JP5928186B2 - テーパプレート圧延方法、テーパプレートの製造方法 - Google Patents
テーパプレート圧延方法、テーパプレートの製造方法 Download PDFInfo
- Publication number
- JP5928186B2 JP5928186B2 JP2012138797A JP2012138797A JP5928186B2 JP 5928186 B2 JP5928186 B2 JP 5928186B2 JP 2012138797 A JP2012138797 A JP 2012138797A JP 2012138797 A JP2012138797 A JP 2012138797A JP 5928186 B2 JP5928186 B2 JP 5928186B2
- Authority
- JP
- Japan
- Prior art keywords
- parallel
- rolling
- pass
- length
- taper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Metal Rolling (AREA)
- Control Of Metal Rolling (AREA)
Description
本発明の課題は、歩留まりを向上させ、製品の形状不良、及び圧延機の劣化を抑制することである。
本発明の一態様に係るテーパプレート圧延方法では、補正の際には、i+1パス目の圧延時に、平行薄部から噛み込む場合には、差分の80%以上に相当する量だけ、i+1パス目となる圧延時のパススケジュール上で予定長さを補正し、i+1パス目の圧延時に、平行厚部から噛み込む場合には、差分の70%以下に相当する量だけ、i+1パス目となる圧延時のパススケジュール上で予定長さを補正することを特徴とする。
また、本発明の一態様に係るテーパプレートの製造方法では、上述のテーパプレート圧延方法により鋼を熱間圧延することを特徴とする。
図1は、リバース圧延設備の概略構成図である。
リバース圧延設備は、鋼板Sを圧延する圧延機10と、この圧延機10の圧下量を調整する油圧シリンダ12と、この油圧シリンダ12に油圧ポンプ14からのオイル導入量を調整するサーボ弁16と、このサーボ弁16を圧下スケジュールに従って駆動制御する制御装置18と、を備えている。
圧延設備では、圧下スケジュールに従ってロール開度を制御しながら、鋼板Sを往復させて複数のパスをかけることで、長手方向に連続的に板厚を変化させたテーパプレートを製造する。
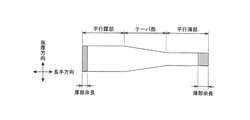
ここでは、等厚部付き一方向のテーパプレートを例に説明する。
テーパプレートには、長手方向の一端から他端にかけて板厚が均一となる平行厚部と、この平行厚部に連続して設けられ長手方向の一端から他端にかけて板厚が減少するテーパ部と、このテーパ部に連続して設けられ長手方向の一端から他端にかけて板厚が均一で且つ平行厚部よりも薄い平行薄部と、が形成される。なお、平行厚部の一端側、及び平行薄部の他端側は、夫々、圧延後に最終的な製品寸法で切断され、その切捨て長さを余長と称す。
ここで、テーパプレートの圧延手順について説明する。
先ず、スラブの実重量に基づいて、平行厚部の厚部余長と平行薄部の薄部余長とを均等に配分し、パススケジュールの計算を行い、iパス目の圧延を行う。平行厚部及び平行薄部のうち、iパス目の圧延時の噛み抜け側を計測対象平行部とする。
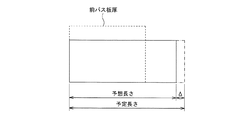
図3は、予想長さと予定長さとの差分Δについて説明した図である。
iパス目の圧延精度によっては、予想長さと、パススケジュール上の予定長さとの間に差分Δが生じるので、これを計算する。
具体的には、次パス目において、平行厚部から噛み込む場合と、平行薄部から噛み込む場合とでα値を変更する。
先ず、平行薄部から噛み込む場合は、α値を100%近く、具体的には80%以上、好ましくは90%以上に設定する。一方、平行厚部から噛み込む場合は、平行薄部から噛み込む場合よりもα値を小さく、具体的には70%以下、好ましくは60%以下に設定する。
こうして、差分Δのα%分だけ次パス目のパススケジュールにおける予定長さを補正してから、次パス目以降の圧延を行い、ラストパスは、平行厚部側から噛み込む。
平行薄部から噛み込む場合、圧延誤差により、パススケジュール上の平行薄部よりも実績平行薄部長が短いことがある。
このような場合、テーパ部開始点の位置ずれが、予期せぬ圧延荷重の増大を招き、製品不良や設備トラブルを発生させる虞がある。
平行薄部から噛み込む際に、実際のテーパ部開始点がパススケジュール上の位置よりも手前にあると、ロール圧下点が実際のテーパ部に移行したときに、ロール開度が不足していることで、製品の形状不良や、荷重の跳ね上がりによる圧延機10の故障を招いてしまう。
そこで、本実施形態では、i+1パス目の圧延によって生じると予想される予想長さを算出し、この予想長さと、パススケジュール上の予定長さとの差分Δだけ、次パス目のパススケジュールにおける予定長さを補正する。その補正の際に、平行厚部から噛み込む場合と、平行薄部から噛み込む場合とで補正量を変更する。すなわち、差分Δのα%分を補正量として設定し、例えば平行薄部から噛み込む場合は、平行厚部から噛み込む場合よりもα値を大きく設定する。
このように、平行薄部から噛み込む場合に、差分Δに近い補正量だけ次パス目のパススケジュールにおける予定長さを補正することで、上記のような製品の形状不良、圧延機10の故障、圧延の中止などを抑制することができる。したがって、歩留まりを向上させることができる。
また、ラストパスでは平行厚部から噛み込むように設定することで、平行厚部長を確実に確保することができる。これにより、製品重量に対するスラブの余剰重量分の余長は、主に平行薄部で発生する。そのため、平行厚部、平行薄部の夫々に均等に発生していた余長が薄部に寄る(集中する)ので、平行厚部よりも相対的に平行薄部の余長が長くなる。したがって、その分だけスラブ重量設計時点で削減することで、歩留まりを向上させることができる。
また、上記のテーパプレート圧延方法を採用した熱間圧延によってテーパプレートを製造することにより、テーパプレート製造に当たり、従来に比べて歩留まりを向上させつつ、製品の形状不良や圧延機の劣化を抑制することができる。
12 油圧シリンダ
14 油圧ポンプ
16 サーボ弁
18 制御装置
Claims (4)
- 複数パスのリバース圧延により、長手方向に沿って板厚が均一となる平行厚部と、前記平行厚部に連続して板厚が減少するテーパ部と、前記テーパ部に連続して板厚が均一で且つ前記平行厚部よりも薄い平行薄部と、を有する鋼板を成形するテーパプレート圧延方法であって、
iパス目の圧延時に、前記平行厚部及び前記平行薄部のうち、噛み抜け側を計測対象平行部とし、
iパス目の圧延後に、前記計測対象平行部における側断面積を算出し、前記側断面積を、i+1パス目における前記計測対象平行部の目標板厚で除算することにより、i+1パス目の圧延によって生じると予想される前記計測対象平行部の長手方向長さを予想長さとして算出し、算出した前記予想長さと、i+1パス目の圧延前にパススケジュール上で予定していた前記計測対象平行部の長手方向長さである予定長さとの差分を算出し、
i+1パス目となる圧延時のパススケジュール上で、前記テーパ部の開始点を定めるための前記予定長さを、前記差分に応じて補正してからi+1パス目の圧延を行い、
前記補正の際には、
前記予想長さが前記予定長さよりも短かったときには、前記予定長さを短くし、
前記予想長さが前記予定長さよりも長かったときには、前記予定長さを長くし、
i+1パス目の圧延時に、前記平行薄部から噛み込む場合は、前記平行厚部から噛み込む場合よりも前記補正量を大きくすることを特徴とするテーパプレート圧延方法。 - ラストパスでは、前記平行厚部から噛み込むことを特徴とする請求項1に記載のテーパプレート圧延方法。
- 前記補正の際には、
i+1パス目の圧延時に、前記平行薄部から噛み込む場合には、前記差分の80%以上に相当する量だけ、i+1パス目となる圧延時のパススケジュール上で前記予定長さを補正し、
i+1パス目の圧延時に、前記平行厚部から噛み込む場合には、前記差分の70%以下に相当する量だけ、i+1パス目となる圧延時のパススケジュール上で前記予定長さを補正することを特徴とする請求項1又は2に記載のテーパプレート圧延方法。 - 請求項1〜3の何れか一項に記載のテーパプレート圧延方法により鋼を熱間圧延することを特徴とするテーパプレートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012138797A JP5928186B2 (ja) | 2012-06-20 | 2012-06-20 | テーパプレート圧延方法、テーパプレートの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012138797A JP5928186B2 (ja) | 2012-06-20 | 2012-06-20 | テーパプレート圧延方法、テーパプレートの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014000592A JP2014000592A (ja) | 2014-01-09 |
| JP5928186B2 true JP5928186B2 (ja) | 2016-06-01 |
Family
ID=50034276
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012138797A Active JP5928186B2 (ja) | 2012-06-20 | 2012-06-20 | テーパプレート圧延方法、テーパプレートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5928186B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6172015B2 (ja) * | 2014-03-26 | 2017-08-02 | Jfeスチール株式会社 | テーパ鋼板の圧延方法 |
| JP6428660B2 (ja) * | 2016-01-22 | 2018-11-28 | Jfeスチール株式会社 | 異型鋼板の圧延方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3045043B2 (ja) * | 1995-06-08 | 2000-05-22 | 住友金属工業株式会社 | テーパプレートの板厚制御方法 |
| JP3045070B2 (ja) * | 1996-03-26 | 2000-05-22 | 住友金属工業株式会社 | テーパプレートの製造方法 |
| JP2006272386A (ja) * | 2005-03-29 | 2006-10-12 | Jfe Steel Kk | 異形鋼板の板厚制御方法 |
-
2012
- 2012-06-20 JP JP2012138797A patent/JP5928186B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014000592A (ja) | 2014-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6075178B2 (ja) | 板厚制御方法および板厚制御装置 | |
| JP5928186B2 (ja) | テーパプレート圧延方法、テーパプレートの製造方法 | |
| CN103934279A (zh) | 板坯头尾宽度的动态短行程控制方法 | |
| US12103059B2 (en) | Continuous rolling system | |
| JP2003039107A (ja) | 非対称形鋼圧延時の圧延ロールおよびガイドの最適位置設定・制御方法および装置 | |
| JP6416675B2 (ja) | 圧延機における圧延制御方法 | |
| JP6385847B2 (ja) | 圧延機の板厚制御方法 | |
| JP5459599B2 (ja) | 熱延板の製造方法 | |
| JP6743835B2 (ja) | 形鋼の圧延方法及び形鋼の圧延におけるレベリング量の調整方法 | |
| JP2018126779A (ja) | 連続圧延機の負荷配分制御方法、及び、連続圧延機の負荷配分制御装置 | |
| JP4700444B2 (ja) | 圧延機の走間板厚変更時の板厚制御方法 | |
| JP3045070B2 (ja) | テーパプレートの製造方法 | |
| JP6172015B2 (ja) | テーパ鋼板の圧延方法 | |
| JP7323799B2 (ja) | 熱間圧延鋼板の製造方法及び圧延機 | |
| JP2006051512A (ja) | 熱間圧延における被圧延材幅の制御方法及び熱延金属板の製造方法 | |
| JP5966454B2 (ja) | 厚板鋼板の採寸制御方法および厚板鋼板の採寸制御装置 | |
| KR101758506B1 (ko) | 이폭 용접부를 포함하는 강판의 압연 장치 및 방법 | |
| JP5617307B2 (ja) | 鋼板の圧延方法及びパススケジュール算出方法 | |
| KR101585804B1 (ko) | 냉간 압연 강판의 형상 제어 장치 및 방법 | |
| JP7841389B2 (ja) | 冷間圧延方法及び冷間圧延設備 | |
| JP6172110B2 (ja) | 熱延鋼板の圧延方法 | |
| JP5877770B2 (ja) | 圧延パススケジュールの決定方法 | |
| JP6036446B2 (ja) | テーパ鋼板の製造方法 | |
| JP3211710B2 (ja) | 形鋼の製造方法 | |
| JP4683376B2 (ja) | リバース圧延機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150223 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160304 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160329 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160411 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5928186 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |