JP6125766B2 - 電池とその緩衝部材の製造方法および製造装置 - Google Patents
電池とその緩衝部材の製造方法および製造装置 Download PDFInfo
- Publication number
- JP6125766B2 JP6125766B2 JP2012139548A JP2012139548A JP6125766B2 JP 6125766 B2 JP6125766 B2 JP 6125766B2 JP 2012139548 A JP2012139548 A JP 2012139548A JP 2012139548 A JP2012139548 A JP 2012139548A JP 6125766 B2 JP6125766 B2 JP 6125766B2
- Authority
- JP
- Japan
- Prior art keywords
- current collector
- electrode current
- buffer member
- positive electrode
- negative electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 39
- 239000006262 metallic foam Substances 0.000 claims description 30
- 238000005096 rolling process Methods 0.000 claims description 21
- 238000000034 method Methods 0.000 claims description 13
- 239000000463 material Substances 0.000 claims description 11
- 230000002093 peripheral effect Effects 0.000 claims description 11
- 239000004033 plastic Substances 0.000 claims description 8
- 229910052751 metal Inorganic materials 0.000 description 74
- 239000002184 metal Substances 0.000 description 74
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 47
- 229910052759 nickel Inorganic materials 0.000 description 19
- 239000006260 foam Substances 0.000 description 16
- 239000011347 resin Substances 0.000 description 13
- 229920005989 resin Polymers 0.000 description 13
- 230000004048 modification Effects 0.000 description 8
- 238000012986 modification Methods 0.000 description 8
- 238000003466 welding Methods 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 5
- 239000006096 absorbing agent Substances 0.000 description 5
- 230000035939 shock Effects 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 239000011800 void material Substances 0.000 description 5
- 230000008602 contraction Effects 0.000 description 4
- 238000007599 discharging Methods 0.000 description 4
- 238000010248 power generation Methods 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- -1 Nickel metal hydride Chemical class 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000008151 electrolyte solution Substances 0.000 description 3
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 229910001416 lithium ion Inorganic materials 0.000 description 2
- 229910052987 metal hydride Inorganic materials 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000003139 buffering effect Effects 0.000 description 1
- 230000037430 deletion Effects 0.000 description 1
- 238000012217 deletion Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000003792 electrolyte Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000007773 negative electrode material Substances 0.000 description 1
- 229910000652 nickel hydride Inorganic materials 0.000 description 1
- BFDHFSHZJLFAMC-UHFFFAOYSA-L nickel(ii) hydroxide Chemical compound [OH-].[OH-].[Ni+2] BFDHFSHZJLFAMC-UHFFFAOYSA-L 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000007774 positive electrode material Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images








Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Cell Electrode Carriers And Collectors (AREA)
- Secondary Cells (AREA)
- Connection Of Batteries Or Terminals (AREA)
Description
前記緩衝部材は、前記電極体と接する平滑面を具備する第一層と、塑性変形可能な第二層とを有する1枚の多孔金属シートからなることを特徴とする。
1枚の金属フォームを2つのロールにより、前記金属フォームの一方のロールに接する面をしごきつつ圧延する工程を含み、平滑面を具備する第一層と、塑性変形可能な第二層とを有する緩衝部材を成形する工程を備えることを特徴とする。
1枚の金属フォームを2つのロールにより、前記金属フォームの一方のロールに接する面をしごきつつ圧延する手段を含み、平滑面を具備する第一層と、塑性変形可能な第二層とを有する前記緩衝部材を成形する手段を備えることを特徴とする。
(1)電池の構造
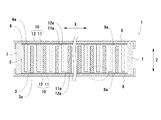
図1に示すように、本実施形態の電池1は、正極3と負極4とセパレータ5とからなる電極体2と、アルカリ系の電解液と共に電極体2を収納する角形セル6とを備える。角形セル6は、絶縁性の矩形の枠形部材7と、枠形部材7の開口を覆うようにZ方向に対向して配置され、周縁部が略直角に折り曲げられた矩形の正極集電体8および負極集電体9とを備える。
次に、図4に基づき緩衝部材10の構造について説明する。図4に示すように、本実施形態の緩衝部材10は、Z方向に塑性変形可能な1枚の多孔ニッケルシート(多孔金属シート)からなり、平滑な第一面11aを有する第一層11と、第一面11aと反対側の第二面12aを有する第二層12とを備える。そして、第一層11と第二層12とは明確な境界を有さず連続的に繋がっている。
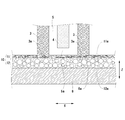
次に、本実施形態の緩衝部材10の製造方法および製造装置について説明する。図5(a)に示すように、緩衝部材10は、厚さ約1.2mmで空隙率約95%の1枚のニッケルフォームFを2つの径の異なる第一の金属ロール31と第二の金属ロール32によって圧延する工程により製造される。第一の金属ロール31と第二の金属ロール32はいずれも金属性のロールであって径が異なる。第一の金属ロール31が径の小さいフリーロールであり、第二の金属ロール32が径の大きい駆動ロールである。すなわち、ニッケルフォームFは、第二の金属ロール32により、第一の金属ロール31側に押しつけられるように圧延される。
次に、緩衝部材の製造装置30の変形例について説明する。図6(a)に示すように、緩衝部材の製造装置33は、金属ロール34と樹脂ロール35とを備える。これらのロールは、材質が異なり、径が同一で、金属ロール34をフリーロールとし、樹脂ロール35を駆動ロールとして構成している。すなわち、ニッケルフォームFは、樹脂ロール35により、金属ロール34側に押しつけられるように圧延される。
図6(b)に示すように、緩衝部材の製造装置36は、第一の金属ロール37と第二の金属ロール38とを備える。これらのロールは材質および径が同一で、第一の金属ロール37を固定ロールとし、第二の金属ロール38を駆動ロールとして構成している。すなわち、ニッケルフォームFは、第二の金属ロール38により、第一の金属ロール37側に押しつけられるように圧延される。
図6(c)に示すように、緩衝部材の製造装置39は、固定バー40と金属ロール41とを備える。金属ロール41が回転し、固定バー40は固定され回転しない構成となっている。
次に、本発明の第二実施形態について図7〜図9に基づき説明する。第二実施形態は、緩衝部材を、捲回型の電極に適用した場合の電池の実施形態である。第一実施形態との違いは、主として電極およびセパレータの構造にある。
以上のとおり、図面を参照しながら本発明の好適な実施形態を説明したが、本発明の趣旨を逸脱しない範囲内で、種々の追加、変更または削除が可能である。また、2つのロールの径や材質は、上記実施形態以外の構成としてもよく、例えば材質であれば、金属と樹脂との組み合わせ以外にも、異種の金属ロールの組み合わせや、異種の樹脂ロールの組み合わせとしてもよい。また、異径の樹脂ロールの組み合わせや、異径の金属ロールと樹脂ロールとの組み合わせなどとしてもよい。また、緩衝部材は、例えば、平滑面を有する第一層と、緩衝部として機能する第二層とに加え、さらに平滑面を有する第三層を備えていてもよいし、平滑面を有する第一層と、緩衝部として機能する第二層と第三層と、平滑面を有する第四層とを備えていてもよい。また、負極や正極、セパレータ、セルの形状を変更してもよい。したがって、そのようなものも本発明の範囲内に含まれる。
2 電極体
3 正極
4 負極
5 セパレータ
6 角形セル
7 枠形部材
8 正極集電体
9 負極集電体
10 緩衝部材
11 第一層
11a 第一面
12 第二層
12a 第二面
30 緩衝部材の製造装置
31 第一の金属ロール
32 第二の金属ロール
33 緩衝部材の製造装置(変形例1)
34 金属ロール
35 樹脂ロール
36 緩衝部材の製造装置(変形例2)
37 第一の金属ロール
38 第二の金属ロール
39 緩衝部材の製造装置(変形例3)
40 固定バー
41 金属ロール
42、43 ロール
44、45 プレス機
101 電池(第二実施形態)
102 電極体
103 正極
104 負極
105 セパレータ
106 角形セル
107 枠形部材
108 正極集電体
109 負極集電体
110 緩衝部材
111 第一層
111a 第一面
112 第二層
112a 第二面
F ニッケルフォーム
Claims (5)
- 互いに対向して配置された正極集電体および負極集電体と、
前記正極集電体と前記負極集電体との間に配され、両集電体の対向方向に直交する方向に、セパレータを介して正極と負極とが重ね合わされてなる電極体と、
前記正極集電体および前記負極集電体と前記電極体との間の少なくとも一方に介在する緩衝部材と、を備えた電池における緩衝部材の製造方法であって、
1枚の金属フォームを2つのロールにより、前記金属フォームの一方のロールに接する面をしごきつつ圧延する工程を含み、平滑面を具備する第一層と、塑性変形可能な第二層とを有する緩衝部材を成形する工程、を備え、
前記2つのロールは、径の異なるロールである、
緩衝部材の製造方法。 - 互いに対向して配置された正極集電体および負極集電体と、
前記正極集電体と前記負極集電体との間に配され、両集電体の対向方向に直交する方向に、セパレータを介して正極と負極とが重ね合わされてなる電極体と、
前記正極集電体および前記負極集電体と前記電極体との間の少なくとも一方に介在する緩衝部材と、を備えた電池における緩衝部材の製造方法であって、
1枚の金属フォームを2つのロールにより、前記金属フォームの一方のロールに接する面をしごきつつ圧延する工程を含み、平滑面を具備する第一層と、塑性変形可能な第二層とを有する緩衝部材を成形する工程、を備え、
前記2つのロールは、材質の異なるロールである、
緩衝部材の製造方法。 - 互いに対向して配置された正極集電体および負極集電体と、
前記正極集電体と前記負極集電体との間に配され、両集電体の対向方向に直交する方向に、セパレータを介して正極と負極とが重ね合わされてなる電極体と、
前記正極集電体および前記負極集電体と前記電極体との間の少なくとも一方に介在する緩衝部材と、を備えた電池における緩衝部材の製造方法であって、
1枚の金属フォームを2つのロールにより、前記金属フォームの一方のロールに接する面をしごきつつ圧延する工程を含み、平滑面を具備する第一層と、塑性変形可能な第二層とを有する緩衝部材を成形する工程、を備え、
前記2つのロールは、周速の異なるロールである、
緩衝部材の製造方法。 - 互いに対向して配置された正極集電体および負極集電体と、
前記正極集電体と前記負極集電体との間に配され、両集電体の対向方向に直交する方向に、セパレータを介して正極と負極とが重ね合わされてなる電極体と、
前記正極集電体および前記負極集電体と前記電極体との間の少なくとも一方に介在する緩衝部材と、を備えた電池における緩衝部材の製造方法であって、
1枚の金属フォームを2つのロールにより、前記金属フォームの一方のロールに接する面をしごきつつ圧延する工程を含み、平滑面を具備する第一層と、塑性変形可能な第二層とを有する緩衝部材を成形する工程、を備え、
前記2つのロールは、一方のロールが駆動ロールであり、他方のロールが固定ロールである、
緩衝部材の製造方法。 - 互いに対向して配置された正極集電体および負極集電体と、
前記正極集電体と前記負極集電体との間に配され、両集電体の対向方向に直交する方向に、セパレータを介して正極と負極とが重ね合わされてなる電極体と、
前記正極集電体および前記負極集電体と前記電極体との間の少なくとも一方に介在する緩衝部材と、を備えた電池における緩衝部材の製造方法であって、
1枚の金属フォームを2つのロールにより、前記金属フォームの一方のロールに接する面をしごきつつ圧延する工程を含み、平滑面を具備する第一層と、塑性変形可能な第二層とを有する緩衝部材を成形する工程、を備え、
前記2つのロールにかえて、1つのロールと、1つの固定バーを用いる、
緩衝部材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012139548A JP6125766B2 (ja) | 2012-06-21 | 2012-06-21 | 電池とその緩衝部材の製造方法および製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012139548A JP6125766B2 (ja) | 2012-06-21 | 2012-06-21 | 電池とその緩衝部材の製造方法および製造装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014006963A JP2014006963A (ja) | 2014-01-16 |
| JP2014006963A5 JP2014006963A5 (ja) | 2015-07-30 |
| JP6125766B2 true JP6125766B2 (ja) | 2017-05-10 |
Family
ID=50104530
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012139548A Active JP6125766B2 (ja) | 2012-06-21 | 2012-06-21 | 電池とその緩衝部材の製造方法および製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6125766B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101913906B1 (ko) * | 2015-06-17 | 2018-10-31 | 주식회사 엘지화학 | 이차전지용 양극활물질, 이의 제조방법 및 이를 포함하는 이차전지 |
| KR20220045440A (ko) * | 2020-10-05 | 2022-04-12 | 주식회사 엘지에너지솔루션 | 전지 셀의 손상 방지를 위한 완충 패드를 포함하는 전지 모듈 및 이를 포함하는 전지 팩 |
| KR20230048745A (ko) * | 2021-10-05 | 2023-04-12 | 엘지디스플레이 주식회사 | 표시장치 및 쿠션 플레이트의 제조방법 |
| KR20230097877A (ko) * | 2021-12-24 | 2023-07-03 | 엘지디스플레이 주식회사 | 쿠션 플레이트와 쿠션 플레이트를 포함하는 표시 장치 및 쿠션 플레이트의 제조 방법 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61296906A (ja) * | 1985-06-27 | 1986-12-27 | Nippon Steel Corp | 片面クラツド板材の圧延法 |
| JP2546638B2 (ja) * | 1985-12-23 | 1996-10-23 | 古河電池 株式会社 | 電池用極板の製造法 |
| JP3258713B2 (ja) * | 1992-08-31 | 2002-02-18 | 三洋電機株式会社 | 円筒電池用非焼結式極板の製造方法 |
| JPH09283152A (ja) * | 1996-04-17 | 1997-10-31 | Shin Kobe Electric Mach Co Ltd | 捲回式極板群用の極板及びその製造法及びその製造装置 |
| JPH11323406A (ja) * | 1998-03-18 | 1999-11-26 | Mitsubishi Materials Corp | 高強度スポンジ状多孔質金属板およびその製造方法 |
| JP2001286931A (ja) * | 2000-04-11 | 2001-10-16 | Ishikawajima Harima Heavy Ind Co Ltd | 多孔帯材矯正装置及びその矯正方法 |
| JP4772185B2 (ja) * | 2000-12-12 | 2011-09-14 | パナソニック株式会社 | アルカリ蓄電池用正極板およびその製造方法ならびにそれを用いたアルカリ蓄電池 |
| JP2004311110A (ja) * | 2003-04-03 | 2004-11-04 | Japan Storage Battery Co Ltd | 蓄電池用格子の製造方法及び蓄電池 |
| JP4378475B2 (ja) * | 2003-10-20 | 2009-12-09 | 独立行政法人産業技術総合研究所 | 金属製多孔質材料の表面強化方法 |
| JP5528131B2 (ja) * | 2010-01-22 | 2014-06-25 | 川崎重工業株式会社 | 積層型電池 |
-
2012
- 2012-06-21 JP JP2012139548A patent/JP6125766B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014006963A (ja) | 2014-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101567674B1 (ko) | 전극조립체의 제조방법 | |
| JP5917407B2 (ja) | 角形二次電池 | |
| JP2010016043A (ja) | 蓄電デバイス | |
| JPWO2013105361A1 (ja) | 超音波溶接用チップ、超音波溶接機、及び電池の製造方法 | |
| CN104685701A (zh) | 锂离子二次电池及其制作方法 | |
| JP2020513148A (ja) | 電極タブの溶接特性を改善した電極及びこれを含む二次電池 | |
| JP6705358B2 (ja) | 蓄電装置の製造方法 | |
| JP2012169576A (ja) | 電気化学デバイス | |
| JP2018018698A (ja) | 蓄電装置及び蓄電装置の製造方法 | |
| JP6125766B2 (ja) | 電池とその緩衝部材の製造方法および製造装置 | |
| JP2020514985A (ja) | バッテリーモジュール、これを含むバッテリーパック及びバッテリーモジュールの生産方法 | |
| JP2012049500A (ja) | リチウムイオンキャパシタの製造方法 | |
| KR20130108688A (ko) | 연결 신뢰성이 향상된 전지셀 및 이를 포함하는 전지팩 | |
| JP2009181812A (ja) | 捲回型電池およびその製造方法 | |
| JP7359023B2 (ja) | 蓄電モジュール | |
| JP2016039041A (ja) | 蓄電素子及びその製造方法 | |
| US8574756B1 (en) | Prismatic secondary battery | |
| JP5483397B2 (ja) | 積層密閉型電池 | |
| JP5422188B2 (ja) | 角形電池 | |
| JP2018018666A (ja) | 蓄電装置及び蓄電装置の製造方法 | |
| JP5809044B2 (ja) | 二次電池 | |
| JP2013069527A (ja) | 二次電池、二次電池用の電極、二次電池の製造方法および製造装置 | |
| JP2020057587A (ja) | 電極体、二次電池及び二次電池の製造方法 | |
| JP5528131B2 (ja) | 積層型電池 | |
| JP2007213948A (ja) | 角型電池用電極群の製造方法および角形電池用電極群 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150616 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150616 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160428 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160531 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160801 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170131 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170322 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170404 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170406 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6125766 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |