JP5976007B2 - 封止用非反応性ホットメルト接着剤で被覆されたポリオレフィン封止膜の使用 - Google Patents
封止用非反応性ホットメルト接着剤で被覆されたポリオレフィン封止膜の使用 Download PDFInfo
- Publication number
- JP5976007B2 JP5976007B2 JP2013543769A JP2013543769A JP5976007B2 JP 5976007 B2 JP5976007 B2 JP 5976007B2 JP 2013543769 A JP2013543769 A JP 2013543769A JP 2013543769 A JP2013543769 A JP 2013543769A JP 5976007 B2 JP5976007 B2 JP 5976007B2
- Authority
- JP
- Japan
- Prior art keywords
- melt adhesive
- hot melt
- adhesive compound
- reactive hot
- sealing film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000004831 Hot glue Substances 0.000 title claims description 133
- 229920000098 polyolefin Polymers 0.000 title claims description 99
- 238000007789 sealing Methods 0.000 title claims description 96
- 150000001875 compounds Chemical class 0.000 claims description 82
- 238000000034 method Methods 0.000 claims description 43
- 239000012528 membrane Substances 0.000 claims description 39
- 239000000853 adhesive Substances 0.000 claims description 33
- 230000001070 adhesive effect Effects 0.000 claims description 33
- 238000002844 melting Methods 0.000 claims description 23
- 230000008018 melting Effects 0.000 claims description 23
- 238000001816 cooling Methods 0.000 claims description 15
- 229920001577 copolymer Polymers 0.000 claims description 11
- 239000007787 solid Substances 0.000 claims description 10
- 238000010438 heat treatment Methods 0.000 claims description 6
- 229920013639 polyalphaolefin Polymers 0.000 claims description 5
- 238000010030 laminating Methods 0.000 claims description 4
- 239000003822 epoxy resin Substances 0.000 claims description 3
- 238000003475 lamination Methods 0.000 claims description 3
- 239000000155 melt Substances 0.000 claims description 3
- 239000000178 monomer Substances 0.000 claims description 3
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 claims description 3
- 229920000647 polyepoxide Polymers 0.000 claims description 3
- 229920001169 thermoplastic Polymers 0.000 claims description 3
- 239000004416 thermosoftening plastic Substances 0.000 claims description 3
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 2
- 238000010526 radical polymerization reaction Methods 0.000 claims 2
- 239000002759 woven fabric Substances 0.000 claims 1
- 239000000835 fiber Substances 0.000 description 24
- 229940125782 compound 2 Drugs 0.000 description 17
- 239000010410 layer Substances 0.000 description 14
- 229920005989 resin Polymers 0.000 description 9
- 239000011347 resin Substances 0.000 description 9
- 239000000758 substrate Substances 0.000 description 9
- 239000002131 composite material Substances 0.000 description 8
- -1 alkoxysilane groups Chemical group 0.000 description 7
- 229920013640 amorphous poly alpha olefin Polymers 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 239000011248 coating agent Substances 0.000 description 6
- 238000000576 coating method Methods 0.000 description 6
- 239000012530 fluid Substances 0.000 description 6
- 238000010276 construction Methods 0.000 description 5
- 229920000728 polyester Polymers 0.000 description 5
- 239000004711 α-olefin Substances 0.000 description 5
- 239000013032 Hydrocarbon resin Substances 0.000 description 4
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 239000011888 foil Substances 0.000 description 4
- 229920001112 grafted polyolefin Polymers 0.000 description 4
- 229920006270 hydrocarbon resin Polymers 0.000 description 4
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 4
- 239000011976 maleic acid Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 230000001680 brushing effect Effects 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 239000003365 glass fiber Substances 0.000 description 3
- 239000012760 heat stabilizer Substances 0.000 description 3
- 229920001519 homopolymer Polymers 0.000 description 3
- 239000012943 hotmelt Substances 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- 239000004014 plasticizer Substances 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 3
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- ZGEGCLOFRBLKSE-UHFFFAOYSA-N 1-Heptene Chemical compound CCCCCC=C ZGEGCLOFRBLKSE-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 239000012963 UV stabilizer Substances 0.000 description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- IAQRGUVFOMOMEM-UHFFFAOYSA-N but-2-ene Chemical compound CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 2
- 239000004567 concrete Substances 0.000 description 2
- 238000000151 deposition Methods 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 230000007774 longterm Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000010422 painting Methods 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920000582 polyisocyanurate Polymers 0.000 description 2
- 239000011495 polyisocyanurate Substances 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 239000004575 stone Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M acrylate group Chemical group C(C=C)(=O)[O-] NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000002671 adjuvant Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229920003180 amino resin Polymers 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000003139 biocide Substances 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000011449 brick Substances 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 150000001721 carbon Chemical group 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 229940126214 compound 3 Drugs 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 239000002274 desiccant Substances 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- XNMQEEKYCVKGBD-UHFFFAOYSA-N dimethylacetylene Natural products CC#CC XNMQEEKYCVKGBD-UHFFFAOYSA-N 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000010410 dusting Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000000417 fungicide Substances 0.000 description 1
- 239000010438 granite Substances 0.000 description 1
- 238000007757 hot melt coating Methods 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 239000012774 insulation material Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- 150000002605 large molecules Chemical class 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000004579 marble Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- 239000000025 natural resin Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000011505 plaster Substances 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000004584 polyacrylic acid Substances 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000009182 swimming Effects 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- 230000003685 thermal hair damage Effects 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 239000000326 ultraviolet stabilizing agent Substances 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 238000004078 waterproofing Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images


Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04D—ROOF COVERINGS; SKY-LIGHTS; GUTTERS; ROOF-WORKING TOOLS
- E04D5/00—Roof covering by making use of flexible material, e.g. supplied in roll form
- E04D5/06—Roof covering by making use of flexible material, e.g. supplied in roll form by making use of plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/66—Sealings
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/66—Sealings
- E04B1/665—Sheets or foils impervious to water and water vapor
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04D—ROOF COVERINGS; SKY-LIGHTS; GUTTERS; ROOF-WORKING TOOLS
- E04D5/00—Roof covering by making use of flexible material, e.g. supplied in roll form
- E04D5/14—Fastening means therefor
- E04D5/148—Fastening means therefor fastening by gluing
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04D—ROOF COVERINGS; SKY-LIGHTS; GUTTERS; ROOF-WORKING TOOLS
- E04D5/00—Roof covering by making use of flexible material, e.g. supplied in roll form
- E04D5/14—Fastening means therefor
- E04D5/149—Fastening means therefor fastening by welding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Sealing Material Composition (AREA)
Description
しかし、ポリオレフィン封止膜を付着させることは困難である。既存の装置は非常に高価であるため、多くの不都合があった。これまで、特許文献1(国際公開第2009/133093A号)に開示されているように、反応性ホットメルト接着剤をポリオレフィンの付着に使用しており、これまでシラン処理されたグラフトポリ−α−オレフィン系の反応性ホットメルト接着剤が使用されてきた。しかし、これらの接着剤は非常に高価である。
特筆すべきことに、非反応性ホットメルト接着剤化合物は、この問題の解決に場合により適切であることがわかっている。特に、軟質ポリオレフィン膜は非粘着性であり、それゆえ長期間であっても、特にロール状で保存することができるという利点が示されている。必要な場合、これらの膜を、熱を導入した後、冷却することにより、封止する基材と付着させることができ、そうしてその結果、複合体を形成することができる。この方法では、非常に素早く接着結合が生じ、そうしてわずか数分後に、ポリオレフィンストリップとポリオレフィンストリップに付着された基材との間に強い力を伝達することができることが示されている。この迅速な強度の形成は、接着にクランプなどの機械的固定手段を必要としないという点で有利なものである。さらに、本発明に適した非反応性ホットメルト接着剤化合物は、反応性ホットメルト接着剤に比べかなり安価であり、これまでの最先端のポリオレフィンを付着させる技術に使用されてきた。
本明細書に開示された封止膜は容易に作製でき、長期間にわたり保存および出荷でき、かつ非常に簡易な方法で塗布および付着することができる。特に、鋲などの機械的固定手段は、積層および固定に必要としない。これにより、損傷に対する膜の脆弱性を低下させる。結果として、漏出源が非常に小さくなる。
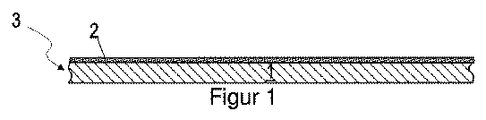
a)軟質ポリオレフィン封止膜を非反応性ホットメルト接着剤化合物で被覆し、25℃で非粘着性である、ホットメルト接着剤被覆のポリオレフィン封止膜を形成し、
b)ホットメルト接着剤被覆のポリオレフィン封止膜を地上または地下の構造物の表面に配置し、
c)非反応性ホットメルト接着剤化合物を部分的に溶融させるため加熱し、
d)非反応性ホットメルト接着剤化合物を冷却し、軟質ポリオレフィン封止膜と構造物の上面との間に接着結合を形成する
ステップを含む。
特に、軟質ポリオレフィン封止膜または封止膜として、建造物を封止する分野のための標準的なポリオレフィン封止膜が、適している。このようなポリオレフィン膜は特に可塑剤を含有する。
軟質ポリオレフィン封止膜は、「FPO」として当業者に知られている軟質ポリオレフィン系である。このような軟質ポリオレフィンは、オレフィン、特にエチレンおよびプロピレンのホモポリマーまたはコポリマーである。封止膜として実際に使用し得るために、これらのポリオレフィンは軟質であることが重要である。剛性のポリオレフィンの使用は、膜を屈曲または逆に屈曲させる間に、例えば、膜を塗布する間、または使用する間に起こる可能性があり、例えば、温度の変動により、または機械的負荷により、例えば、膜上を歩行または運転する間に起こり、これらの膜が破損し、または少なくとも部分的に裂ける可能性があり、そうして封止機能がもはや確保されない状態につながる。さらに、封止箔が建設現場にロール状で運搬される必要があることは、実際にほとんど避けられない。しかし、剛性のポリオレフィンは巻き取ることができない。
特に適切な軟質ポリオレフィン封止膜は、シーカ・サーナフィル社、スイスのサーナフィル(登録商標)TGおよびサーナフィル(登録商標)TS、特にサーナフィル(登録商標)TS77−15、TS77−18およびTS−20の製品ラインおよびシーカプラン(登録商標)WTの製品ラインのものである。
従って、非反応性ホットメルト接着剤化合物は、エポキシ樹脂、特に硬質エポキシ樹脂を含有しない。
本明細書において、「ホットメルト接着剤化合物」は、25℃で固体であり、融点に加熱時に溶融し、従って流体状となる化合物を意味する。このようなホットメルト接着剤化合物を、ホットメルト接着剤化合物の融点以上となる塗布温度にて基材に塗布し、冷却時に再度固体となり、それにより基材とともに接着強度を形成することができる。本発明のホットメルト接着剤化合物は、非反応性ホットメルト接着剤化合物であるため、ホットメルト接着剤化合物が融点に加熱時に再度溶融し、その上で、接着剤付着が再度分解され得る。
クロスオーバー温度は、多くの場合、流れ境界と呼ばれ、DTMA(動的熱機械分析)により測定された、損失弾性率と貯蔵弾性率曲線が交差する温度である。本発明において、DTMAによるクロスオーバー温度の決定には、以下のDTMA測定パラメータを使用する。
デバイス:アントンパールMCR 300 SN 616966
ソフトウェア:US V2.3
スタンプ:25mmプレート(平面)
空隙測定:(サンプル厚)1mm
温度勾配:−1℃/分で200℃〜90℃
振動頻度:1Hz
γ振幅:1%(0.8mradに相当)
このため、非反応性ホットメルト接着剤化合物を溶融温度以上で加熱し、そうして、ホットメルト接着剤化合物が流体状になり、塗布温度にて軟質ポリオレフィン封止膜に塗布される。
ホットメルト接着剤化合物の溶融温度は、可能な場合、少なくとも封止膜を使用する場合に生じる温度以上であるのに、十分に高くするものとする。それゆえ、地下または地上の構造物の封止において、非反応性ホットメルト接着剤化合物の溶融温度は80〜200℃、特に130〜180℃であることが好ましい。
塗布温度は典型的に、溶融したホットメルト接着剤化合物の粘度がホットメルト接着剤を一般に使用する塗布デバイスにより良好な塗布が可能なように選択される。従って、塗布温度は、ブルックフィールド・サーモセルで測定された、粘度が好ましくは1500〜40000mPa・sであるように選択される。高すぎる塗布温度を使用する場合、接着剤または軟質ポリオレフィン封止膜は、許容できない範囲の熱による損傷を生じ得る。それゆえ、塗布温度は200℃以下、好ましくは190℃以下であることが好ましい。
溶融された非反応性ホットメルト接着剤化合物の軟質ポリオレフィン封止膜への塗布は、上記の塗布温度にて好ましくは、絞り出し、ドクターブレード塗布、噴霧、塗装、スタンピング、カレンダー仕上げ、鋳造、ペインティング、はけ塗り、圧延、浸漬または押出しにより行われる。
軟質ポリオレフィン封止膜への溶融された非反応性ホットメルト接着剤化合物の塗布は、予め製造された軟質ポリオレフィン封止膜で必ずしも行う必要はないが、例えば、軟質ポリオレフィンおよび非反応性ホットメルト接着剤化合物を同時に押出すことより軟質ポリオレフィン封止膜を直接製造中に生じることができる。それゆえ、軟質ポリオレフィンおよび非反応性ホットメルト接着剤化合物の同時の押出しは、本発明の意味において「軟質ポリオレフィン封止膜の被覆」として理解することもできる。
非反応性ホットメルト接着剤化合物は全表面に、格子状としてまたは特定のパターンを使用して行うことができる。
室温への急速な冷却を促進するため、塗布された非反応性ホットメルト接着剤化合物を、冷却手段を用いて、例えば冷風を吹き込み、または膜を予冷却もしくは積極的に冷却した冷却器上に膜を積層することにより膜を冷却し、またはこの冷却器と膜を接触させることにより冷却することができる。
好ましい実施形態におけるホットメルト接着剤化合物の好ましい実施形態は、熱可塑性ポリ−α−オレフィン、好ましくはアタクチックのポリ−α−オレフィン(APAO)、すなわち、25°で固体の、非反応性ホットメルト接着剤化合物の量に対して50重量%以上、好ましくは60重量%以上の量を含有するものである。
本明細書において、「ポリ−α−オレフィン」は、α−オレフィンのホモポリマーおよびいくつかの異なるα−オレフィンのコポリマーとしての標準的な定義で理解される。アタクチックのポリ−α−オレフィン(APAO)は他のポリオレフィンと対照に、非晶質構造を有する。好ましくはこれらのアタクチックのポリ−α−オレフィンは90℃以上、特に90℃〜130℃の軟化点を有する。分子量Mnは、特に7000〜25000g/molである。特に好ましいアタクチックのポリ−α−オレフィンは、デグサ製のベストプラスト(登録商標)の商品名で入手可能である。
特に好ましいのは、プロピレン−富化アタクチックのポリ−α−オレフィンおよび部分結晶性プロピレン−エチレン−ブチレンターポリマーである。
エチレン−酢酸ビニルコポリマー(EVA)は、50%以下の酢酸ビニルの割合、特に10〜40%、好ましくは15〜30%の酢酸ビニルの割合のものが好ましいと判明している。
23℃で固体の炭化水素樹脂は、好ましくは100〜140℃、特に110〜130℃の軟化点を有する。23℃で固体の炭化水素樹脂の全割合がホットメルト接着剤化合物に対して最大重量20重量%、特に最大16重量%、好ましくは10〜16重量%である場合、特に有利であることが示されている。
さらに、非反応性ホットメルト接着剤化合物は、他の成分を有することができる。適切な他の成分は、特に、可塑剤、結合剤、紫外線吸収剤、紫外線および熱安定剤、蛍光漂白剤、殺菌剤、顔料、染料、充填剤および乾燥剤を含む群から選択される成分である。
ステップa)において、塗布された非反応性ホットメルト接着剤化合物の量は、典型的に50〜300g/m2、特に100〜200g/m2、好ましくは100〜150g/m2である。非反応性ホットメルト接着剤化合物の被覆厚は好ましくは50〜500ミクロン、特に50〜100ミクロンである。
必要な場合、基材を前処理した後、接着剤または封止材料を塗布することができる。このような前処理には、特に、物理的および/または化学的洗浄方法、例えば、研磨、砂吹き、はけ塗りもしくは同様な方法、または洗浄剤、溶剤での処理あるいは付着剤、付着溶液もしくはプライマーの塗布を含む。
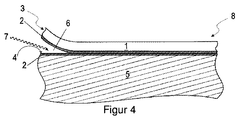
a’)非反応性ホットメルト接着剤化合物2を地下または地上の構造物5の表面4に塗布する。
本明細書において、ステップa’)はステップb)の前に行うことが重要である。
このように、ホットメルト接着剤化合物が部分的に溶融するので、ホットメルト接着剤化合物は少なくとも部分的に流動状であり、それにより構造物の表面の密着した接触が確実に保証される。
接着剤の加熱を特に70〜130℃の接着温度に行う。
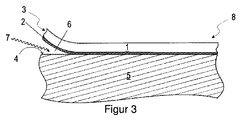
この複合体8は
i)ポリオレフィン封止膜1の層
ii)ホットメルト接着剤化合物2の層
iii)地下または地上の構造物5
を有する。
この場合のホットメルト接着剤化合物2の層は、ポリオレフィン封止膜1の層と地下または地上の構造物5との間に配置させる。
本明細書に示される実施形態において、巻き取りはシリコン処理した剥離紙を使用せず行うが、巻き取り時に接着剤を塗布し、次いでロールの個々の層が互いに粘着することを防止する。
第1の実施形態を図3に示す。本明細書において、ステップb)では、ホットメルト接着剤被覆のポリオレフィン封止膜3を地下または地上の構造物5の表面4に塗布する。膜に粘着性がないため、表面4上で可動することができ、従って、例えば、膜の最終的な位置付けを可能とする。膜の重量のため、膜は特定の慣性を有しており、特に、例えば滑りまたは風の影響により望ましくない可動を大いに防止する。さらに、図3はステップc)の変形例を示す。本明細書において、ステップc)の熱の導入は、ステップb)のホットメルト接着剤被覆のポリオレフィン封止膜3を積層することにより、ホットメルト接着剤被覆のポリオレフィン封止膜3と構造物5の表面4との間の積層ステップ中に形成される空隙6に行う。熱のため、接着はホットメルト接着剤化合物2の溶融により生じる。それにより、ホットメルト接着剤化合物は、軟化またはわずかに粘着性となり、構造物の表面4を接触させることができる。次のステップd)において、ホットメルト接着剤化合物2を再度冷却し、その上に、接着結合が、軟質ポリオレフィン封止膜1と構造物5の表面の間に生じ、結果として、被覆した複合体8が形成される。この被覆した複合体8は、ポリオレフィン封止膜1の層、ホットメルト接着剤化合物2の層および地下または地上の構造物5を有する。ホットメルト接着剤化合物2の層は、この場合、ポリオレフィン封止膜1の層と地下または地上の構造物5との間に配置される。
粉末チョークをまぶすことにより決定した、このように製造された接着剤被覆の軟質ポリオレフィン膜は23℃で非粘着性であった。箔を縦に配置すると、粉末チョークは全て接着剤の表面から落ちたので、チョークは表面にもはや見つけることができないように見えた。
シーカメルト(登録商標)−9171は、DIN EN 1238に従った環球法により測定された160℃の軟化点および上記方法に従いDTMAにより決定された109℃のクロスオーバー温度を有する。

2 非反応性ホットメルト接着剤化合物
3 ホットメルト被覆のポリオレフィン封止膜
4 表面
4’ ホットメルト接着剤2で被覆した表面
5 地下または地上の構造物
6 空隙
7 熱源
8 複合体
9 ロール
10 アプリケーター
11 冷却手段
Claims (18)
- a)軟質ポリオレフィン封止膜(1)を非反応性ホットメルト接着剤化合物(2)で被覆し、25℃で非粘着性であるホットメルト接着剤被覆のポリオレフィン封止膜(3)を形成し、
b)地上または地下の構造物(5)の表面(4)に前記ホットメルト接着剤被覆のポリオレフィン封止膜(3)を積層し、
c)前記非反応性ホットメルト接着剤化合物(2)を部分的に溶融するよう加熱し、
d)前記非反応性ホットメルト接着剤化合物(2)を冷却し、軟質ポリオレフィン封止膜(1)と前記構造物(5)の表面との間に接着結合を形成する
ステップを含み、前記非反応性ホットメルト接着剤化合物がエポキシ樹脂を含有しないことを特徴とする、地下または地上の構造物を封止する方法。 - 前記非反応性ホットメルト接着剤化合物が前記非反応性ホットメルト接着剤化合物の量に対して50重量%以上の量の25℃で固体の熱可塑性ポリ−α−オレフィンであることを特徴とする、請求項1に記載の方法。
- 前記非反応性ホットメルト接着剤化合物が前記非反応性ホットメルト接着剤化合物の量に対して60重量%以上の量の前記ポリ−α−オレフィンであることを特徴とする請求項2に記載の方法。
- 前記熱可塑性ポリ−α−オレフィンがアタクチックポリ−α−オレフィン(APAO)であることを特徴とする請求項2又は請求項3に記載の方法。
- 前記非反応性ホットメルト接着剤化合物が25℃で固体のコポリマーを含有し、前記コポリマーが前記非反応性ホットメルト接着剤化合物の量に対して50重量%以上の量であり、前記コポリマーが少なくとも1つの不飽和C=C二重結合を有する少なくとも2つのモノマーのフリーラジカル重合により得られることを特徴とする、請求項1に記載の方法。
- 前記コポリマーが前記非反応性ホットメルト接着剤化合物の量に対して60重量%以上の量であることを特徴とする、請求項5に記載の方法。
- 前記コポリマーが1つの不飽和C=C二重結合を有する少なくとも2つのモノマーのフリーラジカル重合により得られることを特徴とする、請求項5又は請求項6に記載の方法。
- 前記コポリマーがエチレン−酢酸ビニルコポリマーであることを特徴とする、請求項5〜7の1つに記載の方法。
- 前記非反応性ホットメルト接着剤化合物が80〜200℃の融点を有することを特徴と
する、請求項1〜8の1つに記載の方法。 - 前記非反応性ホットメルト接着剤化合物が130〜180℃の融点を有することを特徴とする、請求項9に記載の方法。
- ステップa)の前記非反応性ホットメルト接着剤化合物(2)が50〜300g/m2塗布されることを特徴とする、請求項1〜10の1つに記載の方法。
- ステップa)の前記非反応性ホットメルト接着剤化合物(2)が100〜200g/m2塗布されることを特徴とする、請求項11に記載の方法。
- 前記地下または地上の構造物(5)の表面(4)が追加のステップa’)、
a’)非反応性ホットメルト接着剤化合物(2)を前記地下または地上の構造物(5)の表面(4)に塗布する
ことにより得られ、ステップa’)はステップb)の前に行う、ホットメルト接着剤(4’)で被覆された表面であることを特徴とする、請求項1〜12の1つに記載の方法。 - ステップc)の熱の導入が、ステップb)のホットメルト接着剤被覆のポリオレフィン封止膜(3)の積層中に、前記ホットメルト接着剤被覆のポリオレフィン封止膜(3)の非反応性ホットメルト接着剤化合物(2)と前記構造物(5)の表面(4)との間に形成される空隙(6)に行われることを特徴とする、請求項1〜13の1つに記載の方法。
- 前記ステップc)の熱の導入が前記ホットメルト接着剤化合物(2)と反対側の前記ポリオレフィン封止膜(1)に行われ、前記ポリオレフィン封止膜(1)を通り、前記ホットメルト接着剤化合物(2)へ移動することを特徴とする、請求項1〜14の1つに記載の方法。
- 前記ステップc)の熱の導入が前記ホットメルト接着剤化合物の温度がクロスオーバー温度以上で且つ前記ホットメルト接着剤化合物(2)の融点よりも30℃以上低い温度で行われることを特徴とする、請求項1〜15の1つに記載の方法。
- 前記ステップc)の熱の導入が前記ホットメルト接着剤化合物の温度がクロスオーバー温度以上で且つ前記ホットメルト接着剤化合物(2)の融点よりも40℃以上低い温度で行われることを特徴とする、請求項16に記載の方法。
- 前記軟質ポリオレフィン封止膜(1)が織物で補強されることを特徴とする、請求項1〜17の1つに記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10195793A EP2466030A1 (de) | 2010-12-17 | 2010-12-17 | Verwendung nicht-reaktiven Heissschmelzklebstoff-beschichteter Polyolefin- Abdichtungsfolien zum Abdichten |
| EP10195793.4 | 2010-12-17 | ||
| PCT/EP2011/072793 WO2012080353A1 (de) | 2010-12-17 | 2011-12-14 | Verwendung nicht-reaktiven heissschmelzklebstoff-beschichteter polyolefin-abdichtungsfolien zum abdichten |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014504320A JP2014504320A (ja) | 2014-02-20 |
| JP2014504320A5 JP2014504320A5 (ja) | 2014-10-30 |
| JP5976007B2 true JP5976007B2 (ja) | 2016-08-23 |
Family
ID=43983760
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013543769A Expired - Fee Related JP5976007B2 (ja) | 2010-12-17 | 2011-12-14 | 封止用非反応性ホットメルト接着剤で被覆されたポリオレフィン封止膜の使用 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US8858743B2 (ja) |
| EP (2) | EP2466030A1 (ja) |
| JP (1) | JP5976007B2 (ja) |
| CN (1) | CN103249900B (ja) |
| BR (1) | BR112013011062A2 (ja) |
| RU (1) | RU2593845C2 (ja) |
| WO (1) | WO2012080353A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2662213A1 (de) * | 2012-05-07 | 2013-11-13 | Sika Technology AG | Abdichtungsvorrichtung mit verbesserter Haftung |
| CZ24504U1 (cs) * | 2012-08-02 | 2012-11-05 | Knaher Plastics S.R.O. | Kompozitní plošný materiál s nakašírovanou plastovou fólií |
| JP2016510094A (ja) * | 2013-03-12 | 2016-04-04 | シーカ・テクノロジー・アーゲー | 熱可塑性密封層を備えるタビングを作製する方法 |
| WO2019101761A1 (en) * | 2017-11-22 | 2019-05-31 | Dsm Ip Assets B.V. | Method for producing and recycling an object consisting of a panel durably provided with a surface covering |
| EP3715105B1 (en) * | 2019-03-27 | 2023-04-05 | Albéa Services | Laminated material for forming a flexible container and flexible tube skirt comprising said laminated material |
| EP3756866A1 (de) * | 2019-06-26 | 2020-12-30 | Optiplan GmbH | Faserverstärkter, thermoplastischer verbundwerkstoff, verfahren zur herstellung eines verbundwerkstoffs und entsprechende verwendungen |
| US11913233B2 (en) * | 2022-01-19 | 2024-02-27 | Johns Manville | Adhering single ply membrane to a roof deck with a hot melt or pressure sensitive adhesive applied to a release liner or transfer film |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2036123A (en) | 1935-06-22 | 1936-03-31 | William J Tompkins | Dampproof structure and method of constructing same |
| JPS5063083A (ja) * | 1973-10-05 | 1975-05-29 | ||
| JPS5063082A (ja) * | 1973-10-06 | 1975-05-29 | ||
| CH679761A5 (ja) * | 1989-10-02 | 1992-04-15 | Sarna Patent & Lizenz Ag | |
| JP2960836B2 (ja) * | 1993-07-07 | 1999-10-12 | 大倉工業株式会社 | 断熱材の表面被覆用フィルム |
| US5479753A (en) | 1994-08-31 | 1996-01-02 | Williams; Charles T. | Process for sealing a sloped metal roof |
| JPH0972198A (ja) * | 1995-09-01 | 1997-03-18 | Fujita Corp | トンネル構築方法 |
| JP2950779B2 (ja) * | 1996-08-05 | 1999-09-20 | 倉敷紡績株式会社 | コンクリート型枠用パネル |
| CN1075103C (zh) * | 1998-09-21 | 2001-11-21 | 深圳市奥博胶粘剂化工有限公司 | 一种聚氨酯粘接剂/密封胶组合物及其制备方法 |
| JP2001026915A (ja) * | 1999-05-07 | 2001-01-30 | Sekisui Chem Co Ltd | 道路面表示材及び道路面表示材の道路面への貼付方法 |
| ATE247223T1 (de) * | 1999-07-06 | 2003-08-15 | Tecton Holding Ag | Vorrichtung zum verlegen von dichtungsfolien mittels klebstoff an wandungen von bauwerken |
| US20040115318A1 (en) * | 2001-11-07 | 2004-06-17 | Annegret Janssen | Food packaging laminates |
| US6679018B2 (en) * | 2002-02-01 | 2004-01-20 | Chem Link, Inc. | Roofing system and method |
| CN100588663C (zh) * | 2002-10-15 | 2010-02-10 | 埃克森美孚化学专利公司 | 用于烯烃聚合的多催化剂体系和由其生产的聚合物 |
| CA2413550C (en) | 2002-12-03 | 2009-01-20 | Bakor Inc. | Self-adhering vapor permeable air and moisture barrier membrane |
| EP1728807A1 (de) * | 2005-05-31 | 2006-12-06 | Sika Technology AG | Wasserenthaltender zweikomponentiger Heissschmelzklebstoff |
| JP2007176996A (ja) * | 2005-12-27 | 2007-07-12 | Sekisui Chem Co Ltd | 止水シール材 |
| US8327594B2 (en) | 2007-03-05 | 2012-12-11 | Alpha Systems, Inc. | Recreational vehicle roofing system |
| WO2008127578A2 (en) | 2007-04-13 | 2008-10-23 | The University Of Maine System Board Of Trustees | Fire resistant fibrous composite articles |
| EP2075297B1 (de) * | 2007-12-04 | 2010-02-24 | Sika Technology AG | Heissschmelzklebstoff mit guter Haftung auf Polyolefinen |
| DE102007060533A1 (de) * | 2007-12-13 | 2009-06-18 | Henkel Ag & Co. Kgaa | Coextrudierbarer Schmelzklebstoff |
| EP2113545A1 (de) * | 2008-04-28 | 2009-11-04 | Sika Technology AG | Heissschmelzklebstoffe mit verlängerter Offenzeit |
| ATE492577T1 (de) | 2008-07-14 | 2011-01-15 | Sika Technology Ag | Amorphes polyurethanpolymer und dessen verwendung in heissschmelzklebstoffen |
| US20100307087A1 (en) | 2009-06-08 | 2010-12-09 | Oliver Zoellner | Self adhering roofing membrane with an attached roofing underlayment |
-
2010
- 2010-12-17 EP EP10195793A patent/EP2466030A1/de not_active Withdrawn
-
2011
- 2011-12-14 RU RU2013117938/03A patent/RU2593845C2/ru not_active IP Right Cessation
- 2011-12-14 US US13/882,650 patent/US8858743B2/en not_active Expired - Fee Related
- 2011-12-14 BR BR112013011062A patent/BR112013011062A2/pt not_active IP Right Cessation
- 2011-12-14 WO PCT/EP2011/072793 patent/WO2012080353A1/de active Application Filing
- 2011-12-14 CN CN201180058492.4A patent/CN103249900B/zh not_active Expired - Fee Related
- 2011-12-14 EP EP11799670.2A patent/EP2652224B1/de not_active Not-in-force
- 2011-12-14 JP JP2013543769A patent/JP5976007B2/ja not_active Expired - Fee Related
-
2013
- 2013-08-22 US US13/973,366 patent/US9157238B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN103249900B (zh) | 2016-06-29 |
| JP2014504320A (ja) | 2014-02-20 |
| EP2652224A1 (de) | 2013-10-23 |
| RU2013117938A (ru) | 2015-01-27 |
| EP2466030A1 (de) | 2012-06-20 |
| CN103249900A (zh) | 2013-08-14 |
| US20130212967A1 (en) | 2013-08-22 |
| US20130340368A1 (en) | 2013-12-26 |
| WO2012080353A1 (de) | 2012-06-21 |
| BR112013011062A2 (pt) | 2016-08-23 |
| US8858743B2 (en) | 2014-10-14 |
| RU2593845C2 (ru) | 2016-08-10 |
| EP2652224B1 (de) | 2017-10-11 |
| US9157238B2 (en) | 2015-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5976007B2 (ja) | 封止用非反応性ホットメルト接着剤で被覆されたポリオレフィン封止膜の使用 | |
| US11459761B2 (en) | Roofing membrane with a functional layer | |
| JP6074007B2 (ja) | 可塑剤の移動に対するバリアを有するシーリング・メンブレン | |
| US8778131B2 (en) | Use of dispersion adhesive-coated polyvinyl chloride sealing films for producing a seal | |
| US9650549B2 (en) | Sealing device with improved adhesion | |
| TW201124496A (en) | Adhesive assembly tape for interior finishing | |
| ES2720823T3 (es) | Adhesivo termofusible con estabilidad frente a UV y la temperatura mejorada y uso para la fabricación de una banda de material sintético multicapa | |
| JP7181679B2 (ja) | セメント硬化体構造物の剥落防止施工法およびセメント硬化体構造物の剥落防止構造 | |
| US20180037779A1 (en) | Hotmelt adhesive with enhanced uv stability and use for producing a multilayer polymeric sheet | |
| JP6213600B2 (ja) | 物品の製造方法および接着シート | |
| JP2014504320A5 (ja) | ||
| CA2446132C (en) | Primer/membrane barrier system | |
| JP2018514613A5 (ja) | ||
| JP7173193B2 (ja) | 物品の製造方法および重ね貼り装置 | |
| JP6957950B2 (ja) | 接着剤セットおよび物品の製造方法 | |
| JPS6389768A (ja) | 複合防水工法 | |
| EP4008546B1 (en) | A method for waterproofing of tunnel structures | |
| JP2016511342A (ja) | 熱可塑性密封層を有するタビングの製造方法 | |
| JP2008214977A (ja) | コンクリート面の隙間の被覆方法 | |
| JPH10138422A (ja) | 防水構造シート材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20140901 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150812 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150914 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151214 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160517 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20160524 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160620 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160719 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5976007 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |