド12の並進位置にかかわらず、プラテン16の回転の一部の間は見えるように配置される。別の例として、光学モニタシステムは、プラテン16の下に設置される固定システムとすることができる。
図2A〜2Cは、研磨パッド18のバッキング層110の突起61に接着されている窓40を示す。窓40が中に配置される開口45は、研磨パッドを切り抜くことによって形成することができ、あるいは開口45を研磨パッドの中に型成形することができる。開口45は、第1の区域47(図2Bに示す)と、断面寸法が第1の区域47より狭い第2の区域49とを含む。第1の区域47は研磨面24に隣接し、開口45の第2の区域49は第1の区域45に隣接する。第2の区域49は、研磨パッド18の底面64まで延びることができる。いくつかの実施形態では、開口の第1の区域47は、研磨層20を貫通する孔に相当し、第2の区域49は、バッキング層110を貫通する孔に相当する。この場合、開口の第1の区域47の深さは、研磨層20の厚さによって画定され、開口の第2の区域49の深さは、バッキング層110の厚さによって画定される。
窓40は、開口45の第1の区域47に配置される第1の部分71を有する。窓40の第1の部分71は、底面72を有する。窓40は、開口45の第2の区域49の中に延びる第2の部分73を有する。凹部75は、窓40の第2の部分73に形成される。図4Bでより明確に分かるように、凹部75は窓40の中心に置く必要がない。窓の上面41は、研磨面24と実質的に共平面である。
拡大された細部に図示されるように、第2の接着剤140は、第1の接着剤130の下面131を覆うことができ、また第1の接着剤130と窓40の第2の部分73の側壁75との間の空隙132を塞ぐこともできる。第2の接着剤は、窓40の第2の部分73と研磨パッド18の下方部分85との間に横方向に配置することができる。第2の接着剤140は、窓40が最初に第1の接着剤130で研磨パッド18に固定された後に形成することができる。適切な液体の前駆体の例には、Magnobondなどのエポキシベース接着剤、またはアクリルベース接着剤が含まれる。
第2の接着剤140は、第1の接着剤130よりも良好な粘着力を窓40と研磨パッド18の間に有することができる。第2の接着剤140は一般に、第1の接着剤130ほど早く劣化せず、また第1の接着剤130ほどには熱劣化の影響を受けない。第2の接着剤140は、窓40と研磨パッド18の間に補助窓シールを形成することができる。
窓40の上面は、研磨層20の研磨面24と同一平面を成すように図示されているが、いくつかの実施形態では、上面を研磨面24の下に窪ませることができる。
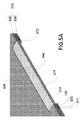
第1の接着剤130により、突起の第1の面511を窓540の第2の面573に接着して、窓540を突起510に固定する。第1の接着剤130とは異なる材料組成の第2の接着剤140(図5Cに詳細に示す)、窓の第2の部分572と研磨パッド518の下方部分530との間に横方向に配置された第2の接着剤140。第2の接着剤140は、研磨層の底面と直接接触することができる。第2の接着剤140で、第1の接着剤130と窓540の下方部分530との間の横方向空隙を塞ぐことができる。
図5A〜5Dに示された研磨パッドは、図3〜4Bのパッドと同様に製造することができるが、窓540は、パッド518の下側から開口540に挿入される。
Claims (23)
- 研磨面と、研磨物を貫通して形成された開口とを有する研磨物であって、前記開口が、前記研磨面に隣接する第1の区域、および前記第1の区域に隣接する第2の区域を含み、前記研磨物が、前記第1の区域が前記第2の区域と異なる横寸法を有するように前記開口の中に内向きに延びる突起を含み、前記突起が、前記研磨面と実質的に平行な第1の面を有し、前記研磨物が、前記研磨面から遠い第1の面の側に下方部分を含む、研磨物と、
前記開口の前記第1の区域に配置された第1の部分、および前記開口の前記第2の区域の中に延びる第2の部分を有する窓であって、前記研磨面と実質的に平行な第2の面を有する窓と、
前記突起の前記第1の面を前記窓の前記第2の面に接着して前記窓を前記突起に固定する第1の接着剤と、
前記第1の接着剤とは異なる材料組成の第2の接着剤であって、前記窓の前記第2の部分と前記研磨物の前記下方部分との間に横方向に配置される第2の接着剤と
を備える、化学機械研磨装置用の研磨パッド。 - 前記開口の前記第1の区域が前記開口の前記第2の区域よりも広く、前記突起が前記開口の前記第2の区域に横方向で隣接している、請求項1に記載の研磨パッド。
- 前記第1の面が前記突起の上面であり、前記第2の面が前記窓の下面である、請求項2に記載の研磨パッド。
- 前記開口の前記第1の区域が、前記開口の前記第2の区域よりも狭く、前記突起が前記開口の前記第1の区域に横方向で隣接している、請求項1に記載の研磨パッド。
- 前記第1の面が前記突起の下面であり、前記第2の面が前記窓の上面である、請求項4に記載の研磨パッド。
- 前記研磨物が、研磨面を有する研磨層と、前記下方部分になるバッキング層とを備える、請求項1に記載の研磨パッド。
- 前記バッキング層が、前記研磨層よりも柔らかい、請求項6に記載の研磨パッド。
- 前記第2の接着剤が、前記第1の接着剤よりも大きい粘着力を前記窓に対し有する、請求項1に記載の研磨パッド。
- 前記第1の接着剤が感圧性接着剤を含む、請求項1に記載の研磨パッド。
- 前記第1の接着剤が両面接着テープを含む、請求項9に記載の研磨パッド。
- 前記第2の接着剤がUV硬化性接着剤を含む、請求項9に記載の研磨パッド。
- 前記第2の接着剤が、前記第1の接着剤と前記窓の前記第2の区域との間に横方向に配置される、請求項1に記載の研磨パッド。
- 前記窓の前記第2の区域に形成された凹部を備える、請求項1に記載の研磨パッド。
- 前記窓の上面が、前記研磨面と実質的に共平面である、請求項1に記載の研磨パッド。
- 研磨パッド内に窓を形成する方法であって、
研磨物が開口の中に内向きに延びる突起を含むように、ならびに前記開口の第1の区域が前記開口の第2の区域と異なる横寸法を有するように、前記研磨物の中に前記開口を形成するステップであって、前記突起が、前記研磨物の研磨面と実質的に平行な第1の面を有し、前記研磨物が、前記研磨面から遠い前記第1の面の側に下方部分を含む、ステップと、
前記開口の中に窓を、前記研磨物の前記第1の面を前記窓の第2の面に接着する第1の接着剤を用いて固定するステップと、
前記窓と前記研磨物の前記下方部分との間の空隙に液体前駆体を投入するステップと、
前記液体前駆体を硬化させて、前記第1の接着剤と異なる組成の第2の接着剤を形成するステップと
を含む方法。 - 前記第1の面が前記突起の上面であり、前記第2の面が前記窓の下面である、請求項15に記載の方法。
- 前記第1の面が前記突起の下面であり、前記第2の面が前記窓の上面である、請求項15に記載の方法。
- 前記液体前駆体を硬化させるステップが紫外線(UV)光を照射するステップを含む、請求項15に記載の方法。
- 前記窓を固定するステップが、前記第1の面または前記第2の面の少なくとも一方に感圧性接着剤を付けるステップと、前記第1の面を前記第2の面に押し付けるステップとを含む、請求項18に記載の方法。
- 前記感圧性接着剤を付けるステップが、両面接着テープを付けるステップを含む、請求項19に記載の方法。
- 前記開口を形成するステップが、前記研磨物を切り抜くステップまたは型成形するステップの少なくとも1つを含む、請求項15に記載の方法。
- 前記開口を形成するステップが、前記開口の前記第1の区域を研磨層内に形成するステップと、前記開口の前記第2の区域をバッキング層内に形成するステップとを含む、請求項15に記載の方法。
- 前記液体前駆体を硬化させることにより、前記窓に対する粘着力が前記第1の接着剤よりも大きい前記第2の接着剤を形成する、請求項15に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/839,899 US8961266B2 (en) | 2013-03-15 | 2013-03-15 | Polishing pad with secondary window seal |
| US13/839,899 | 2013-03-15 | ||
| PCT/US2014/026455 WO2014151791A1 (en) | 2013-03-15 | 2014-03-13 | Polishing pad with secondary window seal |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017202430A Division JP6435391B2 (ja) | 2013-03-15 | 2017-10-19 | 補助窓シール付き研磨パッド |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016512926A JP2016512926A (ja) | 2016-05-09 |
| JP2016512926A5 JP2016512926A5 (ja) | 2017-04-27 |
| JP6231656B2 true JP6231656B2 (ja) | 2017-11-15 |
Family
ID=51529190
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016502148A Active JP6231656B2 (ja) | 2013-03-15 | 2014-03-13 | 補助窓シール付き研磨パッド |
| JP2017202430A Active JP6435391B2 (ja) | 2013-03-15 | 2017-10-19 | 補助窓シール付き研磨パッド |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017202430A Active JP6435391B2 (ja) | 2013-03-15 | 2017-10-19 | 補助窓シール付き研磨パッド |
Country Status (6)
| Country | Link |
|---|---|
| US (5) | US8961266B2 (ja) |
| JP (2) | JP6231656B2 (ja) |
| KR (1) | KR102137732B1 (ja) |
| CN (1) | CN105144349B (ja) |
| TW (3) | TWI587977B (ja) |
| WO (1) | WO2014151791A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8961266B2 (en) * | 2013-03-15 | 2015-02-24 | Applied Materials, Inc. | Polishing pad with secondary window seal |
| US9868185B2 (en) * | 2015-11-03 | 2018-01-16 | Cabot Microelectronics Corporation | Polishing pad with foundation layer and window attached thereto |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5893796A (en) * | 1995-03-28 | 1999-04-13 | Applied Materials, Inc. | Forming a transparent window in a polishing pad for a chemical mechanical polishing apparatus |
| US5738574A (en) | 1995-10-27 | 1998-04-14 | Applied Materials, Inc. | Continuous processing system for chemical mechanical polishing |
| US20040082271A1 (en) * | 1999-01-25 | 2004-04-29 | Wiswesser Andreas Norbert | Polishing pad with window |
| US6832950B2 (en) | 2002-10-28 | 2004-12-21 | Applied Materials, Inc. | Polishing pad with window |
| US6524164B1 (en) * | 1999-09-14 | 2003-02-25 | Applied Materials, Inc. | Polishing pad with transparent window having reduced window leakage for a chemical mechanical polishing apparatus |
| EP1224060B1 (en) * | 1999-09-29 | 2004-06-23 | Rodel Holdings, Inc. | Polishing pad |
| US8485862B2 (en) | 2000-05-19 | 2013-07-16 | Applied Materials, Inc. | Polishing pad for endpoint detection and related methods |
| JP2003133270A (ja) * | 2001-10-26 | 2003-05-09 | Jsr Corp | 化学機械研磨用窓材及び研磨パッド |
| US7175503B2 (en) | 2002-02-04 | 2007-02-13 | Kla-Tencor Technologies Corp. | Methods and systems for determining a characteristic of polishing within a zone on a specimen from combined output signals of an eddy current device |
| JP2004106174A (ja) | 2002-08-30 | 2004-04-08 | Toray Ind Inc | 研磨パッド、定盤ホールカバー及び研磨装置並びに研磨方法及び半導体デバイスの製造方法 |
| JP2004343090A (ja) * | 2003-04-22 | 2004-12-02 | Jsr Corp | 研磨パッドおよび半導体ウェハの研磨方法 |
| KR20040093402A (ko) * | 2003-04-22 | 2004-11-05 | 제이에스알 가부시끼가이샤 | 연마 패드 및 반도체 웨이퍼의 연마 방법 |
| KR100532440B1 (ko) * | 2003-06-05 | 2005-11-30 | 삼성전자주식회사 | 윈도로의 유체의 침투를 막는 실링 장벽부를 가지는 화학기계적 연마 장비에 사용되는 연마 패드 |
| JP2006190826A (ja) * | 2005-01-06 | 2006-07-20 | Toyo Tire & Rubber Co Ltd | 研磨パッド及び半導体デバイスの製造方法 |
| CN102554766B (zh) * | 2004-12-10 | 2014-11-05 | 东洋橡胶工业株式会社 | 研磨垫及研磨垫的制造方法 |
| US20060159811A1 (en) * | 2005-01-19 | 2006-07-20 | United Technologies Corporation | Convergent spray nozzle apparatus |
| JP2007260827A (ja) | 2006-03-28 | 2007-10-11 | Toyo Tire & Rubber Co Ltd | 研磨パッドの製造方法 |
| JP2007307639A (ja) | 2006-05-17 | 2007-11-29 | Toyo Tire & Rubber Co Ltd | 研磨パッド |
| US7942724B2 (en) | 2006-07-03 | 2011-05-17 | Applied Materials, Inc. | Polishing pad with window having multiple portions |
| WO2008047631A1 (en) * | 2006-10-18 | 2008-04-24 | Toyo Tire & Rubber Co., Ltd. | Method for producing long polishing pad |
| JP5274798B2 (ja) * | 2007-08-20 | 2013-08-28 | 東洋ゴム工業株式会社 | 研磨パッド及びその製造方法 |
| US8118641B2 (en) * | 2009-03-04 | 2012-02-21 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad having window with integral identification feature |
| WO2011008499A2 (en) | 2009-06-30 | 2011-01-20 | Applied Materials, Inc. | Leak proof pad for cmp endpoint detection |
| US8393940B2 (en) * | 2010-04-16 | 2013-03-12 | Applied Materials, Inc. | Molding windows in thin pads |
| US20110281510A1 (en) * | 2010-05-12 | 2011-11-17 | Applied Materials, Inc. | Pad Window Insert |
| JP5732354B2 (ja) * | 2011-09-01 | 2015-06-10 | 東洋ゴム工業株式会社 | 研磨パッド |
| US8961266B2 (en) * | 2013-03-15 | 2015-02-24 | Applied Materials, Inc. | Polishing pad with secondary window seal |
| JP6399956B2 (ja) | 2015-03-31 | 2018-10-03 | 東ソー株式会社 | ヘテロアセン誘導体、その製造方法、有機半導体層、及び有機薄膜トランジスタ |
| US9868185B2 (en) * | 2015-11-03 | 2018-01-16 | Cabot Microelectronics Corporation | Polishing pad with foundation layer and window attached thereto |
| US10213894B2 (en) * | 2016-02-26 | 2019-02-26 | Applied Materials, Inc. | Method of placing window in thin polishing pad |
| TWI650202B (zh) * | 2017-08-22 | 2019-02-11 | 智勝科技股份有限公司 | 研磨墊、研磨墊的製造方法及研磨方法 |
| CN109202693B (zh) * | 2017-10-16 | 2021-10-12 | Skc索密思株式会社 | 防泄漏抛光垫及其制造方法 |
-
2013
- 2013-03-15 US US13/839,899 patent/US8961266B2/en active Active
-
2014
- 2014-03-13 KR KR1020157029500A patent/KR102137732B1/ko active IP Right Grant
- 2014-03-13 CN CN201480015298.1A patent/CN105144349B/zh active Active
- 2014-03-13 WO PCT/US2014/026455 patent/WO2014151791A1/en active Application Filing
- 2014-03-13 JP JP2016502148A patent/JP6231656B2/ja active Active
- 2014-03-14 TW TW103109723A patent/TWI587977B/zh active
- 2014-03-14 TW TW105108500A patent/TWI615241B/zh active
- 2014-03-14 TW TW106138698A patent/TWI639487B/zh active
-
2015
- 2015-01-12 US US14/594,661 patent/US9731397B2/en active Active
-
2017
- 2017-08-14 US US15/676,882 patent/US10744618B2/en active Active
- 2017-10-19 JP JP2017202430A patent/JP6435391B2/ja active Active
-
2020
- 2020-08-06 US US16/987,206 patent/US11618124B2/en active Active
-
2023
- 2023-04-03 US US18/295,250 patent/US20230278158A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| TW201446412A (zh) | 2014-12-16 |
| KR20150132844A (ko) | 2015-11-26 |
| JP2018026588A (ja) | 2018-02-15 |
| JP6435391B2 (ja) | 2018-12-05 |
| US10744618B2 (en) | 2020-08-18 |
| TWI587977B (zh) | 2017-06-21 |
| US11618124B2 (en) | 2023-04-04 |
| US20180065227A1 (en) | 2018-03-08 |
| TW201805110A (zh) | 2018-02-16 |
| TWI639487B (zh) | 2018-11-01 |
| US20140273762A1 (en) | 2014-09-18 |
| US8961266B2 (en) | 2015-02-24 |
| TW201628784A (zh) | 2016-08-16 |
| JP2016512926A (ja) | 2016-05-09 |
| TWI615241B (zh) | 2018-02-21 |
| CN105144349B (zh) | 2017-06-16 |
| US20230278158A1 (en) | 2023-09-07 |
| WO2014151791A1 (en) | 2014-09-25 |
| CN105144349A (zh) | 2015-12-09 |
| US9731397B2 (en) | 2017-08-15 |
| KR102137732B1 (ko) | 2020-07-24 |
| US20200361054A1 (en) | 2020-11-19 |
| US20150126100A1 (en) | 2015-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5277163B2 (ja) | 複数の部分を有する窓をもつ研磨パッド | |
| US8562389B2 (en) | Thin polishing pad with window and molding process | |
| US7547243B2 (en) | Method of making and apparatus having polishing pad with window | |
| US8393940B2 (en) | Molding windows in thin pads | |
| US20230278158A1 (en) | Polishing Pad with Secondary Window Seal | |
| TWI748985B (zh) | 拋光墊及其製造方法 | |
| TWI663021B (zh) | 插入式墊窗 | |
| US6832950B2 (en) | Polishing pad with window | |
| JP2019508272A (ja) | 薄い研磨パッド内の窓 | |
| TW202417180A (zh) | 拋光墊及其製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170125 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170322 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20170322 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20170427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170515 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170814 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170919 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171019 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6231656 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |