JP5890559B2 - ガラス基板の製造方法 - Google Patents
ガラス基板の製造方法 Download PDFInfo
- Publication number
- JP5890559B2 JP5890559B2 JP2015084443A JP2015084443A JP5890559B2 JP 5890559 B2 JP5890559 B2 JP 5890559B2 JP 2015084443 A JP2015084443 A JP 2015084443A JP 2015084443 A JP2015084443 A JP 2015084443A JP 5890559 B2 JP5890559 B2 JP 5890559B2
- Authority
- JP
- Japan
- Prior art keywords
- glass
- electrode body
- glass substrate
- electrode
- tin oxide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000011521 glass Substances 0.000 title claims description 115
- 239000000758 substrate Substances 0.000 title claims description 65
- 238000004519 manufacturing process Methods 0.000 title claims description 17
- 239000006060 molten glass Substances 0.000 claims description 61
- 230000003628 erosive effect Effects 0.000 claims description 58
- 238000004090 dissolution Methods 0.000 claims description 42
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 claims description 40
- 229910001887 tin oxide Inorganic materials 0.000 claims description 40
- 238000002844 melting Methods 0.000 claims description 31
- 230000008018 melting Effects 0.000 claims description 31
- 239000002994 raw material Substances 0.000 claims description 30
- 238000010828 elution Methods 0.000 claims description 12
- 230000000994 depressogenic effect Effects 0.000 claims 1
- 238000000034 method Methods 0.000 description 25
- 238000001816 cooling Methods 0.000 description 23
- 239000003513 alkali Substances 0.000 description 9
- 239000000843 powder Substances 0.000 description 9
- 238000005520 cutting process Methods 0.000 description 8
- 238000005352 clarification Methods 0.000 description 7
- 239000006063 cullet Substances 0.000 description 7
- 239000000203 mixture Substances 0.000 description 7
- 239000007788 liquid Substances 0.000 description 6
- 238000000465 moulding Methods 0.000 description 6
- 238000003825 pressing Methods 0.000 description 6
- 229910006404 SnO 2 Inorganic materials 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 239000011449 brick Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 239000011733 molybdenum Substances 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- 238000010583 slow cooling Methods 0.000 description 3
- 229910052783 alkali metal Inorganic materials 0.000 description 2
- 150000001340 alkali metals Chemical class 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 239000005357 flat glass Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910021193 La 2 O 3 Inorganic materials 0.000 description 1
- 229910000629 Rh alloy Inorganic materials 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 206010040925 Skin striae Diseases 0.000 description 1
- 229910010413 TiO 2 Inorganic materials 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000008395 clarifying agent Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000000567 combustion gas Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000006025 fining agent Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 239000003779 heat-resistant material Substances 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 231100001231 less toxic Toxicity 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229910000476 molybdenum oxide Inorganic materials 0.000 description 1
- 238000007500 overflow downdraw method Methods 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- PXXKQOPKNFECSZ-UHFFFAOYSA-N platinum rhodium Chemical compound [Rh].[Pt] PXXKQOPKNFECSZ-UHFFFAOYSA-N 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/18—Stirring devices; Homogenisation
- C03B5/183—Stirring devices; Homogenisation using thermal means, e.g. for creating convection currents
- C03B5/185—Electric means
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/42—Details of construction of furnace walls, e.g. to prevent corrosion; Use of materials for furnace walls
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Geochemistry & Mineralogy (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Glass Melting And Manufacturing (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Electrochemistry (AREA)
- Glass Compositions (AREA)
Description
酸化錫やモリブデンを用いた電極は、溶融ガラスと接触した先端の部分が浸食によって減耗し、経時的に短小化してしまう。浸食により電極の先端の位置が所定の位置よりも後退すると、溶解槽の壁により多くの電流が流れて、溶解槽の壁が浸食されるおそれがある。そのため、電極が浸食されてその先端の位置が所定の位置よりも後退したら、電極の先端が所定の位置になるように、電極を溶解槽の内側へ向けて押し込む必要がある(特許文献2)。
そこで、本発明は、操業中に溶解槽の電極が浸食された長さを正確に推定し、操業期間を延長することができるガラス基板の製造方法を提供することを目的とする。
上記態様のガラス基板の製造方法は、前記浸食長さを、前記ガラス基板が製造された時間で除して、前記電極の浸食速度を求める工程を有してもよい。
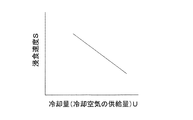
また、上記態様のガラス基板の製造方法は、前記溶融ガラスを通電加熱する工程は、前記電極の冷却量を調節可能な冷却装置を用いて前記電極を冷却する工程を有し、前記電極を冷却する工程において、前記浸食速度と前記冷却量との相関を求め、その相関に基づいて、前記浸食速度を低下させるように、前記冷却量を調節してもよい。
ガラス基板の製造方法は、溶解工程(ST1)と、清澄工程(ST2)と、均質化工程(ST3)と、供給工程(ST4)と、成形工程(ST5)と、徐冷工程(ST6)と、切断工程(ST7)と、を主に有する。この他に、研削工程、研磨工程、洗浄工程、検査工程、梱包工程等を有し、梱包工程で積層された複数のガラス板は、納入先の業者に搬送される。
清澄工程(ST2)は、清澄槽202において行われる。清澄槽202内の溶融ガラスMGが加熱されることにより、溶融ガラスMG中に含まれるO2等の気泡は、清澄剤の還元反応により生成される酸素を吸収して成長し、液面に浮上して放出される。あるいは、気泡中の酸素等のガス成分が、清澄剤の酸化反応のために溶融ガラス中に吸収されて、気泡が消滅する。
均質化工程(ST3)では、第1配管204を通って供給された攪拌槽203内の溶融ガラスMGがスターラを用いて攪拌されることにより、ガラス成分の均質化が行われる。
供給工程(ST4)では、第2配管205を通して溶融ガラスMGが成形装置300に供給される。
成形工程(ST5)では、溶融ガラスMGがシート状ガラスに成形され、シート状ガラスの流れが作られる。本実施形態では、オーバーフローダウンドロー法を用いる。徐冷工程(ST6)では、成形されて流れるシート状ガラスが所望の厚さになり、内部歪が生じないように、さらに、熱収縮率が大きくならないように、冷却される。
切断工程(ST7)では、切断装置400において、成形装置300から供給されたシート状ガラスを所定の長さに切断することで、ガラス基板が得られる。切断されたガラス基板は、さらに所定のサイズに切断され、目標サイズのガラス基板が作られる。この後、ガラス基板は、端面の研削および研磨がされ、洗浄が行われ、さらに気泡や脈理等の異常欠陥の有無が検査され、検査合格品のガラス基板が最終製品として梱包される。
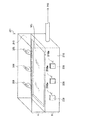
溶解槽201は、耐火レンガである耐火物部材により構成された壁210を有する。溶解槽201は、壁210で囲まれた内部空間を有する。溶解槽201の内部空間は、上記空間に投入されたガラス原料が溶解してできた溶融ガラスMGを加熱しながら収容する液槽Bと、溶融ガラスMGの上層に形成され、ガラス原料が投入される、気相である上部空間Aとを有する。
上部空間Aの壁210には、燃料と酸素等を混合した燃焼ガスが燃焼して火炎を発するバーナー206が設けられる。バーナー206は火炎によって上部空間Aの耐火物部材を加熱して壁210を高温にする。ガラス原料は、高温になった壁210の輻射熱により、また、高温となった気相の雰囲気により加熱されて溶解する。
電極体208は、複数の長尺状の電極体要素208aを一方向に延びるように束ねた複合体であり、電極体要素208aの各々が溶融ガラスMGに通電する。本実施形態では、電極体208は、縦方向に4段、横方向に4列、合計16本の電極体要素208aで構成されている。電極体要素208aからなる複合体としての電極体208は、本実施形態のように、縦方向に4段、横方向に4列、合計16本の電極体要素208aで構成されることに限定されず、合計本数、縦方向の段数、横方向の列数は特に制限されない。例えば、電極体208は、1つの電極体要素208aで構成されてもよい。
従来は、電極体208の浸食長さLを求めるために、溶解槽201の操業を一時的に停止した際に残存した電極体208の長さL1を測定していた。具体的には、元の電極体の長さL0と残存した電極体208の長さL1との差から、実際に電極208が浸食された長さ(浸食長さ)Lを求め、その浸食長さLを操業日数で割ることで一日あたりの浸食長さ(L/日)を求めていた。そして、溶解槽208の操業を再開した後、上記のように求めた一日あたりの電極体208の浸食長さ(L/日)と操業日数とに基づいて、操業中の溶解槽201における電極体208の浸食長さLを推定していた。
まず、電極体208からガラス基板への酸化錫の溶出重量を求めるために、ガラス基板に含まれる酸化錫の重量と、ガラス原料からガラス基板に供給される酸化錫の重量とを求める。
ガラス基板に含まれる酸化錫の重量は、次の手順により求める。
まず、溶解槽201の操業中に、図1に示す切断工程ST7を経て得られたガラス基板を採取し、ガラス基板の組成分析を行うことにより、ガラス基板の組成中の酸化錫の含有率g(wt%)を求める。所定の期間Tに生産されたガラス基板の重量MGは既知であるので、以下の式(1)に示されるように、ガラス基板の組成中の酸化錫の含有率gから、所定の期間Tに生産されたガラス基板に含まれる酸化錫の重量Wが求められる。
W=g・MG ・・・(1)
ガラス原料からガラス基板に供給される酸化錫の重量は、以下の手順により求める。
ガラス原料は、ガラス基板の組成の各成分の供給源である粉末状の物質が混合された原料粉末と、ガラス基板を破砕したカレットとを所定の比x:yで混合したものが用いられる。したがって、所定の期間Tにガラス原料からガラス基板に供給される酸化錫の重量Rは、以下の式(2)に示されるように、原料粉末から供給される酸化錫の重量Pと、カレットから供給される酸化錫の重量Qとの和である。
R=P+Q ・・・(2)
P=(a−b)・Wb ・・・(3)
Q=g・Wc ・・・(4)
Wb=MG・x/(x+y) ・・・(5)
Wc=MG・y/(x+y) ・・・(6)
以上のように求めた、所定の期間Tに生産されたガラス基板に含まれる酸化錫の重量Wと、所定の期間Tにガラス原料からガラス基板に供給される酸化錫の重量Rとに基づき、以下の式(7)に示すように、電極体208からガラス基板への酸化錫の溶出重量Zを求める。
Z=W−R ・・・(7)
次に、上記のように求めた電極体208からガラス基板への酸化錫の溶出重量Zに基づいて、電極体208の浸食長さLを求める。具体的には、以下の式(8)に示すように、溶出重量Zと、電極体208の断面積Aと、酸化錫の比重sgとに基づいて、電極体208の浸食長さLを求める。
L=Z/sg/A ・・・(8)
SiO2:50〜70%、
Al2O3:0〜25%、
B2O3:1〜15%、
MgO:0〜10%、
CaO:0〜20%、
SrO:0〜20%、
BaO:0〜10%、
RO:5〜30%(ただし、RはMg、Ca、SrおよびBaから選ばれる少なくとも1種であり、ガラス基板が含有するものである)、
を含有する無アルカリガラスであることが、好ましい。
また、本発明のガラス基板の製造方法を適用する場合は、ガラス組成物が、上記各成分に加えて、質量%で表示して、SnO2:0.01〜1%(好ましくは0.01〜0.5%)、Fe2O3:0〜0.2%(好ましくは0.01〜0.08%)を含有し、環境負荷を考慮して、As2O3、Sb2O3およびPbOを実質的に含有しないようにガラス原料を調製してもよい。
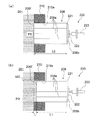
上記のように求めた電極体208の浸食長さLが、予め定められた上限値に達したら、図4(b)に示す押圧構造220のウォームジャッキ223を操作することにより、電極体208が浸食された長さLだけ、電極体208を溶融ガラスMG方向に押し出す。
浸食長さLの上限値は、例えば、溶融ガラスMGを挟んで対向する電極体208,208間の電圧値、溶解槽201の壁210を構成する耐火レンガの浸食などを考慮して決定する。溶解槽201の内部空間はバーナー206が設けられた位置によって温度が異なるため、3対の電極体208で浸食された長さLが異なる場合がある。このため、各電極体208において、浸食長さLを推定してもよく、また、3対の電極体208の浸食長さLの平均値を、浸食長さLを推定してもよい。
本実施形態では、以下の式(9)に示すように、電極体208の浸食長さLと、ガラス基板が製造された所定の期間(時間)Tとに基づいて、電極体208の浸食速度Sを求める。
S=L/T ・・・(9)
208 電極体(電極)
208b 後端面
210a 貫通孔
MG 溶融ガラス
Claims (2)
- 少なくとも一対の貫通孔に酸化錫からなる電極を設けた溶解槽に導入したガラス原料を溶解してガラス基板を製造する方法において、
前記ガラス基板に含まれる酸化錫の重量と、前記ガラス原料から前記ガラス基板に供給される酸化錫の重量との差に基づいて、前記電極から前記ガラス基板への酸化錫の溶出重量を求める工程と、
前記溶出重量と一対の前記電極の電圧値とに基づいて前記電極の浸食長さを求め、求めた浸食長さだけ前記電極を溶融ガラス方向へ押し出す、
ことを特徴とするガラス基板の製造方法。 - 前記電極の電圧値は、前記電極の先端面が前記溶解槽の内表面から前記貫通孔の内側に窪んだ状態になると上昇する、
請求項1に記載のガラス基板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015084443A JP5890559B2 (ja) | 2012-09-27 | 2015-04-16 | ガラス基板の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012215287 | 2012-09-27 | ||
| JP2012215287 | 2012-09-27 | ||
| JP2015084443A JP5890559B2 (ja) | 2012-09-27 | 2015-04-16 | ガラス基板の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013553732A Division JP5735662B2 (ja) | 2012-09-27 | 2013-09-24 | ガラス基板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015157756A JP2015157756A (ja) | 2015-09-03 |
| JP5890559B2 true JP5890559B2 (ja) | 2016-03-22 |
Family
ID=50388222
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013553732A Active JP5735662B2 (ja) | 2012-09-27 | 2013-09-24 | ガラス基板の製造方法 |
| JP2015084443A Active JP5890559B2 (ja) | 2012-09-27 | 2015-04-16 | ガラス基板の製造方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013553732A Active JP5735662B2 (ja) | 2012-09-27 | 2013-09-24 | ガラス基板の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (2) | JP5735662B2 (ja) |
| CN (2) | CN103930381B (ja) |
| WO (1) | WO2014050825A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3026402B1 (fr) | 2014-09-26 | 2016-09-16 | Saint Gobain Isover | Laine minerale |
| JP6496145B2 (ja) * | 2014-12-29 | 2019-04-03 | AvanStrate株式会社 | ガラス基板の製造方法 |
| JP6722021B2 (ja) * | 2016-03-31 | 2020-07-15 | AvanStrate株式会社 | ガラス基板の製造方法、およびガラス熔解装置 |
| CN107129130B (zh) * | 2017-04-26 | 2019-08-23 | 东旭(营口)光电显示有限公司 | 氧化锡电极推进量的获取方法和装置 |
| CN108911480B (zh) * | 2018-07-24 | 2021-11-09 | 彩虹显示器件股份有限公司 | 一种平板玻璃窑炉电极推进系统及推进方法 |
| KR102842249B1 (ko) | 2019-09-09 | 2025-08-04 | 코닝 인코포레이티드 | 토크 리미터를 구비한 용융 퍼니스 전극 푸시 어셈블리 |
| CN115196855A (zh) * | 2022-09-16 | 2022-10-18 | 青岛融合光电科技有限公司 | 一种载板玻璃电助熔电极损耗量自动测量及自动推入系统 |
| CN116969659A (zh) * | 2023-06-26 | 2023-10-31 | 彩虹集团(邵阳)特种玻璃有限公司 | 一种微晶特种玻璃窑炉电极长度动态测试装置及方法 |
| CN117902802A (zh) * | 2023-12-06 | 2024-04-19 | 彩虹显示器件股份有限公司 | 一种基于电极侵蚀规律的非等量电极推进结构及方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5692127A (en) * | 1979-12-26 | 1981-07-25 | Sasaki Glass Kk | Electrode supporting structure |
| JPS6053780A (ja) * | 1983-09-05 | 1985-03-27 | 大同特殊鋼株式会社 | 直接通電式溶融処理炉の電極挿入制御装置 |
| JP2926449B2 (ja) * | 1991-09-19 | 1999-07-28 | 新日本製鐵株式会社 | 窯炉の操業方法ならびに耐火物の内張り方法 |
| JP2003292323A (ja) * | 2002-04-01 | 2003-10-15 | Nippon Electric Glass Co Ltd | ガラス溶融炉及びガラスの溶融方法 |
| JP5263719B2 (ja) * | 2003-10-10 | 2013-08-14 | 日本電気硝子株式会社 | 無アルカリガラスの製造方法 |
| JP2007119299A (ja) * | 2005-10-28 | 2007-05-17 | Nippon Electric Glass Co Ltd | ガラス溶融用電極 |
| JP5580685B2 (ja) * | 2009-08-18 | 2014-08-27 | Hoya株式会社 | ガラス製造方法、ガラス溶融炉、ガラス製造装置、ガラスブランク製造方法、情報記録媒体用基板製造方法、情報記録媒体製造方法、ディスプレイ用基板製造方法および光学部品製造方法 |
| JP2012162422A (ja) * | 2011-02-08 | 2012-08-30 | Nippon Electric Glass Co Ltd | ガラス物品の製造方法、及びガラス熔融炉 |
| EP2530057B1 (en) * | 2011-05-31 | 2019-04-10 | Corning Incorporated | Glass melt handling equipment and method |
| JP5902056B2 (ja) * | 2012-06-29 | 2016-04-13 | AvanStrate株式会社 | ガラス基板の製造方法およびガラス基板の製造装置 |
-
2013
- 2013-09-24 CN CN201380003818.2A patent/CN103930381B/zh active Active
- 2013-09-24 JP JP2013553732A patent/JP5735662B2/ja active Active
- 2013-09-24 WO PCT/JP2013/075733 patent/WO2014050825A1/ja not_active Ceased
- 2013-09-24 CN CN201610550353.8A patent/CN105985003B/zh active Active
-
2015
- 2015-04-16 JP JP2015084443A patent/JP5890559B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2014050825A1 (ja) | 2016-08-22 |
| CN103930381A (zh) | 2014-07-16 |
| CN103930381B (zh) | 2016-08-24 |
| JP5735662B2 (ja) | 2015-06-17 |
| WO2014050825A1 (ja) | 2014-04-03 |
| CN105985003A (zh) | 2016-10-05 |
| JP2015157756A (ja) | 2015-09-03 |
| CN105985003B (zh) | 2019-03-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5890559B2 (ja) | ガラス基板の製造方法 | |
| TWI792998B (zh) | 無鹼玻璃基板之製造方法及無鹼玻璃基板 | |
| CN103124700B (zh) | 玻璃基板的制造方法 | |
| CN103168010B (zh) | 玻璃板的制造方法 | |
| CN107445450B (zh) | 玻璃基板的制造方法及玻璃基板制造装置 | |
| JP7421161B2 (ja) | 無アルカリガラス基板の製造方法及び無アルカリガラス基板 | |
| KR101627484B1 (ko) | 유리 기판의 제조 방법 및 유리 기판의 제조 장치 | |
| JP6722096B2 (ja) | ガラス基板、及びガラス基板積層体 | |
| JP7197835B2 (ja) | ガラス板の製造方法 | |
| JP6665435B2 (ja) | ガラス物品の製造方法 | |
| JP5731437B2 (ja) | ガラス板の製造方法 | |
| JP2014009133A (ja) | ガラス基板の製造方法およびガラス基板の製造装置 | |
| JP2017178709A (ja) | ガラス基板の製造方法、及び、ガラス基板の製造装置 | |
| JP2017119602A (ja) | ガラス基板の製造方法、及び、ガラス基板の製造装置 | |
| JP2017065973A (ja) | ガラス基板の製造方法およびガラス基板の製造装置 | |
| JP6577215B2 (ja) | ガラス基板の製造方法 | |
| JP5668066B2 (ja) | ガラス基板の製造方法 | |
| TW201831409A (zh) | 玻璃物品的製造方法及玻璃基板群 | |
| JP2013216519A (ja) | ガラス基板の製造方法、ガラス基板製造用の製造装置 | |
| JP6043550B2 (ja) | ガラス基板の製造方法、および、ガラス基板の製造装置 | |
| KR101583114B1 (ko) | 유리 기판의 제조 방법 및 제조 장치 | |
| JP6333602B2 (ja) | ガラス基板の製造方法 | |
| WO2022255040A1 (ja) | ガラス物品の製造方法 | |
| JP2017181446A (ja) | ガラス基板の水分量測定方法、およびガラス基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160218 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5890559 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |