JP5656636B2 - 多成分繊維 - Google Patents
多成分繊維 Download PDFInfo
- Publication number
- JP5656636B2 JP5656636B2 JP2010522852A JP2010522852A JP5656636B2 JP 5656636 B2 JP5656636 B2 JP 5656636B2 JP 2010522852 A JP2010522852 A JP 2010522852A JP 2010522852 A JP2010522852 A JP 2010522852A JP 5656636 B2 JP5656636 B2 JP 5656636B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- multicomponent
- pcm
- viscosity
- fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K5/00—Heat-transfer, heat-exchange or heat-storage materials, e.g. refrigerants; Materials for the production of heat or cold by chemical reactions other than by combustion
- C09K5/02—Materials undergoing a change of physical state when used
- C09K5/06—Materials undergoing a change of physical state when used the change of state being from liquid to solid or vice versa
- C09K5/063—Materials absorbing or liberating heat during crystallisation; Heat storage materials
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/10—Other agents for modifying properties
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/06—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyolefin as constituent
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/12—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyamide as constituent
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/14—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyester as constituent
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2929—Bicomponent, conjugate, composite or collateral fibers or filaments [i.e., coextruded sheath-core or side-by-side type]
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Textile Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Thermal Sciences (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Nonwoven Fabrics (AREA)
- Multicomponent Fibers (AREA)
- Woven Fabrics (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Description
延伸比(DR)は、固体延伸工程における速度比(V2/V1)として定義され、すなわち、DR=V2/V1である。V1は溶融延伸工程の後のフィラメント速度である。V2は固体延伸工程の後の速度である。
PCM効率=ΔHmix/(wPCM*ΔHPCM)*100
ここでΔHmixはPCM(PCM+粘度調整剤)を含む第1の材料の溶融熱の測定値であり、wPCMはPCMの重量分率であり、ΔHPCMは純粋なPCMの融解熱の測定値である。
熱効率=ΔHfibre/(wPCM*ΔHPCM)*100
ここでΔHfibreはPCMを含む多成分繊維の溶融熱の測定値であり、wPCMはPCMの重量分率であり、ΔHPCMは純粋なPCMの融解熱の測定値である。
本発明は、相変化物質を組み込むことによって体温調節機能を有する多成分繊維に関する。
(a)相変化物質を、少なくとも、溶融形態の粘度調整剤と混合することによって、第1の材料602を調製する段階と、
(b)混合物を冷却して固化混合物にする段階と、
(c)固化混合物を粒子形態に加工する段階と、
(d)第2の材料603を提供する段階と、
(e)第1の材料602及び第2の材料603を繊維押出スピナレットプレートアセンブリに導入する段階と、
(f)多成分繊維605を形成するため第1の材料602及び第2の材料603を押出して、第2の材料603が第1の材料602を封入する段階。
方法
密度はISO1183−2に従って測定される。
ポリマー溶融体が圧力下でキャピラリーダイを通過して流れる性能は、ISO1133に従って測定された。MFRは分子量及びポリマーの加工性の双方に関する情報を提供する。メルトフローレート(MFR)は、取り得る所定の温度に関して取り得る所定の重量により加えられる圧力によって、特定の直径及び長さを有するキャピラリーを通って10分間に流れるポリマーの重さをグラムで定義する。この検討では、測定は直径2.095mm及び長さ8.0mmのキャピラリーを用いて、21.6kgの重みを用いて、190℃で行われた。
レオロジー試験は、振動モード(正弦せん断歪の大きさは1%であった)において、Bohlin Controlled コーン−プレートレオメータ(CSメルト)によって実施された。プレート直径は25mm、コーン角は5.4°であった。加熱及び試験の間サンプルチャンバは窒素で充填された。このように、複素粘度の大きさを示す曲線(単位は角振動数に対するパスカル・秒(Pas)、1秒あたりのラジアン(rad/s))が記録された。
熱特性は示差走査熱量計(Perkin Elmer、DSC 7)によって検討された。第1スキャンにおいて、サンプルは10℃/分で0℃から50℃に加熱された。この温度での1分間のアニーリングの後、サンプルは5℃/分で0℃まで冷却された。第2スキャンにおける加熱速度は10℃/分であった。特に述べない限りは、ピーク融点及び融解熱(溶融ピークの下の面積及びサンプルの重さから計算される)は、0から50℃の第2スキャンを参照する。融解熱(1グラムあたりのジュール(J/g))は、融解エネルギー(溶融ピークの下の面積)をサンプルの重量で割ることによって計算された。
繊維特性(タイター、引張強さ及び弾性率)は、Vibrodyn(Lenzing)の引張試験機によって評価された。ゲージ長さは20mm、試験速度は20mm/分であった。試験の前に、サンプルは20℃、65%RH、で少なくとも24時間調製された。所定の材料組成に関して、タイターはフィラメント直径の間接的な測定値であり、単位はフィラメント1000又は10000メートルあたりのグラム(各々Tex又はdTex)で表わされる。引張強さはフィラメント強度(フィラメントタイターで除した引張試験の間フィラメントによって保持される最大の力)の測定値であり、単位cN/Texで表わされる。弾性率はフィラメント剛性の測定値であり、1%歪における力をフィラメントタイターによって除した値として計算され、単位cN/Texで表わされる。伸び(elongation)は、破断時の測定値である。
ポリマーペレット/パウダーはゆっくりと撹拌しながら加熱されたベーカー内でワックスと共に溶融された。ベーカーは約180℃に加熱された。加熱の間ポリマー粒子は徐々に溶融し、ワックスは粒子内部に移動を開始して粒子サイズは徐々に膨潤する。ある程度の時間(ポリマータイプ、ポリマー粒子サイズ、及びバッチサイズに依存して5−30分)の後、膨潤したポリマー粒子は合体して粘性の溶融体になる。ポリマーワックス混合物はその後室温に冷却された。ワックス及びポリマーの均一な混合物をさらに確実にするために、固体混合物は加熱されたブラベンダー混練機(180℃)に入れられ、50rpmで5分間溶融均一化された。ブラベンダー混練機内の溶融均一化の後、材料はそのまま冷却され、その後固体材料はサイズおよそ2−4mmの粒子に粉砕された。多成分繊維を製造する前に、第1の材料が製造され、その後保管されてよい。その結果、全ての段階は、互いの直後に実施される必要はない。
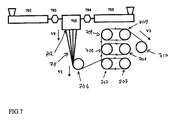
繊維の溶融紡糸はESLラボスピン装置によって実施された(図7を参照されたい)。使用されたスピナレット705は直径0.6mmの24個の出口孔を有した。スピナレット705はシース/コア2成分溶融紡糸のために構成された(図6を参照されたい)。シース及びコアの材料は、順に二つのギアポンプ702及び704に供給する、二つの25mm押出機701及び703によって別個に溶融される(図7)。二つのギアポンプ702、704はスピナレット705に供給する。押出速度は、ギアポンプ702及び704への一定のインレット圧力を確実にする制御及びフィードバックシステムによって自動的に調節される。スピナレットプレートアセンブリの部分は図6に示される。第1の材料602及び第2の材料603は、コア606及びシース607を有する2成分繊維605を形成するスピナレットプレートアセンブリに充填される。2成分繊維605の断面も開示され、コア606及びシース607を示す。
701 相変化物質を含む第1の材料のための押出機
702 相変化物質を含む第1の材料のためのギアポンプ
703 第2の材料のための押出機
704 第2の材料のためのギアポンプ
705 押出ダイ(スピナレット)
706 テイクオフローラー
707 ストレッチングローラー対
708 ストレッチングローラー対
709 ストレッチングローラー対
710 ワインダー
PCMとして使用できる炭化水素ワックスの幾つかの例が表1に示される。

実施例1
様々な量のポリエチレン材料(高密度ポリエチレン)の形態の粘度調整剤が、RT27(ドイツのRubitherm GmbHにより製造及び供給される炭化水素ワックス、表2を参照されたい)と混合された。ポリエチレン材料のメルトフローレートは「メルトフローレート」に記載された方法によって測定された。粘度調整剤及びポリエチレンの混合は、「ポリマー−ワックス混合物の調製」に記載された方法に従って行なわれた。その後、様々な混合物の粘度は方法「レオロジー評価」に従って調べられた。比較のため使用された10rad/sという角振動数は、図6に示される直径2.5mmの円筒形ダクト内の壁剪断速度におおよそ対応するように選択される。
潜熱(融解熱/結晶化)の量に関してPCMを含むポリマーのPCM効率が表3に示される。PCMを含むポリマーは多成分繊維の第1の材料に相当する。炭化水素ワックスRT31は様々なポリオレフィンと混合され、「ポリマーワックス混合物の調製」に開示される方法に従って作られ、0−50℃の範囲の融解熱は上述のDSC分析によるDSC法によって測定された。
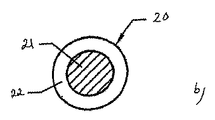
以下の例において、本発明により、コア材料は第1の材料に相当し、シース材料は第2の材料に相当する。
以下の例において、シース/コア構造を有する一組の2成分繊維が「2成分繊維の溶融紡糸」において前述されたように製造された。コア材料は35重量%のRT31、35重量%のRT35、及び30重量%のHDPE(Borealisによって製造されるFL1500)の混合物であった。シースはPET(ドイツ、TWD Polymereにより供給される、ASTM D4603に従って測定される固有粘度0.61のGL−BA 6105)であった。溶融紡糸パラメータは表6に示される。
この例において、シース/コア構造を有する一組の2成分繊維が「2成分繊維の溶融紡糸」において前述されたように製造された。コア材料は35重量%のRT31、35重量%のRT35、及び30重量%のHDPE(Borealisによって製造されるFL1500)の混合物であった。シースはPET(ドイツ、TWD Polymereにより供給される、ASTM D4603に従って測定される固有粘度0.61のGL−BA 6105)であった。溶融紡糸パラメータは表8に示される。
この例ではポリアミドが第2の材料として使用される。シース/コア構造を有する一組の2成分繊維が「2成分繊維の溶融紡糸」において前述されたように製造された。コア材料は75重量%の純粋なn−エイコサン(米国、Roper Thermalsにより供給される)と25重量%のHDPE(Borealisによって製造されるFS1560)の混合物であった。シース材料はPA6の繊維紡糸グレード(ドイツ、BASFにより供給されるUltramid BS 703)であった。測定された純粋なn−エイコサンの融解熱は240J/gであった。溶融紡糸パラメータは表10に示される。
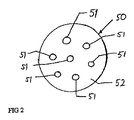
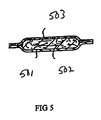
11、21、31、41、51、61 第1の繊維体、コア
12、22、32、42、52、62 第2の繊維体、シース
Claims (22)
- 少なくとも二つの引き延ばされた繊維体を含み、第1の繊維体は相変化物質を含む第1の材料からなり、第2の繊維体は第2の材料からなり第1の繊維体を封入する多成分繊維であって、
相変化物質は未加工の形態であり、第1の材料はISO1183−2に従って室温で測定されるとき950kg/m3よりも大きく、かつ970kg/m3以下の密度を、及びISO1133に従って21.6kg重で190℃で測定されたとき0.1−9g/10分の範囲内のメルトフローレートを有するポリオレフィンから選択される粘度調整剤を含み、粘度調整剤は第1の繊維体の全重量に対して25重量%以下で存在することを特徴とする、多成分繊維。 - 粘度調整剤は、ISO1133に従って21.6kg重で190℃で測定されたとき、0.1−50g/10分の範囲内のメルトフローレートを有することを特徴とする、請求項1に記載の多成分繊維。
- 相変化物質は、少なくとも100J/gの潜熱を有することを特徴とする、請求項1又は2に記載の多成分繊維。
- 多成分繊維が、比ΔHmix/(wPCM*ΔHPCM)*100によって測定されるとき、少なくとも90%であるPCM効率を有する第1の材料を含むことを特徴とする、請求項1から3の何れか一項に記載の多成分繊維。
- 多成分繊維が、比ΔHfibre/(wPCM*ΔHPCM)*100によって測定されるとき、少なくとも60%である熱効率を有することを特徴とする、請求項1から4の何れか一項に記載の多成分繊維。
- PCMは、第1の繊維体の全重量に対して計算される、50重量%よりも多く存在することを特徴とする、請求項1から5の何れか一項に記載の多成分繊維。
- 第1の材料は、合わせて少なくとも90重量%(第1の材料の全重量に対して計算される)の量の相変化物質及び粘度調整剤を含むことを特徴とする、請求項1から6の何れか一項に記載の多成分繊維。
- 相変化物質は、20−50℃の範囲の融点を有する炭化水素ワックスから選択されることを特徴とする、請求項1から7の何れか一項に記載の多成分繊維。
- 相変化物質が直鎖炭化水素ワックスから選択されることを特徴とする、請求項1から8の何れか一項に記載の多成分繊維。
- 粘度調整剤がポリエチレンであることを特徴とする、請求項1から9の何れか一項に記載の多成分繊維。
- 粘度調整剤が950kg/m3よりも大きい密度を有するポリエチレンであることを特徴とする、請求項9に記載の多成分繊維。
- 繊維が、0℃−50℃の範囲のDSC法で測定したとき、少なくとも20J/gの潜熱を有することを特徴とする、請求項1から11の何れか一項に記載の多成分繊維。
- 繊維は、10cN/texより大きな強度を有することを特徴とする、請求項1から12の何れか一項に記載の多成分繊維。
- 第1の材料の粘度と第2の材料の粘度との間の比が0.1<粘度1/粘度2<10の条件を満たし、ここで粘度1はPCMを含む第1の材料の10rad/sの角振動数での複素粘度であり、粘度2は第2の材料の10rad/sの角振動数での複素粘度であり、粘度は溶融紡糸の間使用される押出温度、すなわちスピナレットダイの設定温度、において測定されることを特徴とする、請求項1から13の何れか一項に記載の多成分繊維。
- 第2の材料が、繊維形成ポリマーの融点、又は、アモルファスポリマーの場合軟化点よりも高い温度で相変化物質に溶解しない繊維形成ポリマーであることを特徴とする、請求項1から14の何れか一項に記載の多成分繊維。
- 第2の材料がポリエステル及びポリアミドから選択されるポリマーを含むことを特徴とする、請求項1から15の何れか一項に記載の多成分繊維。
- 繊維が少なくとも一つ以上の第1の繊維体及び少なくとも一つ以上の第2の繊維体を含むことを特徴とする、請求項1から16の何れか一項に記載の多成分繊維。
- 繊維が少なくとも一つ以上の第1の繊維体、少なくとも一つ以上の第2の繊維体、及び第3の材料からなる少なくとも一つ以上の第3の繊維体を含むことを特徴とする、請求項1から17の何れか一項に記載の多成分繊維。
- 請求項1から18による多成分繊維を含む織物材料。
- 請求項1から18による多成分繊維を含む布。
- 布が少なくとも10J/gの潜熱を有することを特徴とする、請求項20に記載の布。
- 請求項1から18による多成分繊維を含む吸収物品。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/SE2007/000769 WO2009031946A1 (en) | 2007-09-03 | 2007-09-03 | Multi-component fibres |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010538171A JP2010538171A (ja) | 2010-12-09 |
| JP2010538171A5 JP2010538171A5 (ja) | 2014-11-06 |
| JP5656636B2 true JP5656636B2 (ja) | 2015-01-21 |
Family
ID=40429111
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010522852A Expired - Fee Related JP5656636B2 (ja) | 2007-09-03 | 2007-09-03 | 多成分繊維 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9725633B2 (ja) |
| EP (1) | EP2185752B1 (ja) |
| JP (1) | JP5656636B2 (ja) |
| CN (1) | CN101821434B (ja) |
| AU (1) | AU2007358683B2 (ja) |
| BR (1) | BRPI0721980B1 (ja) |
| MX (1) | MX2010001557A (ja) |
| WO (1) | WO2009031946A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018051216A (ja) * | 2016-09-30 | 2018-04-05 | 日本製紙クレシア株式会社 | ローションティッシュペーパー及びローションティッシュペーパーの製造方法 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9434869B2 (en) | 2001-09-21 | 2016-09-06 | Outlast Technologies, LLC | Cellulosic fibers having enhanced reversible thermal properties and methods of forming thereof |
| USD666421S1 (en) * | 2011-08-22 | 2012-09-04 | Vivenzio Elizabeth J | Temporary transfer sheet for an areolar tattoo |
| FI125678B (fi) * | 2011-08-26 | 2016-01-15 | Bioretec Oy | Bioabsorboituva, orientoitu, muotoiltava kiinnitysmateriaali ja -levy |
| US20120095605A1 (en) | 2011-09-17 | 2012-04-19 | Tran Bao Q | Smart building systems and methods |
| US8359750B2 (en) | 2011-12-28 | 2013-01-29 | Tran Bao Q | Smart building systems and methods |
| DE102012110330B4 (de) * | 2012-10-29 | 2014-07-24 | STS Textiles GmbH & Co. KG | Textiles Flächengebilde mit einem Latentwärmespeicher |
| US10501869B2 (en) * | 2015-07-14 | 2019-12-10 | Basf Se | Filaments based on a coated core material |
| US10799390B2 (en) | 2015-08-03 | 2020-10-13 | New York Knitworks, Llc | Energy harvesting, heat managing, multi-effect therapeutic garment |
| US20170086522A1 (en) * | 2015-09-25 | 2017-03-30 | Welspun India Limited | Shawl Textile Article And Method Of Making Same |
| KR101714910B1 (ko) * | 2015-10-23 | 2017-03-10 | (주)엘지하우시스 | 다공성 단일 수지 섬유 복합재 및 다공성 단일 수지 섬유 복합재를 제조하는 방법 |
| KR102385800B1 (ko) * | 2016-04-21 | 2022-04-13 | 오앤엠 할리야드 인터내셔널 언리미티드 컴퍼니 | 상 변화 재료의 사용을 통한 미기후의 냉각을 통해 향상된 편안함을 갖는 페이스 마스크 |
| EP3878922A1 (en) * | 2016-06-09 | 2021-09-15 | E. I. du Pont de Nemours and Company | Heat storage cable including closing system |
| CN106245406B (zh) * | 2016-08-31 | 2018-05-01 | 江苏理文造纸有限公司 | 用于快速脱水成型网的制造装置和制造方法 |
| CN106245405B (zh) * | 2016-08-31 | 2018-02-06 | 江苏理文造纸有限公司 | 用于成型网的快速脱水纤维的制造装置和制造方法 |
| US11339503B2 (en) | 2019-02-13 | 2022-05-24 | Rensselaer Polytechnic Institute | Methods and systems for producing beaded polymeric fibers with advanced thermoregulating properties |
| CN114569322A (zh) * | 2020-12-01 | 2022-06-03 | 中国科学院大连化学物理研究所 | 一种质地柔软降温时间长的降温护理袋 |
| WO2022244848A1 (ja) * | 2021-05-21 | 2022-11-24 | 住友化学株式会社 | 蓄熱組成物 |
| WO2023156874A1 (en) * | 2022-02-15 | 2023-08-24 | 3M Innovative Properties Company | Cluster of polymeric columns and method of making same |
| CN115404564A (zh) * | 2022-09-30 | 2022-11-29 | 许昌鸿洋生化实业发展有限公司 | 一种pcm技术包覆相变材料智能调温假发纤维 |
| JP7340821B1 (ja) | 2023-04-11 | 2023-09-08 | 青島紗支紡織科技有限公司 | 冷感生地用複合繊維、その製造方法、冷感生地、及び繊維製品 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4908166A (en) * | 1985-11-22 | 1990-03-13 | University Of Dayton | Method for preparing polyolefin composites containing a phase change material |
| US4923549A (en) * | 1987-10-30 | 1990-05-08 | Kimberly-Clark Corporation | Method of making a multilayer polymeric film having dead bend characteristics |
| JP2804147B2 (ja) | 1990-03-28 | 1998-09-24 | 帝人株式会社 | 熱接着性複合繊維 |
| JP2761094B2 (ja) * | 1990-10-26 | 1998-06-04 | 松下電工株式会社 | 蓄熱繊維 |
| JP2537313B2 (ja) | 1991-07-02 | 1996-09-25 | 大和紡績株式会社 | ポリプロピレン繊維および複合繊維 |
| ES2113280B1 (es) * | 1994-11-10 | 1999-04-01 | Repsol Quimica Sa | Modificaciones polimericas para aplicaciones de termoconformado. |
| JPH08311716A (ja) * | 1995-05-12 | 1996-11-26 | Nippon Ester Co Ltd | 吸発熱性複合繊維 |
| US7160612B2 (en) | 2000-09-21 | 2007-01-09 | Outlast Technologies, Inc. | Multi-component fibers having enhanced reversible thermal properties and methods of manufacturing thereof |
| US6855422B2 (en) | 2000-09-21 | 2005-02-15 | Monte C. Magill | Multi-component fibers having enhanced reversible thermal properties and methods of manufacturing thereof |
| CN100376731C (zh) | 2000-09-21 | 2008-03-26 | 奥特拉斯技术有限公司 | 具有可逆热性能的多组分纤维 |
| US7113520B1 (en) * | 2001-04-11 | 2006-09-26 | Adl Llc | Local protocol server |
| JP2002317329A (ja) * | 2001-04-24 | 2002-10-31 | Idemitsu Technofine Co Ltd | 蓄熱性繊維、その製造方法および蓄熱性布部材 |
| WO2003076547A1 (fr) | 2002-03-12 | 2003-09-18 | Idemitsu Kosan Co., Ltd. | Materiau a stockage thermique, composition a base de ce materiau et utilisation |
| JP4339006B2 (ja) * | 2002-04-08 | 2009-10-07 | 出光テクノファイン株式会社 | 蓄熱性複合繊維及び蓄熱性布部材 |
| JP2004011032A (ja) | 2002-06-03 | 2004-01-15 | Idemitsu Technofine Co Ltd | 温度コントロール繊維、および温度コントロール布部材 |
| JP2004043676A (ja) | 2002-07-12 | 2004-02-12 | Idemitsu Kosan Co Ltd | ポリエーテル蓄熱材料 |
| JP2005060896A (ja) | 2003-08-14 | 2005-03-10 | Japan Polyolefins Co Ltd | 複合繊維、その製造方法およびこれを用いた不織布 |
| US20070089276A1 (en) * | 2005-09-15 | 2007-04-26 | Fiber Innovation Technology, Inc. | Multicomponent fiber comprising a phase change material |
| EP1795542A1 (en) * | 2005-12-07 | 2007-06-13 | Borealis Technology Oy | Polymer |
| JP5145911B2 (ja) | 2007-12-07 | 2013-02-20 | 東ソー株式会社 | ポリエチレン系樹脂組成物及びそれよりなるブロー容器 |
| JP2009143079A (ja) | 2007-12-13 | 2009-07-02 | Japan Polyethylene Corp | 中空成形体、その成形装置及び方法 |
| JP2009154332A (ja) | 2007-12-25 | 2009-07-16 | Japan Polyethylene Corp | 積層体 |
-
2007
- 2007-09-03 BR BRPI0721980-6A patent/BRPI0721980B1/pt not_active IP Right Cessation
- 2007-09-03 EP EP07808789.7A patent/EP2185752B1/en active Active
- 2007-09-03 MX MX2010001557A patent/MX2010001557A/es active IP Right Grant
- 2007-09-03 AU AU2007358683A patent/AU2007358683B2/en not_active Ceased
- 2007-09-03 US US12/673,839 patent/US9725633B2/en active Active
- 2007-09-03 CN CN200780100407.XA patent/CN101821434B/zh active Active
- 2007-09-03 WO PCT/SE2007/000769 patent/WO2009031946A1/en active Application Filing
- 2007-09-03 JP JP2010522852A patent/JP5656636B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018051216A (ja) * | 2016-09-30 | 2018-04-05 | 日本製紙クレシア株式会社 | ローションティッシュペーパー及びローションティッシュペーパーの製造方法 |
| JP7003359B2 (ja) | 2016-09-30 | 2022-01-20 | 日本製紙クレシア株式会社 | ローションティッシュペーパーの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010538171A (ja) | 2010-12-09 |
| WO2009031946A1 (en) | 2009-03-12 |
| US9725633B2 (en) | 2017-08-08 |
| BRPI0721980B1 (pt) | 2017-12-26 |
| AU2007358683B2 (en) | 2012-05-24 |
| US20110027568A1 (en) | 2011-02-03 |
| EP2185752A4 (en) | 2013-10-16 |
| MX2010001557A (es) | 2010-06-01 |
| CN101821434B (zh) | 2015-04-01 |
| EP2185752A1 (en) | 2010-05-19 |
| CN101821434A (zh) | 2010-09-01 |
| AU2007358683A1 (en) | 2009-03-12 |
| EP2185752B1 (en) | 2017-12-20 |
| BRPI0721980A2 (pt) | 2014-02-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5656636B2 (ja) | 多成分繊維 | |
| JP6659936B2 (ja) | 温度調節セルロース系繊維及びその用途 | |
| ES2377833T3 (es) | Fibras celulósicas que tienen propiedades térmicas reversibles mejoradas y métodos para su fabricación | |
| CN105247119B (zh) | 多孔聚烯烃纤维 | |
| US6670035B2 (en) | Binder fiber and nonwoven web | |
| EP1707657A1 (en) | Process for producing elastic and/or water degradable webs from composite filaments | |
| JP2011058157A (ja) | ソフト性に優れたスパンボンド不織布及びその製造方法 | |
| JP2013511628A (ja) | 耐火性と増強された可逆的熱特性の組合せを有する繊維および物品 | |
| CN101668501A (zh) | 用作吸收性物品中的面向身体层片的无纺材料 | |
| BR112019020760B1 (pt) | Pano de fibra de celulose não tecido com diferentes conjuntos de poros, método para fabricar um pano de fibra de celulose não tecido, dispositivo para fabricar pano de fibra de celulose não tecido, método para controlar liberação de um agente ativo, método para uso de um pano de fibra de celulose não tecido e produto ou compósito | |
| KR20190045288A (ko) | 섬유 충전물체 및 그것을 사용한 섬유 제품 | |
| JPH02169718A (ja) | ポリオレフイン系熱融着性繊維及びその不織布 | |
| JPH1086256A (ja) | 複合化不織布及びそれを用いた吸収性物品 | |
| US20070038192A1 (en) | Hygiene article | |
| RU2444583C2 (ru) | Многокомпонентные волокна | |
| JP2006057200A (ja) | 吸収性物品 | |
| JP4785596B2 (ja) | 複合繊維とその製造方法及びこれを用いた繊維構造物 | |
| JP2024518171A (ja) | 強度促進不織布 | |
| JP2002138359A (ja) | ポリエチレン系複合長繊維不織布 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120305 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120313 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120608 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130312 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130711 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130812 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20130913 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20140901 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20140901 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141125 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5656636 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |