JP5870960B2 - ワークの研磨装置 - Google Patents
ワークの研磨装置 Download PDFInfo
- Publication number
- JP5870960B2 JP5870960B2 JP2013103719A JP2013103719A JP5870960B2 JP 5870960 B2 JP5870960 B2 JP 5870960B2 JP 2013103719 A JP2013103719 A JP 2013103719A JP 2013103719 A JP2013103719 A JP 2013103719A JP 5870960 B2 JP5870960 B2 JP 5870960B2
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- workpiece
- template
- abrasive
- cloth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005498 polishing Methods 0.000 title claims description 185
- 239000004744 fabric Substances 0.000 claims description 80
- 239000000945 filler Substances 0.000 claims description 26
- 239000002759 woven fabric Substances 0.000 claims description 13
- 229920005989 resin Polymers 0.000 claims description 12
- 239000011347 resin Substances 0.000 claims description 12
- 230000007246 mechanism Effects 0.000 claims description 7
- 238000003825 pressing Methods 0.000 claims description 7
- 235000012431 wafers Nutrition 0.000 description 26
- 230000002093 peripheral effect Effects 0.000 description 23
- 230000007547 defect Effects 0.000 description 16
- 239000006061 abrasive grain Substances 0.000 description 11
- 238000000034 method Methods 0.000 description 9
- 239000010409 thin film Substances 0.000 description 9
- 239000003795 chemical substances by application Substances 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 7
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 6
- 239000012530 fluid Substances 0.000 description 6
- 239000003365 glass fiber Substances 0.000 description 6
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 5
- 239000003822 epoxy resin Substances 0.000 description 5
- 229920000647 polyepoxide Polymers 0.000 description 5
- 229910052710 silicon Inorganic materials 0.000 description 5
- 239000010703 silicon Substances 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 239000008119 colloidal silica Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000007665 sagging Methods 0.000 description 3
- 239000004065 semiconductor Substances 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 235000011118 potassium hydroxide Nutrition 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 229930185605 Bisphenol Natural products 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/27—Work carriers
- B24B37/30—Work carriers for single side lapping of plane surfaces
- B24B37/32—Retaining rings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02002—Preparing wafers
- H01L21/02005—Preparing bulk and homogeneous wafers
- H01L21/02008—Multistep processes
- H01L21/0201—Specific process step
- H01L21/02024—Mirror polishing
Description
近年のデバイスの高精度化に伴い、デバイス作製に用いられる半導体ウェーハは非常に高精度に平坦化することが要求されている。このような要求に対し、半導体ウェーハの表面を平坦化する技術として、化学機械研磨(CMP;Chemical Mechanical Polishing)が用いられている。
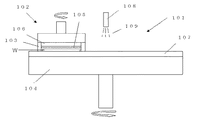
一般的な片面研磨装置は、例えば図7に示すように、研磨布107が貼り付けられた定盤104と、研磨剤供給機構108と、研磨ヘッド102等から構成されている。このような研磨装置101では、研磨ヘッド102でワークWを保持し、研磨剤供給機構108から研磨布107上に研磨剤109を供給するとともに、定盤104と研磨ヘッド102をそれぞれ回転させてワークWの表面を研磨布107に摺接させることにより研磨を行う。
図7の研磨ヘッド102は、セラミックス等からなる円盤上の保持プレート106の下面にポリウレタン等の弾性パッド(バッキングパッド)105が貼り付けられており、この弾性パッド105に水分を吸収させてワークWを表面張力により保持する。また、研磨中に保持プレート106からワークWが外れるのを防ぐため、保持プレート106の周りにガイドリング103が設けられている。
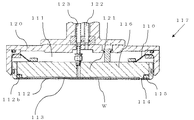
この研磨ヘッド117は、保持部が下方に向けて開放する凹部を備えるヘッド部材120と、該ヘッド部材120の凹部内側に配された保持部材121と、外側部がヘッド部材120の壁部に固定されると共に、内側部が保持部材121に固定され、該保持部材121を上下方向及び水平方向への移動を微小範囲内で許容可能に吊持する弾性部材110と、ヘッド部材120の内部を保持部材121および弾性部材によって画成して設けられる第1圧力室111と、弾性のある薄膜からなり、保持部材121の外面側に外周部で固定され、外側面でワークWに当接してワークWを定盤の研磨面へ押圧可能に設けられた弾性薄膜112と、保持プレート116の外側面116aおよび弾性薄膜内側面112aによって画成される第2圧力室113を備え、第1圧力室111へは第1流体供給手段122によって所定圧力の流体が供給され、第2圧力室113へは第2流体供給手段123によって所定圧力の流体が供給される。
テンプレート114の内周部が均等に押圧されることによって、テンプレート114と研磨布107の間の隙間が小さくなり、テンプレート114と研磨布107の間に研磨剤が供給されにくくなる。その結果、研磨布とワーク外周部の間に供給される研磨剤の量が不安定となり、研磨剤の砥粒濃度にばらつきが発生する。
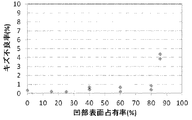
このように、フィラーまたは織布の表面占有率が5%以上であれば、より確実にテンプレートと研磨布の間を研磨剤が均一に通り易くなり、研磨剤の砥粒濃度のばらつきを抑制でき、その結果、より確実にワークの平坦度を高くできる。また、該表面占有率を85%以下にすることで、確実にキズ不良率が低いワークを得ることができる。
このようなものであれば、テンプレートと研磨布の間を研磨剤がより確実に通り易くなり、研磨布とワークの間に供給される研磨剤の量がより安定し、研磨布とワーク外周部の間の研磨剤の砥粒濃度のばらつきをさらに抑制することができる。その結果、特にワーク外周部の研磨速度がより安定し、高平坦にワークを研磨できる。
このようなものであれば、ワークの円周方向に発生するうねりを抑制することができる。その結果、より平坦度が良好なワークを得ることができる。
このようなものであれば、研磨布を傷つけることなくワークの研磨を行える。その結果、よりキズ不良率の低いワークを得ることができる。
上記したように、ワークの研磨において、テンプレートの内周部が均等に押圧されることで、テンプレートと研磨布の間に研磨剤が供給されにくくなり、研磨布とワーク外周部の間に研磨剤が供給されにくくなることで、研磨布とワークの間の研磨剤の砥粒濃度にばらつきが発生し易くなる。その結果、砥粒濃度のばらつきが特にワークの外周形状の不安定化を増長させ、ワーク平坦度が悪化するという問題があった。
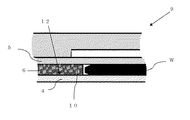
図1に示すように、本発明の研磨装置1はワークを研磨するための研磨布4と、研磨剤8を供給するための研磨剤供給機構7と、ワークWを保持するための研磨ヘッド2から構成されている。研磨布4は定盤3に貼り付けられている。研磨ヘッド2は、ワークWを裏面から保持するためのバッキングパッド5とワークWのエッジ部を保持するための環状のテンプレート6を有している。
このように、フィラー10または織布11の表面占有率が5%以上であれば、研磨布4とワークWの外周部の間に供給される研磨剤8の量を安定させ、研磨布4とワークWの外周部の間の研磨剤8の砥粒濃度のばらつきを抑制し、より確実にワークWの平坦度を高くできる。また、該表面占有率を85%以下にすることで、テンプレート6の研磨布4を押圧する面の摩耗を減らすことができ、削りカスの発生を抑えることができる。その結果、確実にキズ不良率が低いワークWを得ることができる。
このようなものであれば、ワークの研磨中にテンプレート6の表面が共に研磨されても凹部12をより長時間維持することができるため、テンプレートの寿命を向上できる。
このようなものであれば、研磨剤8の粗密がワーク外周部に与える影響を抑制でき、ワークWの円周方向のうねりの発生を抑制することができる。その結果、より平坦度が良好なワークWを得ることができる。
このようなものであれば、凹部12によって研磨布4を傷つけることなくワークWの研磨を行える。その結果、よりキズ不良率の低いワークWを得ることができる。
本発明のワークの研磨装置を用いてワークの研磨を行い、研磨後のワークの平坦度とキズ不良率を評価した。
テンプレートが以下のように異なること以外、実施例1と同様な条件でワークの研磨を行い、研磨後のワークの平坦度とキズ不良率を評価した。このときのテンプレートは、以下の方法で作製した。ビスフェノールA型エポキシ樹脂を厚み0.18mmの平織の縦横ピッチ0.5mmのガラス繊維クロスに含浸し、乾燥させて、表面用のプリプレグを作製した。このプリプレグを研磨布に押圧する面側にして積層し、厚さ760μmの環状に加圧成形した。その後、研磨布に押圧する面側を研磨加工することで、ガラス繊維を網状に露出させた。該テンプレートは、研磨布を押圧する面における、露出しているガラス繊維クロスの表面占有率が16%であった。
本発明のような凹部を有さない従来のテンプレートを用いた以外、実施例1と同様な条件でワークの研磨を行い、研磨後のワークの平坦度とキズ不良率を評価した。このときのテンプレートは、市販のガラス繊維入りエポキシ樹脂製円板を使用して作製した。該テンプレートは厚さ750μmで研磨布を押圧する面にフィラー又はガラス繊維クロスが露出することによる凹部が存在しないもの、すなわち凹部の表面占有率は0%であった。
また、図6はテンプレートの研磨布を押圧する面における凹部表面占有率とキズ不良率の相関を示す図である。実施例1、2と比較例のキズ不良率を測定したところ、凹部表面占有率が40%、60%、80%であるとき、キズ不良がほとんど無いウェーハを得ることができた。また、凹部表面占有率が85%であるとき、キズ不良率は若干上がったが、それでも従来の10%を超えるキズ不良率よりも低く抑えることができた。
4…研磨布、5…バッキングパッド、6…テンプレート、
7…研磨剤供給機構、8…研磨剤、9…研磨ヘッド周辺部、
10…フィラー、11…織布、12…凹部。
Claims (4)
- ワークを研磨するため研磨布と、研磨剤を供給するための研磨剤供給機構と、ワークを保持するための研磨ヘッドを具備し、該研磨ヘッドは前記ワークの裏面をバッキングパッドによって保持し、前記ワークのエッジ部を環状のテンプレートによって保持し、前記研磨布に前記ワークと前記テンプレートを押圧することで、前記ワークを前記研磨布に摺接させ、前記ワークを研磨するワークの研磨装置であって、
前記テンプレートは、フィラーが添加された樹脂又は織布が含まれた樹脂から成り、前記研磨布を押圧する面に前記フィラー又は前記織布が露出していることにより、該押圧する面に微細な凹部を有するものであり、前記テンプレートの前記研磨布を押圧する面における前記露出しているフィラーの表面占有率、または織布の表面占有率が5%以上85%以下であることを特徴とするワークの研磨装置。 - 前記凹部の深さが0.05mm以上であることを特徴とする請求項1に記載のワークの研磨装置。
- 前記凹部の開口幅が5mm以下で、凹部間のピッチが10mm以下であることを特徴とする請求項1又は請求項2に記載のワークの研磨装置。
- 前記凹部と前記研磨布との接触角が90°以下であることを特徴とする請求項1乃至請求項3のいずれか1項に記載のワークの研磨装置。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013103719A JP5870960B2 (ja) | 2013-05-16 | 2013-05-16 | ワークの研磨装置 |
| SG11201509094YA SG11201509094YA (en) | 2013-05-16 | 2014-04-10 | Workpiece polishing apparatus |
| CN201480026546.2A CN105189045B (zh) | 2013-05-16 | 2014-04-10 | 工件的研磨装置 |
| KR1020157032613A KR102192288B1 (ko) | 2013-05-16 | 2014-04-10 | 워크의 연마장치 |
| DE112014002107.5T DE112014002107T5 (de) | 2013-05-16 | 2014-04-10 | Werkstück-Poliergerät |
| US14/787,659 US20160082567A1 (en) | 2013-05-16 | 2014-04-10 | Workpiece polishing apparatus |
| PCT/JP2014/002066 WO2014185003A1 (ja) | 2013-05-16 | 2014-04-10 | ワークの研磨装置 |
| TW103114539A TWI597127B (zh) | 2013-05-16 | 2014-04-22 | Workpiece grinding device |
| US16/123,383 US20190001463A1 (en) | 2013-05-16 | 2018-09-06 | Workpiece polishing apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013103719A JP5870960B2 (ja) | 2013-05-16 | 2013-05-16 | ワークの研磨装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014223692A JP2014223692A (ja) | 2014-12-04 |
| JP2014223692A5 JP2014223692A5 (ja) | 2015-12-17 |
| JP5870960B2 true JP5870960B2 (ja) | 2016-03-01 |
Family
ID=51897996
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013103719A Active JP5870960B2 (ja) | 2013-05-16 | 2013-05-16 | ワークの研磨装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20160082567A1 (ja) |
| JP (1) | JP5870960B2 (ja) |
| KR (1) | KR102192288B1 (ja) |
| CN (1) | CN105189045B (ja) |
| DE (1) | DE112014002107T5 (ja) |
| SG (1) | SG11201509094YA (ja) |
| TW (1) | TWI597127B (ja) |
| WO (1) | WO2014185003A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10341371B2 (en) * | 2016-08-31 | 2019-07-02 | Nicira, Inc. | Identifying and handling threats to data compute nodes in public cloud |
| JP6312229B1 (ja) * | 2017-06-12 | 2018-04-18 | 信越半導体株式会社 | 研磨方法及び研磨装置 |
| JP7139126B2 (ja) * | 2018-03-16 | 2022-09-20 | 富士紡ホールディングス株式会社 | 保持具及びその製造方法 |
| CN110394706A (zh) * | 2019-07-25 | 2019-11-01 | 西安奕斯伟硅片技术有限公司 | 一种硅片处理装置及方法 |
| CN111644977A (zh) * | 2020-07-17 | 2020-09-11 | 中国科学院微电子研究所 | 研磨用固定环以及研磨头 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5267418A (en) * | 1992-05-27 | 1993-12-07 | International Business Machines Corporation | Confined water fixture for holding wafers undergoing chemical-mechanical polishing |
| TW400567B (en) * | 1995-04-10 | 2000-08-01 | Matsushita Electric Ind Co Ltd | The polishing device and its polishing method for the substrate |
| JP3615592B2 (ja) | 1995-07-11 | 2005-02-02 | 不二越機械工業株式会社 | 研磨装置 |
| JPH1190820A (ja) | 1997-09-12 | 1999-04-06 | Shin Etsu Handotai Co Ltd | ウエーハ研磨用テンプレートと該テンプレートを利用したウエーハ剥がし方法 |
| US6899610B2 (en) * | 2001-06-01 | 2005-05-31 | Raytech Innovative Solutions, Inc. | Retaining ring with wear pad for use in chemical mechanical planarization |
| US6893327B2 (en) * | 2001-06-04 | 2005-05-17 | Multi Planar Technologies, Inc. | Chemical mechanical polishing apparatus and method having a retaining ring with a contoured surface |
| JP2005169568A (ja) * | 2003-12-11 | 2005-06-30 | Mitsui Chemicals Inc | リテーナリング及びそれを用いた研磨装置 |
| US7086939B2 (en) * | 2004-03-19 | 2006-08-08 | Saint-Gobain Performance Plastics Corporation | Chemical mechanical polishing retaining ring with integral polymer backing |
| JPWO2006038259A1 (ja) * | 2004-09-30 | 2008-07-31 | 株式会社ルネサステクノロジ | 半導体装置の製造方法 |
| DE112005003420T5 (de) * | 2005-04-12 | 2008-02-07 | Nippon Seimitsu Denshi Co., Ltd., Yokohama | Haltering für CMP-Vorrichtung und Herstellungsverfahren dafür, und CMP-Vorrichtung |
| JP2008543058A (ja) * | 2005-05-24 | 2008-11-27 | インテグリス・インコーポレーテッド | Cmp保持リング |
| JP4534165B2 (ja) * | 2006-12-18 | 2010-09-01 | エルピーダメモリ株式会社 | 半導体装置の製造装置及び、半導体装置の製造方法 |
| JP5615589B2 (ja) * | 2010-05-07 | 2014-10-29 | 富士紡ホールディングス株式会社 | 枠材および枠材を有する保持具 |
| JP5683398B2 (ja) * | 2011-07-06 | 2015-03-11 | 株式会社クレハ | 研磨装置用ワークピース保持リング |
-
2013
- 2013-05-16 JP JP2013103719A patent/JP5870960B2/ja active Active
-
2014
- 2014-04-10 SG SG11201509094YA patent/SG11201509094YA/en unknown
- 2014-04-10 DE DE112014002107.5T patent/DE112014002107T5/de not_active Withdrawn
- 2014-04-10 KR KR1020157032613A patent/KR102192288B1/ko active IP Right Grant
- 2014-04-10 WO PCT/JP2014/002066 patent/WO2014185003A1/ja active Application Filing
- 2014-04-10 US US14/787,659 patent/US20160082567A1/en not_active Abandoned
- 2014-04-10 CN CN201480026546.2A patent/CN105189045B/zh active Active
- 2014-04-22 TW TW103114539A patent/TWI597127B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| TWI597127B (zh) | 2017-09-01 |
| TW201505762A (zh) | 2015-02-16 |
| CN105189045B (zh) | 2017-05-10 |
| JP2014223692A (ja) | 2014-12-04 |
| KR20160008550A (ko) | 2016-01-22 |
| DE112014002107T5 (de) | 2016-01-14 |
| CN105189045A (zh) | 2015-12-23 |
| SG11201509094YA (en) | 2015-12-30 |
| KR102192288B1 (ko) | 2020-12-17 |
| US20160082567A1 (en) | 2016-03-24 |
| WO2014185003A1 (ja) | 2014-11-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5995825B2 (ja) | 少なくとも1つのウエハを研磨する方法 | |
| JP5402391B2 (ja) | 半導体用合成石英ガラス基板の加工方法 | |
| JP3846706B2 (ja) | ウエーハ外周面取部の研磨方法及び研磨装置 | |
| US9293318B2 (en) | Semiconductor wafer manufacturing method | |
| JP5870960B2 (ja) | ワークの研磨装置 | |
| KR100818683B1 (ko) | 경면 면취 웨이퍼, 경면 면취용 연마 클로스 및 경면 면취연마장치 및 방법 | |
| KR101625164B1 (ko) | 연마 헤드 및 연마 장치 | |
| JP5127882B2 (ja) | 半導体ウェハの両面研磨方法 | |
| TWI566287B (zh) | 半導體材料晶圓的拋光方法 | |
| WO2006046403A1 (ja) | 半導体ウエーハの製造方法及び半導体ウエーハ | |
| JP6252098B2 (ja) | 角形金型用基板 | |
| US7695347B2 (en) | Method and pad for polishing wafer | |
| JP6491812B2 (ja) | メンブレン、研磨ヘッド、ワークの研磨装置及び研磨方法、並びに、シリコンウェーハ | |
| JP5821883B2 (ja) | テンプレートアセンブリ及びテンプレートアセンブリの製造方法 | |
| JP5286381B2 (ja) | 半導体ウエハの研磨方法 | |
| CN110052955B (zh) | 载体的制造方法及晶圆的双面研磨方法 | |
| WO2018123351A1 (ja) | 両面研磨装置用キャリア及びこれを用いた両面研磨装置並びに両面研磨方法 | |
| WO2017125987A1 (ja) | ウェーハの研磨方法、バックパッドの製造方法、バックパッド、及びそのバックパッドを具備する研磨ヘッド | |
| WO2023095503A1 (ja) | テンプレートアセンブリ、研磨ヘッド及びウェーハの研磨方法 | |
| US20190001463A1 (en) | Workpiece polishing apparatus | |
| KR101581469B1 (ko) | 웨이퍼 연마방법 | |
| JP2021091081A (ja) | ウェーハの片面研磨方法、ウェーハの製造方法、およびウェーハの片面研磨装置 | |
| JP2022178347A (ja) | テンプレートアセンブリ、研磨ヘッド及びウェーハの研磨方法 | |
| JP2003039310A (ja) | ウェーハの研磨方法及びウェーハ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150420 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151030 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20151030 |
|
| TRDD | Decision of grant or rejection written | ||
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20151208 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151215 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151228 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5870960 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |