JP6180260B2 - 樹脂製窓の回転2色射出成形装置 - Google Patents
樹脂製窓の回転2色射出成形装置 Download PDFInfo
- Publication number
- JP6180260B2 JP6180260B2 JP2013202240A JP2013202240A JP6180260B2 JP 6180260 B2 JP6180260 B2 JP 6180260B2 JP 2013202240 A JP2013202240 A JP 2013202240A JP 2013202240 A JP2013202240 A JP 2013202240A JP 6180260 B2 JP6180260 B2 JP 6180260B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- mold
- resin panel
- rotary
- drop
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000011347 resin Substances 0.000 title claims description 193
- 229920005989 resin Polymers 0.000 title claims description 193
- 238000001746 injection moulding Methods 0.000 title claims description 27
- 238000000465 moulding Methods 0.000 claims description 61
- 230000002265 prevention Effects 0.000 claims description 57
- 238000000034 method Methods 0.000 claims description 37
- 210000000078 claw Anatomy 0.000 claims description 31
- 230000002093 peripheral effect Effects 0.000 claims description 12
- 238000007906 compression Methods 0.000 claims description 9
- 230000006835 compression Effects 0.000 claims description 7
- 239000003086 colorant Substances 0.000 claims 1
- 238000002347 injection Methods 0.000 description 8
- 239000007924 injection Substances 0.000 description 8
- 238000007493 shaping process Methods 0.000 description 7
- 239000004417 polycarbonate Substances 0.000 description 6
- 238000002360 preparation method Methods 0.000 description 6
- 239000003795 chemical substances by application Substances 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 3
- 229920000515 polycarbonate Polymers 0.000 description 3
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- -1 polyethylene terephthalate Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
Images









Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
P 樹脂製窓
P1 樹脂パネル
P2 枠部
1 回転2色射出成形装置
5 回転型
5a キャビティ
5b,7d 摺接部
7 樹脂パネル成形用可動型
17 枠部成形用可動型
27 脱落防止装置(脱落防止手段)
29 脱落防止ブロック
31 駆動装置
33 連結ロッド
33a 第1係合爪
35 フック
35a 第2係合爪
39 コイルスプリング(付勢部材)
Claims (3)
- 上下方向に延びる回転軸線を挟んで互いに背中合わせに配置されて該回転軸線回りに一体に回転可能に構成された一対の回転型(5)と、
上記両回転型(5)の一方の回転型(5)に対して水平方向に接離可能に配置され、接近動作により型締めして該回転型(5)とで透光性の樹脂パネル(P1)を射出成形する樹脂パネル成形用可動型(7)と、
上記両回転型(5)の他方の回転型(5)に対して水平方向に接離可能に配置され、上記樹脂パネル(P1)が保持された一方の回転型(5)を反転させた状態で接近動作により型締めして該回転型(5)とで上記樹脂パネル(P1)裏面の周縁部に不透光性の環状枠部(P2)を射出成形して樹脂製窓(P)とする枠部成形用可動型(17)とを備え、
上記回転型(5)及び樹脂パネル成形用可動型(7)は、型開閉方向に互いに摺接する摺接部(5b,7d)をそれぞれ有し、
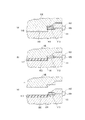
樹脂パネル(P1)成形時、上記樹脂パネル成形用可動型(7)の型締め位置が樹脂充填位置と、成形された樹脂パネル(P1)の内部応力を全体に亘って均一にするために該樹脂充填位置からキャビティ容積を型開閉方向に狭める樹脂圧縮位置とに上記摺接部(5b,7d)を互いに摺接させて移動する樹脂製窓の回転2色射出成形装置であって、
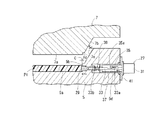
上記各回転型(5)には、樹脂パネル(P1)成形工程及び樹脂製窓(P)脱型工程では、型開閉方向と直交するキャビティ(5a)外方に後退して先端面がキャビティ(5a)側面と面一になる一方、上記樹脂パネル(P1)が保持された回転型(5)の反転工程では、型開閉方向と直交するキャビティ(5a)内方に進出して先端部が上記樹脂パネル(P1)の収縮により生ずる樹脂パネル(P1)端面とキャビティ(5a)側面との間の隙間(C)を埋め、該樹脂パネル(P1)端面を押圧して当該樹脂パネル(P1)の回転型(5)からの脱落を防止する脱落防止手段(27)が設けられていることを特徴とする樹脂製窓の回転2色射出成形装置。 - 請求項1に記載の樹脂製窓の回転2色射出成形装置において、
上記脱落防止手段(27)は、上記樹脂パネル(P1)の各辺に対応して複数設けられ、
上記脱落防止ブロック(29)の先端部は、枠部(P2)成形工程にも型開閉方向と直交するキャビティ(5a)内方に進出していることを特徴とする樹脂製窓の回転2色射出成形装置。 - 請求項1又は2に記載の樹脂製窓の回転2色射出成形装置において、
上記脱落防止手段(27)は、脱落防止ブロック(29)と、
該脱落防止ブロック(29)を型開閉方向と直交するキャビティ(5a)内方に進出付勢する付勢部材(39)と、
上記脱落防止ブロック(29)を進退させる駆動装置(31)と、
一端が上記脱落防止ブロック(29)に連結され、他端に第1係合爪(33a)を有する連結ロッド(33)と、
一端が上記駆動装置(31)に連結され、他端に上記連結ロッド(33)の第1係合爪(33a)に係脱可能に係合する第2係合爪(35a)を有するフック(35)とを備え、
樹脂パネル(P1)成形工程及び樹脂製窓(P)脱型工程では、上記駆動装置(31)の後退駆動により上記フック(35)を後退させて第2係合爪(35a)を上記連結ロッド(33)の第1係合爪(33a)に係合させ、フック(35)の後退動作を連結ロッド(33)に伝えて上記脱落防止ブロック(29)を上記付勢部材(39)の付勢力に抗して後退させる一方、上記樹脂パネル(P1)が保持された回転型(5)の反転工程では、上記駆動装置(31)の進出駆動により上記フック(35)を進出させて第2係合爪(35a)を上記連結ロッド(33)の第1係合爪(33a)から離脱させ、上記脱落防止ブロック(29)を上記付勢部材(39)の付勢力により進出させることを特徴とする樹脂製窓の回転2色射出成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013202240A JP6180260B2 (ja) | 2013-09-27 | 2013-09-27 | 樹脂製窓の回転2色射出成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013202240A JP6180260B2 (ja) | 2013-09-27 | 2013-09-27 | 樹脂製窓の回転2色射出成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015066773A JP2015066773A (ja) | 2015-04-13 |
| JP6180260B2 true JP6180260B2 (ja) | 2017-08-16 |
Family
ID=52834030
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013202240A Expired - Fee Related JP6180260B2 (ja) | 2013-09-27 | 2013-09-27 | 樹脂製窓の回転2色射出成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6180260B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102325042B1 (ko) * | 2015-05-12 | 2021-11-11 | 현대모비스 주식회사 | 차량 램프용 렌즈 성형장치 및 이를 이용한 차량 램프용 렌즈의 제조방법 |
| KR102354165B1 (ko) * | 2015-05-12 | 2022-01-21 | 현대모비스 주식회사 | 차량 램프용 렌즈 성형장치 및 이를 이용한 차량 램프용 렌즈의 제조방법 |
| CN110103397B (zh) * | 2019-05-10 | 2024-03-12 | 骏艺精密模具(苏州)有限公司 | 后模隧道行位前置的双色注塑模具 |
| CN113059746A (zh) * | 2021-03-22 | 2021-07-02 | 开平市百汇模具科技有限公司 | 一种脱模质量高的负压注塑成型装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6299095A (ja) * | 1985-10-25 | 1987-05-08 | 日立北海セミコンダクタ株式会社 | リ−ド処理装置 |
| JP2001210707A (ja) * | 2000-01-26 | 2001-08-03 | Komatsu Ltd | 半導体ウェハのエッジハンドリング装置 |
| JP3936371B2 (ja) * | 2005-05-24 | 2007-06-27 | 小島プレス工業株式会社 | インサート成形用金型 |
| US8277924B2 (en) * | 2006-09-12 | 2012-10-02 | Mitsubishi Engineering-Plastics Corporation | Panel-shaped molded product |
| JP5163020B2 (ja) * | 2006-09-12 | 2013-03-13 | 三菱エンジニアリングプラスチックス株式会社 | パネル状成形体 |
| JP5422307B2 (ja) * | 2009-08-31 | 2014-02-19 | ダイキョーニシカワ株式会社 | 樹脂製窓の2色射出成形方法 |
| JP5864275B2 (ja) * | 2012-01-10 | 2016-02-17 | ダイキョーニシカワ株式会社 | 車両用樹脂製窓パネルの射出成形型 |
| JP2014168936A (ja) * | 2013-03-05 | 2014-09-18 | Koito Mfg Co Ltd | 射出成形方法および金型ならびに二色成形品 |
-
2013
- 2013-09-27 JP JP2013202240A patent/JP6180260B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015066773A (ja) | 2015-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3338987B1 (en) | Molding tool and method for forming and back-injecting a bendable sheet | |
| JP6180260B2 (ja) | 樹脂製窓の回転2色射出成形装置 | |
| JP6587855B2 (ja) | 射出成形方法および金型 | |
| JP5422307B2 (ja) | 樹脂製窓の2色射出成形方法 | |
| JP2010149450A (ja) | 多色成形品の成形方法および多色成形用金型 | |
| JP3943696B2 (ja) | 積層成形品の製造方法 | |
| JP6183953B2 (ja) | 樹脂製窓の回転2色射出成形装置 | |
| JP6364301B2 (ja) | ピラーガーニッシュの製造方法 | |
| JP4771812B2 (ja) | 射出成形体の成形方法、並びに射出成形装置 | |
| JP5557106B2 (ja) | 金型内塗装用金型及び金型内塗装方法 | |
| JP5244426B2 (ja) | 表皮材インサート成形装置および成形方法 | |
| JP6615040B2 (ja) | シリンダ成形用金型及びそれを用いたシリンダ成形方法 | |
| JP5188542B2 (ja) | 射出成形機および射出成形方法 | |
| US8047827B2 (en) | Mold for in-mold coating formation | |
| JP5860773B2 (ja) | 樹脂成形体の成形型及び成形方法 | |
| JP2004223943A (ja) | 型内塗装用金型および型内塗装方法 | |
| JP3902220B1 (ja) | ヒケ防止成形金型装置 | |
| JP2020100134A (ja) | 車両用装飾部品及びその2色射出成形方法 | |
| KR101554489B1 (ko) | 자동차 내장재 성형용 사출 성형 금형 및 그 제조 방법 | |
| JP4221891B2 (ja) | 型内塗装用金型および型内塗装方法 | |
| JP5353076B2 (ja) | 成形方法および金型装置 | |
| JP3949404B2 (ja) | 複合成形用金型 | |
| JP4871092B2 (ja) | 射出成形用積み重ね金型 | |
| JP2001225354A (ja) | 射出成形方法 | |
| JP2007331249A (ja) | 射出成形金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160804 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170607 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170614 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170712 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170718 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6180260 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |