JP6179552B2 - 被膜集合導線の製造方法 - Google Patents
被膜集合導線の製造方法 Download PDFInfo
- Publication number
- JP6179552B2 JP6179552B2 JP2015100919A JP2015100919A JP6179552B2 JP 6179552 B2 JP6179552 B2 JP 6179552B2 JP 2015100919 A JP2015100919 A JP 2015100919A JP 2015100919 A JP2015100919 A JP 2015100919A JP 6179552 B2 JP6179552 B2 JP 6179552B2
- Authority
- JP
- Japan
- Prior art keywords
- conducting wire
- conductor
- assembly
- film assembly
- collective
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/06—Insulating conductors or cables
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/10—Applying solid insulation to windings, stators or rotors, e.g. applying insulating tapes
- H02K15/105—Applying solid insulation to windings, stators or rotors, e.g. applying insulating tapes to the windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines
- H02K15/0414—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines the windings consisting of separate elements, e.g. bars, segments or half coils
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/12—Impregnating, moulding insulation, heating or drying of windings, stators, rotors or machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/12—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors arranged in slots
- H02K3/14—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors arranged in slots with transposed conductors, e.g. twisted conductors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/02—Stranding-up
- H01B13/0292—After-treatment
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
- Insulated Conductors (AREA)
- Processes Specially Adapted For Manufacturing Cables (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Description
複数の導線を束ねることによって形成される導線束を捻り変形させることによって、右巻部と平行部と左巻部とを有する集合導線を形成する工程と、
前記集合導線を絶縁被膜で被覆することによって被膜集合導線を形成する工程と、
前記被膜集合導線に張力を付与しつつ、前記被膜集合導線をアニール処理温度で加熱保持するアニール処理工程と、
を含む。
前記アニール処理工程は、前記被膜集合導線をアニール処理温度まで昇温させる加熱工程を含み、
前記加熱工程では、前記被膜集合導線の前記通電部に電流を供給することによって、直接通電加熱を行うことを特徴としてもよい。
前記被膜集合導線を切断することによって、短尺化する工程をさらに含む
ことを特徴としてもよい。
図1〜図14を参照して実施の形態1にかかる被膜集合導線の製造方法について説明する。図1は、実施の形態1にかかる被膜集合導線の製造方法を示すフローチャートである。図2は、実施の形態1にかかる被膜集合導線の製造方法の複数の工程を示す模式図である。まず、製造装置140を用いて、導体線群198から集合導体202を連続的に製造する複数の工程について説明する。図1中、導体線群198は、導体線109が紙面の奥から手前の方向(ここではY方向)に並んだ状態を模式的に表している。
ここで、部分被膜集合導線206は外側被膜集合導線204(図4〜6参照)と比較して短尺であるため、その取り回しが容易になる。これによって、部分被膜集合導線206毎に加熱処理を行うことができるため、アニール炉40等の加熱装置等を小型化できる。また、部分被膜集合導線206に対して個別に張力を付与するため、付与する張力を小さくすることができる。そのため、張力を付与する装置、例えば、クランプユニット20を小型化できる。
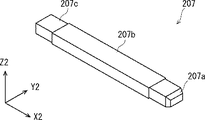
図13に示すように、集合導線207は、一端部207aと他端部207cとを有する。図13及び図14は、実施の形態1にかかる被膜集合導線の製造方法を用いて製造される集合導線の一例を示す模式図である。一端部207aは、側面207eを有し、他端部207cは、側面207fを有する。なお、図13及び図14では、分かり易くするために、集合導線207は1本の導線として図示されている。
図14に示すように、側面207eと側面207fとが交差して成す捻れ角度βは、角度α(図23参照)よりも小さく、被膜集合導線として良好な値の範囲内に収まる。すなわち、集合導線207の捻じれ角度は小さいため、外部被膜形成工程S7において生じ得た集合導線207の捻れ変形は矯正されたと考えられる。
具体的には、集合導線をエアーブローを用いて冷却した後で、プレス成形を用いて、例えば、略「コ」の字状、略「C」の字状、又は、略「U」の字状に曲げられたショートコイル線(図示略)を成形する。ステータ本体のスロットに挿入した後で、拡張する。ショートコイル線の端部同士を溶接し、コイルを形成する。形成したコイルをステータ(図示略)等に配置する等して、モータ(図示略)を形成することができる。例えば、集合導線207の捻り変形が小さいので、集合導線207は、良好な組み付け精度で、ステータ本体等に組み付けられる。したがって、集合導線を良好な精度で組み付けられたモータを製造することができる。このようなモータは、例えば、ハイブリッド自動車等の車両やロボットに搭載されることによって、利用される。
図15〜図17を参照して、実施の形態2にかかる被膜集合導線の製造方法について説明する。図15は、実施の形態2にかかる被膜集合導線の製造方法の一工程を示すフローチャートである。図16は、実施の形態2にかかる被膜集合導線の製造方法の一工程で用いたクランプユニットの正面図である。図17は、実施の形態2にかかる被膜集合導線の製造方法の一工程を示す模式図である。実施の形態2にかかる被膜集合導線の製造方法は、アニール処理工程S13の代わりにアニール処理工程S213を実施することを除いて、実施の形態1にかかる被膜集合導線の製造方法と同じ工程を有する。
クランプユニット30は、DH(Direct resistance Heating:直接通電加熱)電源28及び導線29を含むところを除いて、クランプユニット20と同じ構成を有する。クランプユニット30はDH電源28を含み、DH電源28はクランプ支持部22、26及び導線29を介してクランプ23、27とそれぞれ脱着可能に接続されている。導線29は、部分被膜集合導線206の一端部及び他端部と電気的に接続されている。DH電源28は導線29を介して、電流を部分被膜集合導線206に供給する。クランプ工程S131と同様に、部分被膜集合導線206の両端部をクランプユニット30のクランプ23、27にそれぞれクランプさせることで、部分被膜集合導線206に張力を付与する。
ところで、上記した炉加熱保持工程S132でのアニール炉40(図12参照)による加熱のように、部分被膜集合導線206の外部から加熱を行う場合、絶縁被膜206aが断熱材として作用するため、集合導線206bと絶縁被膜206aとの接触部に熱が伝わりにくい。
したがって、直接通電加熱工程S2132での直接通電加熱による加熱は、炉加熱保持工程S132でのアニール炉40(図12参照)による加熱と比較して、短時間で多大な熱を被加熱物に発生させる傾向にある。したがって、部分被膜集合導線206を、短時間でアニール処理温度に達するように昇温させることができる。
なお、直接通電加熱工程S2132は、アニール炉40の炉室内又は炉室外で行ってもよい。
具体的には、DH電源28及び導線29をクランプ支持部22、26から取り外す。その後、炉加熱保持工程S132と同様に、部分被膜集合導線206をクランプしたクランプユニット30を、アニール炉40の内側に配置されたコンベア10に載せる。アニール炉40によって、部分被膜集合導線206がアニール処理温度を維持しつつ、コンベア10が、回転ロール11、12を同じ方向に回転させて、ベルト13を移動させる。これによって、複数のクランプユニット20をアニール炉40を通過させて、複数の部分被膜集合導線206に連続的にアニール処理を施すことができる。
なお、必要に応じて、DH電源28及び導線29をクランプ支持部22、26に着けたまま、部分被膜集合導線206をクランプしたクランプユニット30を、アニール炉40の内側に配置されたコンベア10に載せてもよい。
次に、図18を用いて、実施の形態1にかかる被膜集合導線の製造方法を用いて製造した実施例について説明する。図18は、測定位置に対する捻れ角度を示すグラフである。
次に、図19を用いて、実験例について説明する。図19は、加熱時間に対する温度を示すグラフである。
ここで、部分被膜集合導線206を、真っ直ぐに延ばすように張力をかける。部分被膜集合導線206の他端部は、部分被膜集合導線206の一端部に対して、捻れないようにするとよい。言い換えると、捻れ角度、つまり、部分被膜集合導線206の他端部の部分被膜集合導線206の一端部に対する角度が実質的に0(ゼロ)°であると好ましい。
炉室51を加熱保持することで、アニール処理を行うことができる。また、このような集合導線の製造方法によれば、切断工程S10〜剥離工程S12を省略しても、アニール処理を行うことができる。
なお、少なくとも一方のロール支持部53を移動させる機構を設けて、ロール54の回転を停止した状態でロール支持部53同士の距離を変化させることによって、部分被膜集合導線206に張力を付与してもよい。
40 アニール炉 50 アニール処理装置
199 素線群 200 集合導線束
201 集合導体
201a 平行部 201b 左巻部
201c 右巻部
205 短尺集合導線
206 部分被膜集合導線
206a 絶縁被膜 206b 集合導線
207 集合導線
207a 一端部 207c 他端部
207e 側面 207f 側面
S3 束形成工程 S4 捻り工程
S7 外部被膜形成工程
S13、S213、S313 アニール処理工程
S131、S2131 クランプ工程
S2132 直接通電加熱工程
S132、S2133 炉加熱保持工程
Claims (4)
- 複数の導線を束ねることによって形成される導線束を捻り変形させることによって、右巻部と平行部と左巻部とを有する集合導線を形成する工程と、
前記集合導線を絶縁被膜で被覆することによって被膜集合導線を形成する工程と、
前記被膜集合導線に張力を付与しつつ、前記被膜集合導線をアニール処理温度で加熱保持するアニール処理工程と、
を含む被膜集合導線の製造方法。 - 前記被膜集合導線は、前記集合導線を露出させた通電部を両端に有し、
前記アニール処理工程は、前記被膜集合導線をアニール処理温度まで昇温させる加熱工程を含み、
前記加熱工程では、前記被膜集合導線の前記通電部に電流を供給することによって、直接通電加熱を行う
ことを特徴とする請求項1に記載の被膜集合導線の製造方法。 - 前記アニール処理工程では、前記被膜集合導線の形成工程において発生した捻れ戻り変形による捻れの角度が実質的にゼロとなるように前記被膜集合導線の両端部が固定された状態で、前記被膜集合導線に張力を付与する
ことを特徴とする請求項1又は2に記載の被膜集合導線の製造方法。 - 前記アニール処理工程の前において、
前記被膜集合導線を切断することによって、短尺化させる工程をさらに含む
ことを特徴とする請求項1〜3のいずれか1項に記載の被膜集合導線の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015100919A JP6179552B2 (ja) | 2015-05-18 | 2015-05-18 | 被膜集合導線の製造方法 |
| CN201610320483.2A CN106169846B (zh) | 2015-05-18 | 2016-05-16 | 覆膜集合导线的制造方法 |
| US15/155,484 US10163551B2 (en) | 2015-05-18 | 2016-05-16 | Methods of manufacturing a coated conducting wire assembly |
| EP16169960.8A EP3096440B1 (en) | 2015-05-18 | 2016-05-17 | Manufacturing method of coated conducting wire assembly |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015100919A JP6179552B2 (ja) | 2015-05-18 | 2015-05-18 | 被膜集合導線の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016219176A JP2016219176A (ja) | 2016-12-22 |
| JP6179552B2 true JP6179552B2 (ja) | 2017-08-16 |
Family
ID=56014867
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015100919A Expired - Fee Related JP6179552B2 (ja) | 2015-05-18 | 2015-05-18 | 被膜集合導線の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10163551B2 (ja) |
| EP (1) | EP3096440B1 (ja) |
| JP (1) | JP6179552B2 (ja) |
| CN (1) | CN106169846B (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109923621B (zh) * | 2016-11-08 | 2021-02-09 | 株式会社自动网络技术研究所 | 电线导体、被覆电线、线束 |
| US10354777B2 (en) * | 2017-09-21 | 2019-07-16 | Schlumberger Technology Corporation | Electrical conductors and processes for making and using same |
| DE102017125887A1 (de) * | 2017-11-06 | 2019-05-09 | Thyssenkrupp Ag | Verfahren und Vorrichtung zum Herstellen von Litzen, Litze und elektrische Maschine |
| KR20190083725A (ko) * | 2018-01-05 | 2019-07-15 | 현대자동차주식회사 | 에너지 효율을 증가시키기 위한 차량용 헤어핀 권선 모터 및 제조 방법 |
| DE102018208407A1 (de) * | 2018-05-28 | 2019-11-28 | Thyssenkrupp Ag | Verfahren zur Herstellung von Formlitze, Verfahren zur Herstellung eines Elektromotors, sowie Verwendung von Formlitze |
| DE102018211867A1 (de) | 2018-07-17 | 2020-01-23 | Thyssenkrupp Ag | Verfahren zur Wärmebehandlung einer Formlitze, sowie Verfahren zur Herstellung eines Elektromotors bzw. Kraftfahrzeuges |
| DE102020133307A1 (de) | 2020-12-14 | 2022-06-15 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Statoranordnung und Verfahren zu seiner Herstellung |
| US12573903B2 (en) | 2022-09-19 | 2026-03-10 | Caterpillar Inc. | Switched reluctance motor manufacture with variable wire twist rate |
| WO2025113729A1 (de) * | 2023-11-29 | 2025-06-05 | Schaeffler Technologies AG & Co. KG | Statorwicklungsdraht sowie hochvolt-terminal statorwicklungsdraht |
| CN119694675B (zh) * | 2025-01-08 | 2025-10-17 | 合隆新材料科技(江苏)有限公司 | 一种铜覆钢接地绞线生产用加热装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60137536A (ja) * | 1983-12-26 | 1985-07-22 | Sumitomo Electric Ind Ltd | 異形素線の撚線方法および装置 |
| JPH0689622A (ja) * | 1992-09-09 | 1994-03-29 | Furukawa Electric Co Ltd:The | 配線用撚り線の製造法 |
| JPH08223840A (ja) * | 1995-02-17 | 1996-08-30 | Toyota Motor Corp | コイル用巻線材およびその製造方法 |
| DE10100649A1 (de) * | 2001-01-09 | 2002-07-11 | Nexans France S A | Verfahren zur Herstellung eines vieldrähtigen Leiters |
| JP5306994B2 (ja) * | 2007-03-30 | 2013-10-02 | 古河電気工業株式会社 | 絶縁電線の製造方法及びその製造装置 |
| JP5309595B2 (ja) * | 2008-02-19 | 2013-10-09 | 住友電気工業株式会社 | 導線をコイルとして用いてなるモータ、リアクトル、前記導線の製造方法 |
| JP5954243B2 (ja) * | 2013-04-19 | 2016-07-20 | トヨタ自動車株式会社 | 集合導体の製造方法 |
| JP2015050083A (ja) * | 2013-09-03 | 2015-03-16 | トヨタ自動車株式会社 | 集合導線のより合わせ構造 |
| JP2015080281A (ja) * | 2013-10-15 | 2015-04-23 | トヨタ自動車株式会社 | 集合導線及びモータ |
| JP2016024974A (ja) * | 2014-07-22 | 2016-02-08 | トヨタ自動車株式会社 | 集合導線及びその製造方法 |
-
2015
- 2015-05-18 JP JP2015100919A patent/JP6179552B2/ja not_active Expired - Fee Related
-
2016
- 2016-05-16 CN CN201610320483.2A patent/CN106169846B/zh not_active Expired - Fee Related
- 2016-05-16 US US15/155,484 patent/US10163551B2/en active Active
- 2016-05-17 EP EP16169960.8A patent/EP3096440B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN106169846A (zh) | 2016-11-30 |
| US10163551B2 (en) | 2018-12-25 |
| EP3096440B1 (en) | 2019-12-11 |
| CN106169846B (zh) | 2019-01-04 |
| JP2016219176A (ja) | 2016-12-22 |
| EP3096440A1 (en) | 2016-11-23 |
| US20160343475A1 (en) | 2016-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6179552B2 (ja) | 被膜集合導線の製造方法 | |
| US20080314473A1 (en) | Electric wire delivery apparatus and electric wire sizing-cutting apparatus including the same | |
| US10128728B2 (en) | Manufacturing method for segment coil | |
| US11349378B2 (en) | Coil segment cutting method and coil segment cutting apparatus | |
| US8350441B2 (en) | Motor including wires with insulating tubes and method of manufacturing motor | |
| CN107438887B (zh) | 超导线和用于制造超导线的方法 | |
| JP6112714B2 (ja) | コイル製造装置 | |
| CN109382465B (zh) | 电线矫直装置 | |
| CN101983471A (zh) | 马达用绕组制造装置 | |
| JP2017508237A5 (ja) | ||
| JP4836056B2 (ja) | コイル部品の製造方法及びコイル部品の製造装置 | |
| EP3021467A1 (en) | Method and station for the construction of a stator winding with rigid bars for a rotary electrical machine | |
| JP6035378B1 (ja) | リッツ線コイル | |
| JP2016024974A (ja) | 集合導線及びその製造方法 | |
| CN104575862B (zh) | 使绝缘导体成形和退火的方法 | |
| CN106233591A (zh) | 用于制造电机的绕组支架的绕组的方法和装置、绕组支架和电机 | |
| CN114616734B (zh) | 方线包覆树脂层的剥离装置及方线包覆树脂层的剥离方法 | |
| TW202033051A (zh) | 碳奈米管元件的製造方法、碳奈米管元件以及碳奈米管加熱器 | |
| WO2015056077A2 (en) | Manufacturing method for collective conducting wire and motor | |
| CN105206353B (zh) | 扁平电缆的制造方法以及扁平电缆 | |
| JPWO2019207989A1 (ja) | 絶縁被膜剥離装置および絶縁被膜剥離方法 | |
| JP2008210532A (ja) | 電磁誘導加熱用コイル、定着装置、及び電磁誘導加熱用コイルの製造方法 | |
| CN103545035B (zh) | 电线 | |
| JP6558538B2 (ja) | ワイヤーの接続方法 | |
| JP2024077169A (ja) | レベラー及びコイル繰り出し装置、コイル状金属材の矯正方法、金属打ち抜き材の製造方法並びに絶縁回路基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160923 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170607 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170620 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170703 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6179552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |