JP5726162B2 - ガラス溶融炉の原料投入制御方法および原料投入制御装置 - Google Patents
ガラス溶融炉の原料投入制御方法および原料投入制御装置 Download PDFInfo
- Publication number
- JP5726162B2 JP5726162B2 JP2012500628A JP2012500628A JP5726162B2 JP 5726162 B2 JP5726162 B2 JP 5726162B2 JP 2012500628 A JP2012500628 A JP 2012500628A JP 2012500628 A JP2012500628 A JP 2012500628A JP 5726162 B2 JP5726162 B2 JP 5726162B2
- Authority
- JP
- Japan
- Prior art keywords
- raw material
- glass
- area
- undissolved
- region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002994 raw material Substances 0.000 title claims description 304
- 239000011521 glass Substances 0.000 title claims description 220
- 238000002844 melting Methods 0.000 title claims description 124
- 230000008018 melting Effects 0.000 title claims description 123
- 238000000034 method Methods 0.000 title claims description 26
- 238000005259 measurement Methods 0.000 claims description 62
- 239000000463 material Substances 0.000 claims description 38
- 238000004090 dissolution Methods 0.000 claims description 31
- 239000007788 liquid Substances 0.000 claims description 28
- 238000011144 upstream manufacturing Methods 0.000 claims description 23
- 238000003384 imaging method Methods 0.000 claims description 21
- 239000006060 molten glass Substances 0.000 claims description 20
- 239000005356 container glass Substances 0.000 claims description 4
- 230000000052 comparative effect Effects 0.000 claims 1
- 238000002485 combustion reaction Methods 0.000 description 26
- 238000012544 monitoring process Methods 0.000 description 25
- 238000012545 processing Methods 0.000 description 21
- 238000002347 injection Methods 0.000 description 8
- 239000007924 injection Substances 0.000 description 8
- 230000007423 decrease Effects 0.000 description 4
- 238000001514 detection method Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 3
- 239000000446 fuel Substances 0.000 description 3
- 238000005352 clarification Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 238000007781 pre-processing Methods 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 239000011449 brick Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
Images












Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B3/00—Charging the melting furnaces
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/04—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture in tank furnaces
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/24—Automatically regulating the melting process
- C03B5/245—Regulating the melt or batch level, depth or thickness
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/85—Investigating moving fluids or granular solids
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Physics & Mathematics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Health & Medical Sciences (AREA)
- Glass Melting And Manufacturing (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Glass Compositions (AREA)
Description
この発明によると、溶解槽内の溶融ガラスにムラを生じさせず、その溶融ガラスによって製作されたガラス製品の品質が不安定になったり、品質不良を生じさせたりするおそれがない。
この実施態様によると、作業員は警報器が動作することで、ガラス原料の溶融状態が良好でなく、燃焼バーナーや原料投入機の点検や動作の調整などの対応処置が必要であることがわかる。
また、ガラス原料の溶融状態が良好でないとの判定に基づいて未溶解のガラス原料の分布状態が適正となるように原料投入機による溶解槽へのガラス原料の投入量を制御するから、溶解槽内の溶融ガラスにムラを生じさせたり、ガラス製品の品質が不安定になったり、品質不良を生じさせたりするのを防止できる。
プッシャー機構5は、ホッパー44の原料放出口44aの下方を一定のストロークで往復動するプッシャー50を有している。プッシャー50は湾曲した形状の板状体であり、先端面がガラス原料を前方へ押し出す押出面51となっている。プッシャー50の基端部は左右両側に配された支持アーム52,52により往復動自由に支持され、プッシャー駆動機構53に連結されている。
3個のリミットスイッチのうち、中央のリミットスイッチ46bがオンする角度位置では、プッシャー50による原料投入方向は図中のBで示す方向となる。一端のリミットスイッチ46aがオンする角度位置では、プッシャー50による原料投入方向は図中のAで示す方向である。他端のリミットスイッチ46cがオンする角度位置では、プッシャー50による原料投入方向は図中のCで示す方向である。
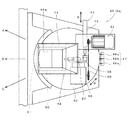
図6のガラス溶融炉1は、溶融部10の正面壁16にガラス原料を溶解槽2へ導入するための原料導入口15が、左右の側面壁14,14に燃焼バーナー3L,3Rの燃焼火炎を炉内に導入しかつ排ガスを炉外へ導出するための燃焼口17L,17Rが、それぞれ設けられたものである。炉外の原料導入口15の位置には、ガラス原料を原料導入口15より溶解槽2の上流位置へ領域を分けて投入するための複数台の原料投入機4A〜4Dが並設されている。
図示例の各原料投入機4A〜4Dでは、スクリューフィーダーをもって原料送込み機構42が構成されており、ホッパー44より供給されたガラス原料が原料送込み機構42により同方向(矢印で示す方向)の異なる領域へ一斉に送り出される。各原料投入機4によるガラス原料の投入量(総量および配分量)はスクリューの回転数により調整することが可能である。
左右の原料投入機4L,4Rによってガラス溶融炉1の溶解槽2へ投入されたガラス原料の溶融状態は、特定の部分領域での未溶解のガラス原料の分布状態を撮像装置6を用いて観測することにより監視されている。撮像装置6は溶解槽2の下流端の上方に配置され、溶解槽2の液面7の全体が視野に入るようにレンズの画角や向きが設定されている。
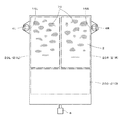
第1の方法は、図7に示すように、溶解槽2の上流域の左右対称位置に同じ矩形状であって同じ大きさの左右一対の監視領域20L,20Rを幅方向に並べて想定し、未溶解のガラス原料70がいずれの監視領域20L,20Rにどの程度偏って分布しているかによって、投入されたガラス原料の溶融状態の良否および各原料投入機4L,4Rによる溶解槽2へのガラス原料の投入量の適否を判別するものである。なお、監視領域20L,20Rの大きさは必ずしも同じである必要はない。
比較の結果、Δk<−THであれば、一方の原料投入機4Lによる溶解槽2へのガラス原料の投入量を増し、他方の原料投入機4Rによる溶解槽2へのガラス原料の投入量を減らすようにして、未溶解のガラス原料70の分布が同じになるように投入量の比率を変えて偏りを是正する。
なお、溶解槽2の液面の高さは、後述する液面センサS2の検出信号に基づいて両原料投入機4L,4Rによるガラス原料の投入量の総量を調整することにより一定に保持される。
なお、この実施例では、両端位置の監視領域20A,20Cは同じ大きさのものを想定しているが、異なる大きさであってもよい。また、図示例では、3個の監視領域20A,20B,20Cのうち両端位置の監視領域20A,20Cでの未溶解のガラス原料の分布状態を求めているが、他の組み合わせによる2個の監視領域について未溶解のガラス原料の分布状態を求めてもよく、いずれか1個の監視領域について未溶解のガラス原料の分布状態を求めてもよい。
なお、ガラス原料の分布状態の適否を判定する監視領域は、複数の監視領域のうちのいずれかに固定してもよく、また、順次変更するようにしてもよい。
同様に、他方の占有率kCの算出値を所定のしきい値TH3,TH4(ただし、TH4<TH3)と比較し、kC>TH3であれば、原料投入機4L,4Rによる原料投入方向Cへのガラス原料の投入量を減らし、kC<TH4であれば、原料投入機4L,4Rによる原料投入方向Cへのガラス原料の投入量を増して、占有率kCが一定範囲の値となるように原料投入方向Cの原料投入時間TCの時間長さを制御する。
なお、原料投入時間TAおよびTCの合計値(TA+TC)が変わったとき、それに応じて原料投入方向Bの原料投入時間2TBをT−(TA+TC)に調整する。
同図中、31は左右の燃焼バーナー3L,3Rへ燃料を交互に供給して燃焼させるための切換スイッチ、32は切換スイッチ31への燃料の供給を制御する調節弁であり、切換スイッチ31の切換動作および調節弁32の開閉動作は制御装置8により制御される。
画像処理装置61のCPUは、ROMに記憶されたプログラムにしたがって、図11に示す手順(図中、「ST」で示す)を順次実行し、左右の原料投入機4L,4Rによるガラス原料の投入量が適正かどうかを判別し、適正でないと判断したとき、ガラス原料の投入量を増減して変更するよう制御装置8へ指令する。
画像処理装置61の画像の取込タイミングは、燃焼バーナー3L,3Rの火炎fが消失して撮像装置6の視界が良好となるタイミング、すなわち、図12に示すように、燃焼バーナー3L,3Rの燃焼動作が切り替わるタイミングである。
2,100 溶解槽
4L,4R,4A〜4D 原料投入機
6 撮像装置
7 液面
8 制御装置
61 画像処理装置
70 未溶解のガラス原料
Claims (5)
- 原料投入機によりガラス溶融炉の溶解槽の上流域へ投入されたガラス原料の溶融状態を未溶解のガラス原料の分布状態によって監視して、前記原料投入機によるガラス溶融炉の溶解槽へのガラス原料の投入量を制御する方法であって、前記溶解槽の上流域の前記原料投入機による複数の原料投入方向のそれぞれに特定の部分領域を想定し、前記溶解槽の液面を撮像して得られる画像上の前記部分領域に対応する領域に計測対象領域を設定して、各計測対象領域内の未溶解のガラス原料を示す画像部分が占める面積の占有率を計測し、両計測値の差としきい値との比較または各計測値としきい値との比較から前記各部分領域での未溶解のガラス原料の分布状態を求めて投入されたガラス原料の溶融状態の良否を判定し、前記ガラス原料の溶融状態が良好でないと判定されたとき、各部分領域での未溶解のガラス原料の分布状態が適正となるように前記原料投入機による溶解槽へのガラス原料の投入量を制御することを特徴とするガラス溶融炉の原料投入制御方法。
- 請求項1に記載されたガラス溶融炉の原料投入制御方法であって、ガラス原料の溶融状態が良好でないと判定されたとき、警報器を動作させてその旨を報知するガラス溶融炉の原料投入制御方法。
- 原料投入機によりガラス溶融炉の溶解槽の上流域へ投入されたガラス原料の溶融状態を未溶解のガラス原料の分布状態によって監視して、前記原料投入機によるガラス溶融炉の溶解槽へのガラス原料の投入量を制御するガラス溶融炉の原料投入制御装置であって、前記溶解槽の上方より溶解槽の液面を撮像して画像を取得する撮像手段と、前記溶解槽の上流域の前記原料投入機による複数の原料投入方向のそれぞれに想定された特定の部分領域に対応する前記画像上の領域に計測対象領域を設定して各計測対象領域内の未溶解のガラス原料を示す画像部分が占める面積の占有率を計測する面積計測手段と、前記面積計測手段による両計測値の差としきい値との比較または各計測値としきい値との比較から前記各部分領域での未溶解のガラス原料の分布状態を求めて投入されたガラス原料の溶融状態の良否を判定する判定手段と、前記判定手段によりガラス原料の溶融状態が良好でないと判定されたとき各部分領域での未溶解のガラス原料の分布状態が適正となるように前記原料投入機による溶解槽へのガラス原料の投入量を制御する制御手段とを備えて成るガラス溶融炉の原料投入制御装置。
- 前記原料投入機は、溶解槽の上流域両側の左右対称位置にそれぞれ設けられ、前記面積計測手段は、前記溶解槽の上流域内の左右対称位置に想定された左右一対の前記部分領域に対応する前記画像上の領域に計測対象領域をそれぞれ設定して各計測対象領域内の未溶解のガラス原料を示す画像部分が占める面積の占有率をそれぞれ計測し、前記判定手段は、前記面積計測手段による両計測値の差としきい値との比較から前記各部分領域での未溶解のガラス原料の分布状態を求めて投入されたガラス原料の溶融状態の良否を判定し、前記制御手段は、前記判定手段によりガラス原料の溶融状態が良好でないとの判定が行われたとき、左右の原料投入機によるガラス原料の投入量の比率を変更する請求項3に記載されたガラス溶融炉の原料投入制御装置。
- 前記原料投入機は、溶解槽の上流域に対し複数の方向へガラス原料を投入することが可能なように設けられており、前記面積計測手段は、前記上流域内の各原料投入方向に想定された特定の部分領域に対応する前記画像上の領域に計測対象領域を設定して各計測対象領域内の未溶解のガラス原料を示す画像部分が占める面積の占有率を計測し、前記判定手段は、前記面積計測手段による各計測値としきい値との比較から前記各部分領域での未溶解のガラス原料の分布状態を求めて投入されたガラス原料の溶融状態の良否を判定し、前記制御手段は、前記判定手段によりガラス原料の溶融状態が良好でないとの判定が行われたとき、前記原料投入機による各部分領域へのガラス原料の投入量を制御する請求項3に記載されたガラス溶融炉の原料投入制御装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012500628A JP5726162B2 (ja) | 2010-02-19 | 2011-02-16 | ガラス溶融炉の原料投入制御方法および原料投入制御装置 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010035356 | 2010-02-19 | ||
| JP2010035356 | 2010-02-19 | ||
| PCT/JP2011/053292 WO2011102391A1 (ja) | 2010-02-19 | 2011-02-16 | ガラス溶融炉の監視方法、原料投入制御方法、および原料投入制御装置 |
| JP2012500628A JP5726162B2 (ja) | 2010-02-19 | 2011-02-16 | ガラス溶融炉の原料投入制御方法および原料投入制御装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2011102391A1 JPWO2011102391A1 (ja) | 2013-06-17 |
| JP5726162B2 true JP5726162B2 (ja) | 2015-05-27 |
Family
ID=44482976
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012500628A Active JP5726162B2 (ja) | 2010-02-19 | 2011-02-16 | ガラス溶融炉の原料投入制御方法および原料投入制御装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9103799B2 (ja) |
| EP (1) | EP2511244A4 (ja) |
| JP (1) | JP5726162B2 (ja) |
| KR (1) | KR20120116476A (ja) |
| CN (1) | CN102762506A (ja) |
| WO (1) | WO2011102391A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI583646B (zh) * | 2011-02-28 | 2017-05-21 | 康寧公司 | 玻璃熔化方法、系統和設備 |
| JPWO2013088827A1 (ja) * | 2011-12-16 | 2015-04-27 | 旭硝子株式会社 | 動画像解析装置、動画像解析方法、動画像解析プログラム |
| US8573006B2 (en) * | 2012-01-09 | 2013-11-05 | Owens-Brockway Glass Container Inc. | Batch charger cooling |
| CN104267758A (zh) * | 2014-07-31 | 2015-01-07 | 镇江翼天计算机科技有限公司 | 一种玻璃窑温度控制系统 |
| CN112374725A (zh) * | 2020-03-25 | 2021-02-19 | 河南光远新材料股份有限公司 | 用于低介电玻璃纤维生产的分区控制料层厚度的方法 |
| CN112537898A (zh) * | 2020-11-25 | 2021-03-23 | 沧州四星光热玻璃有限公司 | 一种全电熔玻璃窑炉自动投料控制方法 |
| CN112986283B (zh) * | 2021-02-05 | 2022-07-26 | 安徽绿舟科技有限公司 | 基于视觉分析热熔缺陷的在线检测和控制方法 |
| CN113816589B (zh) * | 2021-08-24 | 2022-12-20 | 郑州旭飞光电科技有限公司 | 不停机更换加料口砖的方法 |
| CN114057377A (zh) * | 2021-10-27 | 2022-02-18 | 安徽科技学院 | 一种环保型耐侵蚀电熔玻璃窖炉 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5345316A (en) * | 1976-10-05 | 1978-04-24 | Asahi Glass Co Ltd | Method of controlling glass material melting |
| JPS58142224A (ja) * | 1982-02-16 | 1983-08-24 | オ−エンス イリノイ インコ−ポレ−テッド | 少くとも2種類の物質を含んでいる混合物の表面領域における2種類の物質の相対的な量を見積る方法および装置 |
| JPS61183126A (ja) * | 1985-02-05 | 1986-08-15 | Toshiba Glass Co Ltd | ガラス溶融炉の燃焼制御装置 |
| JPH01122041U (ja) * | 1988-02-10 | 1989-08-18 | ||
| JP2009161396A (ja) * | 2008-01-07 | 2009-07-23 | Nippon Electric Glass Co Ltd | ガラス物品の製造方法、ガラス物品及びガラス熔融面監視システム |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4312658A (en) * | 1980-12-15 | 1982-01-26 | Owens-Corning Fiberglas Corporation | Method of and apparatus for controlling batch thickness and glass level in a glass furnace |
| JP3224243B2 (ja) * | 1990-09-26 | 2001-10-29 | 日本板硝子株式会社 | フロートバスリボン幅制御方法および装置 |
| FR2781786B1 (fr) * | 1998-07-29 | 2000-10-13 | Stein Heurtey | Dispositif de conduite des fours de fusion et/ou d'affinage de verre |
| PL197688B1 (pl) * | 2000-12-14 | 2008-04-30 | Software & Tech Glas Gmbh | Sposób regulacji decydujących o jakości parametrów kąpieli szklanej w wannach szklarskich |
| WO2009125750A1 (ja) * | 2008-04-07 | 2009-10-15 | 旭硝子株式会社 | 溶融ガラス製造装置およびそれを用いた溶融ガラス製造方法 |
| JP5614407B2 (ja) * | 2009-08-17 | 2014-10-29 | 旭硝子株式会社 | 溶融ガラスの製造方法、ガラス溶融炉、ガラス製品の製造方法、及びガラス製品の製造装置 |
-
2011
- 2011-02-16 WO PCT/JP2011/053292 patent/WO2011102391A1/ja active Application Filing
- 2011-02-16 CN CN2011800099064A patent/CN102762506A/zh active Pending
- 2011-02-16 EP EP11744677.3A patent/EP2511244A4/en not_active Withdrawn
- 2011-02-16 JP JP2012500628A patent/JP5726162B2/ja active Active
- 2011-02-16 KR KR20127021104A patent/KR20120116476A/ko active Search and Examination
- 2011-02-16 US US13/575,129 patent/US9103799B2/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5345316A (en) * | 1976-10-05 | 1978-04-24 | Asahi Glass Co Ltd | Method of controlling glass material melting |
| JPS58142224A (ja) * | 1982-02-16 | 1983-08-24 | オ−エンス イリノイ インコ−ポレ−テッド | 少くとも2種類の物質を含んでいる混合物の表面領域における2種類の物質の相対的な量を見積る方法および装置 |
| JPS61183126A (ja) * | 1985-02-05 | 1986-08-15 | Toshiba Glass Co Ltd | ガラス溶融炉の燃焼制御装置 |
| JPH01122041U (ja) * | 1988-02-10 | 1989-08-18 | ||
| JP2009161396A (ja) * | 2008-01-07 | 2009-07-23 | Nippon Electric Glass Co Ltd | ガラス物品の製造方法、ガラス物品及びガラス熔融面監視システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2011102391A1 (ja) | 2013-06-17 |
| KR20120116476A (ko) | 2012-10-22 |
| WO2011102391A1 (ja) | 2011-08-25 |
| US20120291489A1 (en) | 2012-11-22 |
| US9103799B2 (en) | 2015-08-11 |
| EP2511244A4 (en) | 2017-03-29 |
| CN102762506A (zh) | 2012-10-31 |
| EP2511244A1 (en) | 2012-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5726162B2 (ja) | ガラス溶融炉の原料投入制御方法および原料投入制御装置 | |
| CN101046931A (zh) | 显示装置、老化校正系统和老化校正方法 | |
| KR102135754B1 (ko) | 정련 장치 및 방법 | |
| TWI667088B (zh) | 熔鋼流中的熔渣檢測方法 | |
| KR102072594B1 (ko) | 액면 레벨 검출 장치, 유리 제조 장치, 액면 레벨 검출 방법 및 유리 제조 방법 | |
| KR20140017151A (ko) | 슬래그 배재 제어방법 | |
| CN116143381A (zh) | 水淬法生产碎玻璃的电窑炉控制方法 | |
| JP2016030850A (ja) | 転炉排出流判定装置、転炉排出流判定方法、溶銑予備処理方法、及び転炉予備処理の操業方法 | |
| CN109355493B (zh) | 生球布料智能控制系统及控制方法 | |
| JP2008002917A (ja) | 容器入り液体の中身検査方法及び中身検査装置、容器入り液体食品の製造方法 | |
| CN1238138C (zh) | 自动扒渣方法 | |
| WO2012081398A1 (ja) | ガラス板、ガラス板の検査方法、およびガラス板の製造方法 | |
| JP4542471B2 (ja) | 高炉出銑口径の測定方法及び測定装置 | |
| JP4151863B2 (ja) | 半導体単結晶引き上げ装置における単結晶インゴットの振れ検知方法および装置 | |
| JP7494688B2 (ja) | 銅線の製造方法および銅荒引線の製造方法 | |
| CN110268073A (zh) | 钢液流中的渣检测方法 | |
| JP7571618B2 (ja) | 原料融液の表面の状態の検出方法、単結晶の製造方法、及びcz単結晶製造装置 | |
| JPH07242448A (ja) | 溶滓流量の測定装置及びこれを利用した炉設備 | |
| US20240125006A1 (en) | Method for detecting surface state of raw material melt, method for producing single crystal, and apparatus for producing cz single crystal | |
| JP2012257124A5 (ja) | ||
| JP2014073917A (ja) | セメント製造装置およびセメント製造方法 | |
| JPH09182953A (ja) | スラグ検知方法 | |
| CN214673267U (zh) | 一种石灰石粉生产用具有温度监控功能的控制装置 | |
| KR0162544B1 (ko) | 용융슬래그 유동비 측정 및 이를 이용한 노설비 | |
| KR20120073412A (ko) | 나탕 발생 방지 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131217 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140213 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140930 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141226 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20150107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150310 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150331 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5726162 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |