本発明に係る電極接合方法は、第一回路部材の第一電極と、第二回路部材の第二電極とをはんだ付けにより接合する電極接合方法に関する。より具体的には、この接合方法においては、(i)第一電極を有する第一回路部材と、第一電極に対応する第二電極を有する第二回路部材と、熱硬化性樹脂を含むペーストとが準備される。ここで、接合に使用されるはんだは、第一電極に含まれていてもよいし、第二電極に含まれていてもよいし、上記のペーストに含まれていてもよい。
本接合方法は、さらに、(ii)第一電極および第二電極の少なくとも1方に、上記のペーストを供給する工程、(iii)第一電極が第二電極にペーストを介して着地するように、第一回路部材と第二回路部材とを近接配置する工程、(iv)第一電極が第二電極に着地した状態で、少なくとも第一電極、第二電極およびペーストを含む接合領域を、はんだの融点以上の温度で、第一電極を第二電極に押圧しながら加熱して、はんだを溶融させるとともに、熱硬化性樹脂を硬化させる工程、並びに、(v)その接合領域を、はんだの融点以上の温度から徐冷する工程、を含む。
上述した通り、本接合方法では、接合領域をはんだの融点以上の温度まで加熱することで、はんだが溶融する。その後、接合領域を冷却することで、溶融はんだが固化し、はんだ接合部が形成される。このとき、接合領域を徐冷することで、徐冷しない通常の場合に比べて、より融点の高いはんだ接合部を形成することが可能となる。
その結果、比較的低融点のはんだを使用した場合にも、通常よりも高融点のはんだ接合部を形成できるので、特に高融点のはんだを使用する必要性がなくなる。その結果、リフロー方式ではんだ付けするときの第一回路部材および第二回路部材の加熱温度を低くすることができる。よって、各回路部材が大きな熱ダメージを受けるのを防止することができる。
はんだは、いわゆるはんだバンプ、もしくは、はんだキャップとして第一電極および第二電極のいずれかに含ませることができる。または、はんだの微粒子を含むいわゆるクリームはんだを第一電極または第二電極に塗布することで、はんだを第一電極または第二電極のいずれかに含ませることができる。さらに、例えばはんだ接合部を封止するための、熱硬化性樹脂を含むペーストにはんだを含ませることで、電極間にはんだを供給し得る。
なお、溶融はんだを含む接合領域を徐冷することで高融点のはんだ接合部を形成し得る理由は、必ずしも明らかではない。しかしながら、溶融はんだの冷却速度が偏析と関係することから、上記の理由は以下のように推測し得る。
一般に、はんだを溶融した後、冷却してはんだ接合部を形成すると、その接合部には、はんだに含まれる合金が偏析することが知られている。はんだ接合部の偏析が顕著になると、はんだ接合部の強度が低下すると考えられている。このため、偏析を抑えるように、一般的には、冷却ファン等の冷却装置を使用して、接合領域をできるだけ短い時間で冷却する運用が行われる。
これに対して、本発明者達は、接合領域を徐冷して合金を偏析させる場合でも、はんだ接合部の強度低下はそれほど問題にはならず、かつ、通常の場合よりも高融点のはんだ接合部を形成し得ることを見出した。その理由は、はんだ接合部に発生する偏析が適宜の程度であると、偏析による弊害(強度低下)が抑えられ、かつ、はんだ接合部の各領域の組成が通常の場合と異なることで、通常よりも融点の高いはんだ接合部を形成し得たものと考えられる。なお、本方法では、はんだ接合部による第一電極と第二電極との接合が、硬化樹脂により補強されるために、はんだ接合部自体の強度低下は、他の場合のようには大きな問題とはならない。
ここで、はんだが、第一融点を有する第一金属元素と、第一融点よりも高い第二融点を有する第二金属元素とを含むものとすれば、上記の接合領域の温度を、はんだの融点以上、かつ第二融点より低い所定温度以下の温度範囲TRに3〜60秒間留まらせるように、接合領域を徐冷するのが好ましい。これにより、より確実に、はんだ接合部の強度低下を抑えつつ、その高融点化を図ることができる。上記の時間範囲は、4.5〜40秒とするのがより好ましく、6〜20秒とするのがさらに好ましい。なお、上記の温度範囲TRは、はんだの融点以上、かつ第一融点より低い所定温度以下の温度範囲TRとするのがより好ましい。
一方、上記の徐冷工程における接合領域の冷却速度は、0.1〜10℃/秒であるのが、はんだ接合部の強度低下を抑えながら、その高融点化を図る上で、より好ましい。接合領域の冷却速度は、0.5〜7℃/秒とするのがより好ましく、1〜4℃/秒とするのがさらに好ましい。なお、上記の冷却速度に関する条件は、少なくとも上記の温度範囲TRの平均の冷却速度について満足されていればよい。つまり、温度範囲TRにおいて、瞬間的に冷却速度が上記の範囲から外れてもよい。さらに、例えば、上記の温度範囲TRよりも高い温度領域では、平均的な冷却速度あるいは瞬間の冷却速度が上限(例えば10℃/秒)を超えていてもよいし、上記の温度範囲TRよりも低い温度領域では、平均的な冷却速度あるいは瞬間の冷却速度が下限(例えば0.1℃/秒)を下回っていてもよい。
ここで、第一金属元素がSnであり、第二金属元素がBiであるはんだ(以下、Sn−Bi系はんだという)は、低融点が容易に得られるので特に好ましい。このとき、上記の温度範囲TRを138〜200℃とすることで、より確実に、強度低下を抑えた、通常よりも高融点のはんだ接合部を実現し得る。なお、一般的なSn−Bi系はんだの融点は138℃であり、Snの融点は232℃であり、Biの融点は271℃である。したがって、SnとBiが偏析すると、はんだ接合部の耐熱性が向上する。
はんだを、熱硬化性樹脂のペーストに含ませる場合には、はんだの含有量は、4〜30質量%とするのが好ましい。熱硬化性樹脂は、特に限定されないが、エポキシ樹脂、フェノール樹脂、メラミン樹脂、ウレタン樹脂などを用いることができる。熱硬化性樹脂は、硬化剤、硬化促進剤などを含んでもよい。硬化剤としては、酸無水物、脂肪族または芳香族アミン、イミダゾールまたはその誘導体などが好ましく用いられ、硬化促進剤としては、ジシアンジアミドなどを例示できる。熱硬化性樹脂には、更に、反応性希釈剤、カーボンブラック、無機セラミックス粒子などの充填剤を含ませてもよい。熱硬化性樹脂の粘度は、例えば、反応性希釈剤や無機セラミックス粒子の含有量を変化させることにより制御してもよい。熱硬化性樹脂には、フラックスに含ませる活性剤などの成分を含ませてもよい。これにより、熱硬化性樹脂が回路部材の電極間に侵入しているような場合でも、溶融はんだと電極との濡れ性がより確実に確保される。
ここで、本発明に係る電極接合方法は、例えば少なくとも1つの第二回路部材に複数の第一回路部材を実装するときに、複数の第一回路部材の実装を、徐冷を含めて1つずつ完了する形態を取り得る。この場合には、上記工程(iii)、工程(iv)および工程(v)を含むフロー(X)は、少なくとも1つの第二回路部材に対して、複数の第一回路部材を、順次、近接配置し、第一回路部材毎に、接合領域を押圧しながら加熱し、徐冷するという工程により実行することができる。
他に、本発明に係る電極接合方法は、例えば少なくとも1つの第二回路部材に複数の第一回路部材を実装するときに、少なくとも1つの第二回路部材に対して複数の第一回路部材を順次に仮実装し、それにより形成されるはんだ接合部を一括して再加熱および徐冷する形態を取り得る。この場合には、上記工程(iii)と工程(iv)を含むフロー(Y)は、少なくとも1つの第二回路部材に対して、複数の第一回路部材を、順次、近接配置し、第一回路部材毎に接合領域を押圧しながら加熱する工程である。この加熱の後には、接合領域を急冷してもよい。一方、工程(v)は、フロー(Y)の後、複数の第一回路部材に対応する複数の接合領域を、同時に、はんだが溶融するまで再加熱し、徐冷する工程により実行することができる。これにより、第一回路部材の1個あたりの実装時間が短縮されるので、生産効率の向上が図れる。
さらに他に、本発明に係る電極接合方法は、例えば少なくとも1つの第二回路部材に複数の第一回路部材を実装するときに、全ての第一回路部材の実装を、徐冷を含めて一括して実行する形態を取り得る。この場合には、上記工程(iii)は、少なくとも1つの第二回路部材に対して、複数の第一回路部材を、順次、近接配置し、複数の第一回路部材の全てに対応する接合領域を形成する工程である。一方、工程(iv)と工程(v)を含むフロー(Z)は、複数の第一回路部材の全てに対応する接合領域を、同時に、押圧しながら加熱し、徐冷する工程である。これにより、さらに生産効率の向上が図れる。なお、上記の工程(iii)を複数の第二回路部材のそれぞれに対して繰り返し実行した後、上記のフロー(Z)を、全ての第二回路部材に対して一括して実行することができる。これにより、複数の第二回路部材に対する第一回路部材の実装を、一括して同時に実行することが可能となり、大幅な生産効率の向上が図れる。
一例として、第一回路部材は半導体ベアチップであり得る。このとき、第二回路部材はインターポーザ基板であり得る。他の一例として、第一回路部材および第二回路部材はいずれも半導体ベアチップであり得る。さらに他の一例として、第一回路部材は電子部品モジュールであり得る。このとき、第二回路部材はマザーボードであり得る。さらに他の一例として、第一回路部材はBGA(ボール・グリッド・アレー:Ball Grid Array )パッケージであり得る。このとき、第二回路部材はマザーボードであり得る。
一方、本発明に係る回路部材接合ラインは、第一電極を有する第一回路部材と、その第一電極に対応する第二電極を有する第二回路部材とを、第一電極と第二電極との間に熱硬化性樹脂を含むペーストを介在させて接合するための回路部材接合ラインに関する。上述したように、はんだは、第一電極、第二電極および上記のペーストの少なくとも1つに含まれている。本回路部材接合ラインは、ペースト供給装置と、実装ユニットと、を具備する。
ペースト供給装置は、第一電極および第二電極の少なくとも1方に、ペーストを供給する。実装ユニットは、ペースト供給装置の下流に配置され、第一電極が第二電極にペーストを介して着地するように、第一回路部材と第二回路部材とを近接配置するとともに、第一電極が第二電極に着地した状態で、少なくとも第一電極、第二電極およびペーストを含む接合領域を、はんだの融点以上の温度で加熱し、その後、徐冷することにより、熱硬化性樹脂を硬化させるとともに第一電極と第二電極とを接合する。
本発明に係る回路部材接合ラインは、実装ユニットが、少なくとも1つの第二回路部材に対して、複数の第一回路部材を、順次、近接配置し、第一回路部材毎に、接合領域を押圧しながら加熱し、徐冷する、回路部材搭載−接合装置、を具備する形態を取り得る。このとき、複数の第一回路部材の中の2つ以上の第一回路部材を一度に第二回路部材に近接配置することができる。そして、それらを同時に第二回路部材に向かって押圧しながら加熱した後、一括して徐冷する。つまり、この形態では、複数の第一回路部材の中の1または2つ以上の第一回路部材を第二回路部材に近接配置し、その度に、加圧・加熱、および徐冷のプロセスが行われる。
本発明に係る回路部材接合ラインは、実装ユニットが、少なくとも1つの第二回路部材に対して、複数の第一回路部材を、順次、近接配置し、第一回路部材毎に、接合領域を押圧しながら加熱する回路部材搭載−接合装置と、回路部材搭載−接合装置の下流に配置され、複数の第一回路部材の全てに対応する接合領域を、同時に、はんだが溶融するまで再加熱し、徐冷する加熱装置と、を具備する形態を取り得る。この場合、回路部材搭載−接合装置は、接合領域を加熱してはんだを溶融した後に、その接合領域を急冷するための手段(例えば冷却ファン)を具備することができる。また、回路部材搭載−接合装置は、複数の第一回路部材の中の2つ以上の第一回路部材を一度に第二回路部材に近接配置してもよい。
本発明に係る回路部材接合ラインは、実装ユニットが、少なくとも1つの第二回路部材に対して、複数の第一回路部材を、順次、近接配置し、複数の第一回路部材の全てに対応する接合領域を形成する回路部材搭載装置と、回路部材搭載装置の下流に配置され、複数の第一回路部材の全てに対応する接合領域を、同時に、押圧しながら加熱し、徐冷する加熱−接合装置と、を具備する形態を取り得る。また、回路部材搭載装置は、複数の第一回路部材の中の2つ以上の第一回路部材を一度に第二回路部材に近接配置してもよい。
本発明に係る回路部材接合ラインは、実装ユニットが、接合領域を徐冷するときに、第一回路部材を保持する第一回路部材保持ユニットおよび第二回路部材を保持する第二回路部材保持ユニットを備えた形態を取り得る。このとき、第一回路部材保持ユニットおよび第二回路部材保持ユニットの少なくとも一方が、セラミックを含むのが好ましい。そして、セラミックは、第一回路部材および/または第二回路部材を良熱伝導体(例えば金属)と離隔するように、第一回路部材および/または第二回路部材と面接触しているのが好ましい。これにより、第一回路部材および/または第二回路部材の保温が容易となり、接合領域を適宜の条件で徐冷することが容易となる。
上述した理由で、はんだが、第一融点を有する第一金属元素と、第一融点よりも高い第二融点を有する第二金属元素と、を含む場合には、実装ユニットは、接合領域の温度を、はんだの融点以上、かつ第二融点よりも低い所定温度以下の温度範囲TRに3〜60秒間留まらせるように、接合領域を徐冷するように構成することが好ましい。実装ユニットが接合領域を徐冷するときの冷却速度は、上述したとおり、0.1〜10℃/秒であるのが好ましい。上記の温度範囲TRは、Sn−Bi系はんだを用いるときは、138〜200℃とすることが好ましい。しかしながら、この温度範囲TRは、はんだの組成に応じて適宜設定すればよい。
本発明に係る電極接合方法または回路部材接合ラインによれば、第一接続用電極を有する第一回路部材と、第一接続用電極と対応する第二接続用電極を有する第二回路部材と、第一接続用電極と、第二接続用電極とを電気的に接続するはんだ接合部と、を具備する回路部材接合構造体において、はんだ接合部に含まれる金属部分に、第一金属元素を主成分として含む第一金属領域と、第二金属元素を主成分として含む第二金属領域とを生成させることができる。ここで、第一金属元素は、二金属元素と合金(はんだ)を形成可能であり、合金の融点は、第一金属領域の融点および第二金属領域の融点よりも低くなる。第一金属領域は、第二金属元素を含み得るが、第二金属領域における第二金属元素の含有量より少なくなり、第二金属領域は、第一金属元素を含み得るが、第一金属領域における第一金属元素の含有量より少なくなる。従って、第一金属領域の融点は、第二金属領域の融点と異なった値となる。
はんだ接合部の金属部分は、当然のことながら、第一金属領域および第二金属領域よりも融点の低いはんだ合金の領域を含んでもよい。ただし、より高融点な第一金属領域および第二金属領域による、はんだ接合部の耐熱性の向上効果を充分に得るためには、金属部分における第一金属領域と第二金属領域との合計割合は、80質量%以上であることが望ましく、90質量%以上、98質量%以下であることがより望ましい。
なお、第一金属領域および第二金属領域は、いずれも、はんだ合金の構成元素の偏析により生成した領域であり、それぞれ第一金属元素または第二金属元素のみからなる領域であってもよく、それぞれ第一金属元素または第二金属元素以外の金属元素を含む領域であってもよい。ただし、第一金属領域が高融点を有するためには、例えばSn−Bi系はんだであれば、47質量%以上の第一金属元素を含むことが好ましく、第二金属領域が高融点を有するためには、63質量%以上の第二金属元素を含むことが好ましい。第一金属領域および第二金属領域の少なくとも一方は、第一金属元素と第二金属元素との合金または金属間化合物であってもよい。
偏析により生成した領域(偏析相)の最大径は、例えば、5μm以上であればよく、最大径を10μm以上にまで成長させることが好ましい。ただし、はんだ接合部の強度を確保する観点からは、偏析相の最大径は50μm以下であることが好ましい。
上記のように、回路部材の実装に用いるはんだの融点は、回路部材に与える熱衝撃を軽くする観点から、低いことが望ましく、例えば150℃以下であることが望ましい。この場合、回路部材接合構造体が再加熱(再リフロー)される温度は、200℃前後が想定されることから、第一金属領域の融点および第二金属領域の融点がそれぞれ220℃超であれば、はんだの偏析による効果が大きくなると考えられる。
第一金属元素としてSnを選択する場合には、第二金属元素として、Bi、Ag、Cu、Sb、In、Zn、Ni、Alなどを単独で、もしくは任意の複数種の組み合わせで選択し得る。例えば、第一金属元素が、少なくともSnを含み、前記第二金属元素が、少なくともBiを含む場合には、それぞれ220℃超の融点を有する第一金属領域および第二金属領域を生成させることができる。
はんだの具体例としては、Sn−Bi合金、Sn−Ag−Cu合金、Sn−Bi−Ag合金、Sn−Cu合金、Sn−Sb合金、Sn−Ag合金、Sn−Ag−Cu−Bi合金、Sn−Ag−Bi−In合金、Sn−Ag−Cu−Sb合金、Sn−Zn合金、Sn−Zn−Bi合金などが挙げられるが、特に限定されるものではない。上記のSnをベース材料とするはんだ以外では、例えば金はんだを用いてもよい。
はんだ接合部が、さらに、金属部分を封止する樹脂部分を含んでもよい。樹脂部分は、熱硬化性樹脂を含むペーストに由来して生成する領域である。従って、樹脂部分は、熱硬化性樹脂の硬化物として得られることが一般的である。樹脂部分は、金属部分を封止するだけでなく、回路部材同士の接着強度を補強する役割を有する。
はんだ接合部において、金属部分と樹脂部分との合計に占める樹脂部分の割合は、上記封止や接着強度の向上効果を充分に得る観点からは、例えば60〜98質量%であればよい。
以下、本発明の実施形態を、図面を参照して説明する。
(実施形態1)
図1に、本発明の一実施形態に係る回路部材接合ラインを、簡略化したブロック図により示す。図2に、接着剤塗布ユニットの概略構成を上面図により示す。図3に、実装ユニットの概略構成を上面図により示す。
図示例の回路部材接合ライン(以下、単にラインという)1は、基板12(例えばインターポーザ基板)に複数の電子部品14(例えば半導体ベアチップ)を実装するためのラインである。なお、本発明の回路部材接合ラインは、電子部品(例えば半導体ベアチップ)同士の電極を接合するためのラインであり得る。または、本発明の回路部材接合ラインは、基板同士の電極、例えば、電子部品モジュールまたはBGAパッケージの電極を別の基板(例えばマザーボード)の電極と接合するためのラインであり得る。この点は、後で説明する各実施形態についても同様である。
より具体的には、図示例のライン1は、投入ユニット2、クリーナ3、接着剤塗布ユニット4、実装ユニット(ボンダ)5、および回収ユニット6を含む。さらに、ライン1は、基板12を、投入ユニット2からクリーナ3、接着剤塗布ユニット4、および実装ユニット5を経て、回収ユニット6まで搬送するためのコンベア7を含む。
コンベア7には、基板12を保持するステージ7aが取り付けられている。コンベア7は、基板12を保持したステージ7aを移動させることで、基板12を搬送する。なお、クリーナ3におけるクリーニング工程、接着剤塗布ユニット4における接着剤塗布工程、および実装ユニット5における実装工程等は、ステージ7aをそのまま使用して実行してもよいし、ステージ7aの上からそれらの工程の専用のステージの上に移し替えて実行してもよい。
ステージ7aまたは、実装工程における専用のステージは、セラミックを含むのが好ましい。このとき、ステージ7a等の基板12が載置される面(ステージ7a等の上面)をセラミックから形成するのが好ましい。これにより、セラミックが基板12と面接触することで、基板12を良熱伝導体から離隔することが可能となり、基板12の急冷を防止することができる。したがって、後で説明する徐冷工程において、溶融はんだを含むはんだ接合領域の保温が容易となり、はんだ接合領域を適宜の条件で徐冷することが容易となる。
投入ユニット2は、マガジンラック等に収納された状態で供給される基板12を、ステージ7aに載置するための、公知の真空ローダ(vacuum loader)等を含む。一方、回収ユニット6は、電子部品14が実装された基板12をラック等に収納するためのアンローダを含む。
クリーナ3は、基板12の電極が例えばCuを含むような場合に、電極表面の酸化被膜等を除去するようにプラズマ処理を実行する。より具体的には、クリーナ3は、例えば大気圧プラズマ(atmospheric-pressure plasma)を発生する図示しないプラズマ処理ヘッドを含み、それにより発生される大気圧プラズマを電極に照射することで、その電極の表面から酸化皮膜を除去する。これにより、基板電極が比較的安価なCu電極である場合にも、電極間の接合の信頼性をAu電極同士の接合に近いレベルに維持することが可能となる。したがって、高い品質の電極接合構造を、低コストで実現し得る。
図2に示すように、接着剤塗布ユニット4は、熱硬化性樹脂を含む接着剤を基板12に塗布して供給するための塗布ヘッド(ディスペンサ)16と、図示しない3軸移動機構とを含む。塗布ヘッド16および3軸移動機構の動作は、制御部4aにより制御される。
接着剤塗布ユニット4の3軸移動機構は、制御部4aの位置決め制御により、塗布ヘッド16を、X軸方向(ライン1に沿う方向)、Y軸方向(ライン1と垂直な方向)およびZ軸方向(上下方向)の3軸方向に移動させる。塗布ヘッド16は、制御部4aの制御により、接着剤を、後の工程で電子部品が実装される基板12上の各電子部品実装位置MPに所定量だけ塗布する。これにより、接着剤が基板12の電極に供給される。
なお、塗布ヘッド16は、次に説明する実装ユニット5に含ませることができる。これにより、実装ユニット5の内部で接着剤を基板12上に供給した後、直ちに、同じ位置で、基板12に対する電子部品14の実装を実行することができる。よって、生産効率の向上が図れる。
実装ユニット5においては、基板12の電極と電子部品14の電極とをはんだ付けにより接合する電極接合工程と、はんだ接合部を封止しながら基板12に電子部品14を接着する部品接着工程とが並行して実行される。
より具体的には、図3に示すように、実装ユニット5は、基板12に実装される電子部品14を供給するように、複数の電子部品14が載置された部品供給ステージ18と、実装ヘッド20と、図示しない3軸移動機構と、制御部5aとを備えている。実装ヘッド20は、電子部品14を保持するための吸着ノズル等の保持手段を有している。実装ヘッド20および3軸移動機構の動作は、制御部5aにより制御される。
実装ユニット5の3軸移動機構は、制御部5aの位置決め制御により、実装ヘッド20を、X軸方向、Y軸方向およびZ軸方向の3軸方向に移動させる。実装ヘッド20は、制御部5aの制御により、部品供給ステージ18上の電子部品14をピックアップする。その状態で、実装ヘッド20は、3軸移動機構により、当該電子部品14と対応する電子部品実装位置MPの上方に移動されて、当該電子部品14の各電極が、対応する各基板電極とそれぞれ対向される。
その状態で、3軸移動機構の動作、および/または実装ヘッド20自体の電子部品昇降動作により、電子部品14が基板12に向かって押し付けられる。このとき、対応する電子部品実装位置MPには、既に接着剤塗布ユニット4により接着剤が塗布されている。以下、はんだの供給態様により場合分けをして、実装ユニット5の動作を説明する。
(電子部品の電極がはんだを含む場合)
図4Aに示すように、はんだ22は、電極14aの先端に、はんだキャップを形成したり、いわゆるはんだバンプとして電極14aを形成したりすることで、電極14aに含ませることができる。ただし、はんだキャップとは、電子部品等の電極形成部分に例えば柱状の電極基部(例えばCu基部)を設けたような場合に、その電極基部の上に鍍金して設けたはんだ層(例えば、Sn−10AgまたはSn−3.5Ag等のはんだ層)をいう。
実装ヘッド20は、図示しない加圧用アクチュエータ(例えば油圧シリンダ、エアシリンダ)と、加熱手段(例えばヒータ、誘導加熱装置)とを含んでいる。あるいは、実装ヘッド20を移動させる3軸移動機構自体が、上記の加圧用アクチュエータを含んでいてもよい。
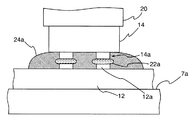
図4Aに示すように、ステージ7a(または専用のステージ)により保持された基板12に対して、各電極12aと、対応する各電極14aとが正対するように位置決めをし、その状態で、加圧用アクチュエータにより電子部品14を基板12に向かって押圧しながら、加熱手段により、電子部品14を介してはんだ22および接着剤24を加熱する。なお、ステージ7a(または専用のステージ)に加熱手段を含ませることで、はんだ22および接着剤24の加熱を補助してもよい。図4Bに、はんだ22が電極12aに押し付けられ、加熱されている状態を示す。
はんだ22および接着剤24の加熱が進むと、図4Cに示すように、はんだ22が溶融し、その溶融はんだ22aが電極14aおよび12aに濡れ拡がる。さらに加熱が進むと、接着剤24が硬化し、その硬化樹脂24aにより電子部品14と基板12との接合部が封止される。
ここで、はんだ22の組成は特に限定されない。しかしながら、低温度でのはんだ付けを可能にして、電子部品14等に与える熱ダメージを低減するという観点からは、はんだ22には、できるだけ低融点のはんだを使用するのが好ましい。例えば、Sn(融点:232℃)およびBi(融点:271℃)の合金を含むSn−Bi系はんだ(例えば、Sn−Bi58はんだ、Sn−57Bi−1Agはんだ)を使用するのが好ましい。他に、Sn−Zn系はんだも比較的融点が低い点で好ましい。
その後、実装ユニット5による、溶融はんだ22aを含む接合領域の徐冷が開始される。これにより、図4Dに示すように、溶融はんだ22aが固化して、はんだ接合部26が形成される。このとき、接合領域を、はんだ22の組成に応じた適宜の条件で徐冷すると、2つの領域AR1およびAR2を有するはんだ接合部26が形成される。
このとき、はんだ接合部26の中央側の領域AR1には、例えばSn−Bi系はんだであれば、偏析により、元のはんだ22に比べて、融点が高い方の元素であるBiが多く含まれることになる。一方、はんだ接合部26の外側にある領域AR2には、例えばSn−Bi系はんだであれば、偏析により、元のはんだ22に比べて、融点が低い方の元素であるSnが多く含まれることになる。
上記の例において、Biは脆さが大きい金属であることから、領域AR1のBiの量が多すぎると、はんだ接合部26全体の強度が低下する可能性がある。しかしながら、接合領域を徐冷する条件を適宜なものに設定することで、偏析の程度を適度に調節することが可能となり、はんだ接合部26の強度低下を抑えることができる。また、たとえ、はんだ接合部26の強度が低下しても、その低下分を、硬化樹脂の接合力により補うことができる。
その一方で、領域AR1およびAR2が元のはんだ22の濃度と異なる濃度のBiを含むことで、各領域が、接合領域を徐冷しないときに形成される通常のはんだ接合部に比べて高融点化される。これにより、例えば、232℃以上、かつ271℃以下の高融点を有し、かつ十分な強度を有するはんだ接合部26を形成することが可能となる。
以上の結果、例えば、基板12に電子部品14を実装することで作製された電子部品モジュールを他の基板等にリフロー方式で再実装しても、はんだ接合部26の信頼性が低下するのを防止することができる。
(基板の電極がはんだを含む場合)
基板12の電極12aがはんだを含む場合も基本的には電子部品14の電極14aがはんだを含む場合と同様のプロセスで、電極12aと電極14aとの間にはんだ接合部26を形成することができる。これにより、上の場合と同様に、通常のはんだ接合部よりも高融点のはんだ接合部26を形成することができる。なお、電極12aにクリームはんだを塗布することで電極12aにはんだ22を含ませる場合には、ライン1にスクリーン印刷装置等を付加することができる。
(接着剤がはんだを含む場合)
図5Aに示すように、はんだを、はんだ粒子22bとして接着剤24に含ませ、ペーストとすることで、電極12aおよび電極14aにはんだ22を供給することができる。そのようなはんだ粒子22bの融点は、上述のSn−Bi系はんだであれば例えば138℃である。上記ペーストに含まれるはんだ粒子22bの含有量は、例えば4〜30質量%とすることができる。はんだ粒子の平均粒径は、例えば2〜10μmであるが、特に限定されるものではない。
そして、上述したのと同様の加圧および加熱のプロセスで電子部品14を基板12に向かって押圧することで、図5Bに示すように、電極12aと電極14aとの間にはんだ粒子22bが挟まれ、加熱される。そして、加熱によりはんだ粒子22bが溶融すると、図5Cに示すように、溶融はんだ22aが電極12aおよび電極14aに濡れ拡がる。さらに加熱が進むと、接着剤24が硬化し、その硬化樹脂24aにより電子部品14が基板12に接着される。なお、接着剤24には、はんだや電極の酸化物被膜を除去する作用を有する活性剤を含ませることができる。
その後、溶融はんだ22aの徐冷が開始され、これにより、上述したのと同様のプロセスで、領域AR1および領域AR2を有するはんだ接合部26が形成される。これにより、十分な強度および、通常よりも高融点を有するはんだ接合部26を形成することが可能となる。
このように、接着剤24にはんだ粒子22bを含ませる形態では、ライン1に、クリームはんだ等の低融点はんだを供給するための特別の機構(例えばスクリーン印刷装置)を付加する必要性がなくなる。これにより、ライン1をより安価に構築できる。また、クリームはんだ等の塗布工程が省略できることから、さらに生産効率を向上させることが容易となる。
(実施形態2)
次に、図6を参照して、本発明の実施形態2を説明する。図6は、本実施形態に係る回路部材接合ラインの概略構成を示すブロック図である。
図示例のライン1Aは、図1のライン1と同様に、基板12に電子部品14を実装するためのラインとして構成されている。より具体的には、ライン1Aは、図1のライン1と同様の、投入ユニット2、クリーナ3、接着剤塗布ユニット4、実装機5A、回収ユニット6、およびコンベア7を含むとともに、実装機5Aと回収ユニット6との間に配置されたオーブン(またはリフロー炉)8を含んでいる。ライン1Aでは、実装機5Aとオーブン8との組み合わせが、電子部品14の基板12に対する実装工程を実行する実装ユニットとして機能する。以下、ライン1Aが図1のライン1と異なる点を主に説明する。
ライン1Aにおいては、実装機5Aは、図示しない冷却ファン等の冷却装置を備えている。実装機5Aにおいて、電極12aと電極14aとの間に溶融はんだ22aが形成されるまでのプロセス(図4A〜4Cまたは図5A〜5Cにより示すプロセス)は、図1のライン1におけるプロセスと同様である。ライン1Aにおいては、溶融はんだ22aを含む接合領域は徐冷されず、上記の冷却装置により急冷される。
以上の処理により、電極12aと電極14aとが、通常のはんだ接合部により接合されて、基板12に電子部品14が仮実装される。このとき、ここまでの処理には、徐冷のプロセスが含まれないために、図1の実装ユニット5における実装と比較して、短時間で基板12に全ての電子部品14が仮実装される。
オーブン8は、電子部品14が仮実装された基板12(以下、そのような状態の基板を電子部品接合基板ともいう)を、再度、はんだ接合部が溶融するまで加熱する。これにより、電子部品接合基板は、再び、図4Cまたは図5Cに示したのと同じ状態となる。この電子部品接合基板の接合領域を、図1のライン1における条件と同じ条件で徐冷する。これにより、図1のライン1と同様に高融点かつ十分な強度を有するはんだ接合部26を形成することが可能となる。
そして、ライン1Aにおいては、徐冷のプロセスを基板12に実装される全ての電子部品14に対して一括して実行することができる。これにより、1つの基板12に実装される電子部品14の数が多数であるような場合には、電子部品接合基板の製造に要する時間を大幅に短縮することが可能となる。
(実施形態3)
次に、図7〜図9を参照して、本発明の実施形態3を説明する。図7は、本実施形態に係る回路部材接合ラインの概略構成を示すブロック図である。図8は、プレス機のプレス台の上面図である。図9は、プレス機の動作を説明する説明図であって、プレス機の側面図である。
図示例のライン1Bは、図1のライン1と同様に、基板12に複数の電子部品14を実装するためのラインとして構成されている。より具体的には、ライン1Bは、図1のライン1と同様の、投入ユニット2、クリーナ3、接着剤塗布ユニット4、回収ユニット6、およびコンベア7を含む。ライン1Bにおいては、さらに、接着剤塗布ユニット4と回収ユニット6との間に、仮載せ機9およびプレス機10が配置されている。ライン1Bでは、仮載せ機9とプレス機10との組み合わせが、電子部品14の基板12に対する実装工程を実行する実装ユニットとして機能する。以下、ライン1Bが図1のライン1および図6のライン1Aと異なる点を主に説明する。
仮載せ機9は、接着剤塗布ユニット4の下流に配置されている。仮載せ機9も、図3に示した実装ユニット5と同様に、複数の電子部品14が載置される部品供給ステージ18と、図示しない3軸移動機構と、制御部9aとを備えている。仮載せ機9が実装ユニット5と異なるのは、実装ヘッド20の代わりに仮置きヘッド28を有する点である。仮置きヘッド28は、実装ヘッド20とは異なり、加熱手段を必須の構成要素として有していない。仮置きヘッド28および3軸移動機構の動作は、制御部9aにより制御される。
仮載せ機9の3軸移動機構が制御部9aの位置決め制御により制御され、これにより、仮置きヘッド28が、X軸方向、Y軸方向およびZ軸方向の3軸方向に移動される点、および、制御部9aの制御により、部品供給ステージ18上の電子部品14が仮置きヘッド28によりピックアップされる点は、実装ユニット5と同様である。さらに、電子部品14を保持した状態の仮置きヘッド28が、3軸移動機構により、当該電子部品14と対応する電子部品実装位置MPの上方に移動され、その電子部品実装位置MPで、各電極14aを、対応する各電極12aとそれぞれ対向させて、電子部品14を基板12に向かって押し付ける点も同様である。このとき、その電子部品実装位置MPに、既に接着剤塗布ユニット4により接着剤が塗布されている点も同様である。
仮載せ機9が実装ユニット5と異なるのは、仮載せ機9においては、仮置きヘッド28が、電子部品14を接着剤の上から基板12に向かって押し付けるようにして、電子部品14を基板12の上に置くだけの動作しかせず、電極同士を接合する動作をしない点である。このため、仮載せ機9における基板12の1個あたりの処理時間は、実装ユニット5のそれよりも格段に短くなっている。
仮載せ機9の下流に配されたプレス機10は、図8に示すように、それぞれが複数の電子部品14を仮置きされた複数の基板12を載置するためのプレス台30を有している。仮載せ機9で処理された各基板12は、プレス台30の上に順次載置されていく。
プレス機10は、さらに、図9に示すように、各基板12の上に載置された複数の電子部品14を基板12に向かって同時に押圧するためのプレス板32を有している。プレス板32は、基板12毎に独立して設けてもよいし、複数の基板12に対して1つのプレス板32を設けてもよい。
プレス板32およびプレス台30の少なくとも一方には、はんだ22(図9の例では、はんだ粒子22b)および接着剤24を加熱するための加熱手段を含ませることができる。それらの加熱手段により加熱しながら各電子部品14をプレス板32により基板12に向かって押圧する。これにより、図4Cまたは図5Cに示したように、はんだ22が溶融した溶融はんだ22aが、各電極14aと、対応する各電極12aとの間に濡れ拡がるとともに、各電子部品14と基板12とが硬化樹脂24aにより封止される。
その後、上記の各実施形態と同様の条件で各電子部品14の接合領域を一括して徐冷することで、上記の各実施形態と同様の高融点かつ十分な強度のはんだ接合部26により各電極12aに、対応する各電極14aを接合することが可能となる。なお、プレス板32の下面およびプレス台30の上面の少なくとも一方をセラミックにより形成することで、保温性を高めてもよい。
以上により、徐冷のプロセスを複数の基板12に対して一括して実行することで、複数の基板12のそれぞれに複数の電子部品14を接合することが可能となり、生産効率を大幅に向上させることができる。
次に、本発明の実施例を説明する。なお、本発明は、以下の実施例に限定されない。
(実施例1)
接着剤として、エポキシ樹脂、硬化剤、チキソ剤、顔料、カップリング剤を含む樹脂組成物を使用した。それに、Sn−Bi系はんだ(Sn−58Biはんだ)の微粒子(平均粒径:4.8μm、融点:138℃)を20重量%だけ混合することで、はんだ粒子含有接着剤(ペースト)を調製した。
Cu電極を有する試験用基板を用意した。試験用基板の各Cu電極と対応する、それぞれが184個の電極を有する試験用電子部品を用意した。試験用基板の各Cu電極をパナソニック・ファクトリー・ソリューションズ株式会社製のプラズマ処理装置によりプラズマ処理した。その後、電子部品実装位置MPに上記のはんだ粒子含有接着剤を岩下エンジニアリング株式会社製の接着剤塗布ユニットにより適量ずつ塗布した。図1の実装ユニット5と同様の構成の、パナソニック ファクトリーソリューションズ株式会社製の実装機により、試験用電子部品を基板に搭載し、当該部品の各電極と、対応する各基板電極との間に、溶融はんだを形成した後、その溶融はんだを含む接合領域を徐冷した。実装条件は下記の通りである。
実装ヘッドの温度:218℃
実装ヘッドによる荷重:電極1個あたり0.1N
加熱時間:15秒
接合領域が138〜200℃の温度領域に留まっていたと推定される時間(以下、徐冷時間という):20秒
冷却速度:3℃/秒(138〜200℃の温度範囲TRの平均冷却速度)
上記の条件により、1つの試験用基板に10個の電子部品を1つずつ実装した。
(実施例2)
下記の条件が異なること以外は、実施例1と同様にして、10個の試験用電子部品を1つの試験用基板に実装した。
冷却速度:10℃/秒
徐冷時間:6秒
(実施例3)
下記の条件が異なること以外は、実施例1と同様にして、10個の試験用電子部品を1つの試験用基板に実装した。
冷却速度:1℃/秒
徐冷時間:60秒
(実施例4)
10個の試験用電子部品を1つの試験用基板に実施形態3と同様のプロセスで仮置きした。それを6回繰り返すことで、10個の試験用電子部品がそれぞれ仮置きされた6個の試験用基板(部品仮置き基板という)を得た。6個の部品仮置き基板の各試験用電子部品を、実施例1と同じ条件で各試験用基板に実装するように、エヌピーエーシステム株式会社製のプレス機を使用して加圧および加熱のプロセスを実行した後、接合領域を徐冷した。
(比較例1)
下記条件に示すように、接合領域を冷却装置により急冷し、徐冷しなかったこと以外は、実施例1と同様にして、試験用電子部品を試験用基板に実装した。
冷却速度:25℃/秒
接合領域が138〜200℃の温度領域に留まっていたと推定される時間:2.5秒
実施例1〜4、比較例1で作製した電子部品実装基板を260℃で再加熱して、基板の配線抵抗を含む電子部品の接続抵抗値を測定した。初期の接続抵抗値から20%上昇する温度を確認したところ、実施例1〜4の各温度は、それぞれ、197℃、183℃、211℃、195℃であった。これに対して、比較例1の温度は、146℃であった。一方、実施例1〜4のはんだ接合部の1個あたりの強度は、それぞれ、0.51、0.50、0.54、0.50Nであった。これに対して、比較例1のはんだ接合部の1個あたりの強度は、0.49Nであった。
以上の結果によれば、実施例1〜4は、いずれも比較例1よりもはんだ接合部が高融点化していることが分かる。そして、実施例1〜4のはんだ接合部の1個あたりの強度はいずれも望ましい強度(0.10N)を上回っていることが分かる。なお、実施例1〜4の方が、比較例1よりも、若干ではあるが、はんだ接合部の強度がむしろ高くなっている。これは、実施例1〜4では接合領域が徐冷されたために、結果として熱硬化性樹脂の加熱時間が長くなり、これにより、比較例1よりも、樹脂の硬化反応が進んだものと考えられる。その結果、はんだ接合部による接合をより有効に補強し得たものと考えられる。
さらに、実施例4においては、6つの試験用基板の全てに試験用電子部品を実装するのに要した時間が78秒であった。これに対して、実施例1では、6つの試験用基板の全てに試験用電子部品を実装するのに要した時間が393秒であった。この結果から、実施例4によれば、生産効率を格段に向上させ得ることが理解される。