JP6163059B2 - シール装置及びシール装置の製造方法、流体機械 - Google Patents
シール装置及びシール装置の製造方法、流体機械 Download PDFInfo
- Publication number
- JP6163059B2 JP6163059B2 JP2013188846A JP2013188846A JP6163059B2 JP 6163059 B2 JP6163059 B2 JP 6163059B2 JP 2013188846 A JP2013188846 A JP 2013188846A JP 2013188846 A JP2013188846 A JP 2013188846A JP 6163059 B2 JP6163059 B2 JP 6163059B2
- Authority
- JP
- Japan
- Prior art keywords
- sealing device
- solid lubricant
- abradable layer
- turbine
- gap
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Sealing Using Fluids, Sealing Without Contact, And Removal Of Oil (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Description
か一方にシールフィンを備えて、前記隙間からの流体の漏出を封止するシール装置におい
て、前記シールフィンに対峙する前記回転部または前記静止部の基材にアブレイダブル層
が設けられ、このアブレイダブル層は、未溶融母材の内部に固体潤滑剤を内包させて構成
され、前記固体潤滑剤の割合を調整して、アブレイダブル層中の固体潤滑剤の分散率を調整したものである。
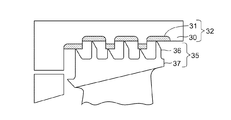
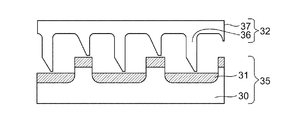
図1は第1の実施形態のシール装置を示す図である。シール装置は、図示しないシールフィンに対峙する回転部と静止部のうち、いずれか一方の基材30にアブレイダブル層31が設けられている。アブレイダブル層31は、未溶融母材34の内部に固体潤滑剤33を内包させる構成である。未溶融母材34は、固体潤滑剤33よりも強度の高い金属材料であればよく、例えば、リン青銅などの銅系合金、アルミやCuAlなどのアルミ系合金、ホワイトメタルなどのすず系合金などの軟質な金属であってもよいし、(ニッケル基合金、コバルト基合金、高クロム系合金)などの硬質な金属であってもよい。
31 アブレイダブル層
32 静止部
33 固体潤滑剤
34 未溶融母材
35 回転部
36 シールフィン
37 シュラウド
Claims (6)
- 隙間を設けて配置された回転部と静止部のうち、いずれか一方にシールフィンを備えて、前記隙間からの流体の漏出を封止するシール装置において、
前記シールフィンに対峙する前記回転部または前記静止部の基材にアブレイダブル層が設けられ、
このアブレイダブル層は、未溶融母材の内部に固体潤滑剤を内包させて構成され、前記固体潤滑剤の割合を調整して、アブレイダブル層中の固体潤滑剤の分散率を調整したシール装置。 - 前記未溶融母材は、固体潤滑剤よりも強度の高い金属材料である請求項1に記載のシール装置。
- 前記未溶融母材は、銅系合金、アルミ系合金、すず系合金のいずれかである請求項1に記載のシール装置。
- 前記アブレイダブル層は、コールドスプレー法を用いて形成させた請求項1乃至3のいずれか1項に記載のシール装置。
- 隙間を設けて配置された回転部と静止部のうち、いずれか一方にシールフィンを備えて、前記隙間からの流体の漏出を封止するシール装置の製造方法において、
前記シールフィンに対峙する前記回転部または前記静止部の基材にコールドスプレー法を用いてアブレイダブル層を設けることにより、未溶融母材の内部に固体潤滑剤を内包させ、
前記固体潤滑剤の割合を調整して、アブレイダブル層中の固体潤滑剤の分散率を調整するシール装置の製造方法。 - タービンロータに複数枚のタービン動翼が周方向に設けられて構成された回転部と、前記タービン動翼へ作動流体を案内するタービンノズルがダイアフラム内輪及びダイアフラム外輪に支持されて構成された静止部と、を有する流体機械おいて、
請求項1乃至4のいずれか1項に記載のシール装置を備えた流体機械。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013188846A JP6163059B2 (ja) | 2013-09-11 | 2013-09-11 | シール装置及びシール装置の製造方法、流体機械 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013188846A JP6163059B2 (ja) | 2013-09-11 | 2013-09-11 | シール装置及びシール装置の製造方法、流体機械 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015055186A JP2015055186A (ja) | 2015-03-23 |
| JP6163059B2 true JP6163059B2 (ja) | 2017-07-12 |
Family
ID=52819766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013188846A Active JP6163059B2 (ja) | 2013-09-11 | 2013-09-11 | シール装置及びシール装置の製造方法、流体機械 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6163059B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016217132A (ja) * | 2015-05-14 | 2016-12-22 | 株式会社東芝 | 蒸気タービン |
| EP3312388B1 (de) | 2016-10-24 | 2019-06-05 | MTU Aero Engines GmbH | Rotorteil, zugehörigeverdichter, turbine und herstellungsverfahren |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0774464B2 (ja) * | 1986-04-30 | 1995-08-09 | マツダ株式会社 | 摺接部材 |
| JP3339874B2 (ja) * | 1992-03-12 | 2002-10-28 | マツダ株式会社 | 耐摩耗性に優れたエンジン用軽合金製シリンダ及び複合金属メッキ装置 |
| US5951892A (en) * | 1996-12-10 | 1999-09-14 | Chromalloy Gas Turbine Corporation | Method of making an abradable seal by laser cutting |
| JP2000192173A (ja) * | 1998-12-23 | 2000-07-11 | United Technol Corp <Utc> | 摩耗性材料および摩耗性被覆を有する金属製部品 |
| FR2840839B1 (fr) * | 2002-06-14 | 2005-01-14 | Snecma Moteurs | Materiau metallique susceptible d'etre use par abrasion; pieces, carter; procede d'elaboration dudit materiau |
| JP4718991B2 (ja) * | 2005-12-22 | 2011-07-06 | 株式会社東芝 | シール装置 |
| US8192792B2 (en) * | 2006-10-27 | 2012-06-05 | United Technologies Corporation | Cold sprayed porous metal seals |
| JP5597174B2 (ja) * | 2011-09-20 | 2014-10-01 | 株式会社日立製作所 | アブレイダブルコーティングを有する部材およびガスタービン |
| JP2013122227A (ja) * | 2011-12-12 | 2013-06-20 | Toshiba Corp | シール装置及び蒸気タービン |
-
2013
- 2013-09-11 JP JP2013188846A patent/JP6163059B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015055186A (ja) | 2015-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4718991B2 (ja) | シール装置 | |
| JP5600542B2 (ja) | 回転機械の軸封装置 | |
| JP6640484B2 (ja) | 軸流ターボ機械コンプレッサケーシングのアブレイダブル組成物及びシール | |
| US10316679B2 (en) | Seal structure and rotating machine | |
| US20090160135A1 (en) | Labyrinth seal with reduced leakage flow by grooves and teeth synergistic action | |
| JP2001123803A (ja) | シール装置並びに同装置を備えた蒸気タービン及び発電プラント | |
| JP2008223660A (ja) | 軸シール装置およびターボ機械 | |
| US9828872B2 (en) | Cooling structure for turbomachine | |
| JP2013151936A (ja) | 後付け可能な、段間の傾斜シール | |
| US20100166544A1 (en) | Turbomachinery | |
| JP2015108301A (ja) | シール構造、及び回転機械 | |
| JP2002013647A (ja) | 軸シール機構及びガスタービン | |
| EP2596215B1 (en) | A seal assembly for controlling fluid flow | |
| CN102953771A (zh) | 一种具有低泄漏和高阻尼性能的迷宫阻尼密封装置 | |
| JP2005171999A (ja) | ターボ機械に不均一なシールクリアランスを与える溶射皮膜の使用 | |
| US6821086B1 (en) | Turbomachine seal assembly and method therefor | |
| JP6163059B2 (ja) | シール装置及びシール装置の製造方法、流体機械 | |
| JP2011137491A (ja) | ティルティングパッドジャーナル軸受装置 | |
| JP5930413B2 (ja) | 低撓のバイメタル製ロータ用封止材 | |
| JP5568365B2 (ja) | 流体機械 | |
| US20150354406A1 (en) | Blade outer air seal and method of manufacture | |
| JP2017155625A (ja) | シール構造及びターボ機械 | |
| JP2014152696A (ja) | ラビリンスシール装置、およびそれを用いたターボ機械 | |
| JP2013122227A (ja) | シール装置及び蒸気タービン | |
| JP2011247307A (ja) | ラビリンスシール装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20150216 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20150218 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160209 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161028 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161219 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20170220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170519 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170616 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6163059 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |