JP5589948B2 - 電池の製造方法 - Google Patents
電池の製造方法 Download PDFInfo
- Publication number
- JP5589948B2 JP5589948B2 JP2011098160A JP2011098160A JP5589948B2 JP 5589948 B2 JP5589948 B2 JP 5589948B2 JP 2011098160 A JP2011098160 A JP 2011098160A JP 2011098160 A JP2011098160 A JP 2011098160A JP 5589948 B2 JP5589948 B2 JP 5589948B2
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- battery
- positive electrode
- welding
- negative electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
- Connection Of Batteries Or Terminals (AREA)
Description
H/6 ≦ H1 ≦ H/3
を満たす厚みH1の絶縁部材を用いる。これにより,箔切れや箔潰れが生じにくいからである。
1.電池の構造
1−1.バッテリパック
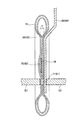
本形態のバッテリパックBPは,図1に示すように,バッテリ100を直列に接続した組電池である。バッテリ100は,角型の単電池である。バッテリパックBPでは,図1に示すように,バッテリ100の正極端子と,そのバッテリ100に隣り合うバッテリ100の負極端子とが,バスバー190を介して締結されている。この締結は,ボルトとナットによりなされている。
バッテリ100の概略構成を図2の断面図に示す。図2は,図1に示したバッテリパックBPからバッテリ100を取り出して描いたものである。電池容器110は,図2に示すように,電池容器本体120と,封口板130とを備えるものである。電池容器110の内部には,捲回電極体10が配置されている。この捲回電極体10は,実際に発電に寄与する発電要素である。封口板130は,電池容器本体120の開口部を塞ぐためのものである。そのため,電池容器本体120に接合されている。
図3は,溶接前における捲回電極体10を示す斜視図である。図3に示すように,捲回電極体10は扁平形状をしている。捲回電極体10の一方の端部には,正極端部30が突出している。正極端部30は,後述するように,正極板の正極芯材が突出している正極突出部である。捲回電極体10の他方の端部には,負極端部40が突出している。負極端部40は,後述するように,負極板の負極芯材が突出している負極突出部である。このように,正極端部30および負極端部40は,後述する正極板,負極板,セパレータを積層した積層部から突出している。
2−1.溶接体の基本構成
本形態の溶接体20を図6に示す。図6は,図2のCC断面を示す断面図である。図6では,正極芯材PB(負極芯材NB)を簡略化して描いてある。以降の図でも同様である。溶接体20は,図6に示すように,捲回電極体10と,正極端子50と,負極端子60とを有している。
ここで,溶接体20における溶接箇所71,72の周辺について説明する。また,溶接体20の正極端部30には,図6に示すような隙間70が空いている。この隙間70は,溶接箇所71と溶接箇所72との間に位置している。この隙間70は,後述する溶接方法により,形成されたものである。同様に,負極側の隙間80は,溶接箇所81と溶接箇所82との間に位置している。
1.05 ≦ X/L ≦ 1.20 ………(1)
3−1.スペーサ
続いて,本形態の溶接方法について説明する。本形態の溶接方法は,捲回電極体10の正極端部30および負極端部40をそれぞれ,正極端子50および負極端子60に溶接する方法である。本形態の溶接方法は,正極側でも負極側でも同様である。したがって,これらを代表して,正極側について説明する。
次に,図9に示すように,1枚のスペーサMを正極端部30に挿入する。その挿入箇所は,捲回電極体10の捲回中心付近であるとよい。ただし,捲回中心付近からずれた箇所に挿入することとしてもよい。正極端部30は,捲回電極体10から突出している正極非塗工部P2である。そのため,正極端部30には,セパレータS,Tや負極板N,正極合材層PA等の厚みに相当する隙間が空いている。したがって,スペーサMの挿入は容易である。このスペーサMの挿入により,隙間70が形成される。
続いて,正極端部30を正極端子50に抵抗溶接する。このとき,スペーサMは,隙間70に挿入されたままである。まず,図10に示すように,正極端部30を正極端子50に押圧する。そのため,正極端部30は,捲回電極体10の厚み方向につぶれる。ここで,押圧時における正極端部30の押圧箇所の厚みをHとする。
ここで,本実施の形態に係る電池の製造方法について説明する。本形態の電池の製造方法は,次に示すように,電極板作成工程と,電極体作成工程と,溶接体作成工程と,電池組立工程とを有する方法である。そして,本形態の電池の製造方法は,溶接体作成工程において,前述の溶接方法を用いることに特徴点を有する。
(A)電極板作成工程
(B)電極体作成工程
(C)溶接体作成工程
(D)電池組立工程
まず,正極芯材PBであるアルミニウム箔に正極用塗工液を塗工して正極用ペースト層とする。この正極用塗工液は,溶媒に上記の正極活物質等を混練したものである。次に,正極用ペースト層の形成された正極芯材PBを乾燥炉の内部に搬送しつつその正極用ペースト層を乾燥させる。これにより,正極芯材PBに正極合材層PAが形成される。正極合材層PAは,正極活物質を含む層である。なお,正極芯材PBの両面に正極合材層PAを形成することが好ましい。これにより,正極板Pが作成される。負極板Nについても同様である。
続いて,捲回電極体10を作成する。その際に,図4に示したように,正極板Pおよび負極板Nに,これらの間にセパレータS,Tを介在させて捲回する。これにより,円筒形状の捲回電極体が作成される。この円筒形状の捲回電極体を円筒側面方向から圧縮することにより,図3に示したような扁平形状の捲回電極体10が作成される。
続いて,前述の溶接方法を用いて,捲回電極体10の正極端部30および負極端部40をそれぞれ,正極端子50および負極端子60に溶接する。これにより,図6に示した溶接体20が作成される。前述したように,溶接体20において,箔切れや箔潰れは,ほとんど起きていない。
次に,溶接体20を電池容器本体120に収容する。また,封口板130を電池容器本体120に接合する。この接合にレーザ溶接を用いるとよい。もちろん,その他の接合方法を用いてもよい。そして,注液孔140から電池容器本体120の内部に電解液を注入する。次に,蓋体170を封口板130に接合する。これにより,バッテリ100が組み立てられる。
電池容器110の内部に電解液を注入した後,電解液は捲回電極体10の正極合材層PAおよび負極合材層NAに徐々に含浸していく。この電解液の含浸後に,初期充電工程や高温エージング工程等を施すこととするとよい。また,その他の各種の検査工程を行ってもよい。以上の工程を経ることにより,本形態のバッテリ100が製造される。
5−1.複数枚のスペーサ
ここで,本形態の変形例について説明する。本形態では,正極端部30や負極端部40に,スペーサMを1枚だけ挟んだ状態で溶接を行うこととした。しかし,厚みの薄い複数枚のスペーサを,正極端部30や負極端部40に挟んだ状態で溶接を行うこととしてもよい。
本形態では,扁平形状の捲回電極体10を備えるリチウムイオン二次電池の製造方法について説明した。しかし,扁平形状の捲回電極体10を有する電池に限らない。捲回しないで正極板と負極板とを平積みした電極体を用いる電池にも適用することができる。その他,正極板と負極板とを積層した積層電極体を備えるとともに,正極側の集電部と負極側の集電部とが,電極体から突出している電極体を有する電池であれば適用可能である。
また,リチウムイオン二次電池に限らない。その他の電池であっても,電極端子と発電要素とを複数個所で溶接した溶接体を有する電池であれば,同様に適用することができる。その場合の電極体の構成は,リチウムイオン二次電池の電極体の構成と異なっている。したがって,電極板作成工程は必ずしも必要ではない場合がある。もちろん,そのような電池であっても,発電要素である電極体は必要である。
以上,詳細に説明したように,本実施の形態に係る電池の製造方法では,捲回電極体10を正極端子50や負極端子60に溶接する際に,捲回電極体10の正極端部30や負極端部40にスペーサMを挿入することとした。そのため,正極端子50もしくは負極端子60から遠い位置にある最外箔PX等に強い張力がかかることはない。したがって,溶接時に,箔切れや箔潰れが生じることがほとんどない電池の製造方法が実現されている。つまり,歩留まりはよい。
第2の実施形態について説明する。本形態では,用いる電極端子の形状が第1の実施形態と異なっている。したがって,以下,異なる点のみについて説明する。
1−1.電極端子の形状
本形態における正極端子250(負極端子260)の形状および溶接体220を図12に示す。図12に示すように,正極端子250には,凹部251が形成されている。凹部251は,溶接後に捲回電極体10と対面する側の面に形成されている。そして,正極端子250における凹部251の反対側の面には,凸部252が形成されている。
ここで,溶接体20における溶接箇所71,72の周辺について説明する。図12に示すように,溶接体220の正極端部30には,隙間270が空いている。隙間270は,第1の実施形態における隙間70とほぼ同様のものである。
1.05 ≦ Y/L ≦ 1.20 ………(2)
2−1.電極端子の形状(1)
本形態では,凹部251と凸部252とが形成された電極端子250,260を用いることとした。しかし,本形態とは異なる形状の電極端子を用いることもできる。例えば,図13に示す電極端子350,360を用いてもよい。電極端子350,360には,凹部351,361が形成されている。この場合であっても,最内箔長Yは,溶接箇所間距離Lよりも長いことに変わりないからである。
また,図14に示す電極端子450,460を用いてもよい。電極端子450,460では,なだらかな凹部451,461が形成されている。この場合であっても,最内箔長Yは,溶接箇所間距離Lよりも長いことに変わりないからである。
以上,詳細に説明したように,本実施の形態に係る電池の製造方法では,捲回電極体10を正極端子50や負極端子60に溶接する際に,捲回電極体10の正極端部30や負極端部40にスペーサMを挿入することとした。そのため,正極端子50もしくは負極端子60から最も遠い位置にある最外箔PXに強い張力がかかることはない。さらに,最内箔PYに強い張力がかかることもほとんどない。したがって,溶接時に,箔切れや箔潰れが生じることがほとんどない電池の製造方法が実現されている。つまり,歩留まりはよい。
A−1.実験方法
ここで,第1の実施形態で説明したように,スペーサを用いて製造したバッテリに関する実験について説明する。この実験は,捲回電極体を電極端子に溶接する際に,スペーサを挟んで溶接した電池と,スペーサを挟まずに溶接した電池との違いを比較するために行ったものである。なお,実施形態1で説明したように,捲回電極体にスペーサを1枚だけ挟んだ状態で溶接を行った。
1−1)スペーサの有無
1−2)スペーサの厚みH1
ここで,スペーサの厚みH1は,図8に示したものである。
評価項目は,次のとおりである。
2−1)箔切れの枚数
2−2)箔潰れの有無
実験1の結果を,表1に示す。ここでHは,溶接前に正極端部30(負極端部40)を正極端子50(負極端子60)に押圧したときの正極端部30(負極端部40)の厚みである(図9等参照)。表1の実施例1,2に示すように,スペーサの厚みH1を,次式を満たす範囲内とすればよい。
H/6 ≦ H1 ≦ H/3 ………(3)
すなわち,スペーサの厚みH1を,押圧後の正極端部30(負極端部40)の厚みHの6分の1から3分の1までの範囲内とするとよい。

B−1.実験方法
続いて,実験2について説明する。実験2では,第1の実施形態の変形例で説明したように,溶接を行う際に複数枚のスペーサを挟む場合について実験を行った。この実験に際して変化させたパラメータは,次に示すものである。
1−1)スペーサの有無
1−2)溶接長J(端子長Iとの比)
1−3)スペーサ間に挟む箔の枚数
評価項目は,次のとおりである。
2−1)箔切れの枚数
2−2)箔潰れの有無
2−3)含浸完了時間
B−3−1.箔切れおよび箔潰れ
実験2の結果を,表2に示す。表2に示すように,スペーサを用いて溶接した実施例3〜実施例14には,箔切れおよび箔潰れは生じない。これは,実験1の実験結果と矛盾しない。そして,スペーサを用いないで溶接を行った比較例4〜比較例7では,箔切れが生じている。そして,比較例5〜比較例7では,箔潰れが生じている。
実施例3〜実施例14に示すように,溶接長Jが短いほど,含浸完了時間は短い。これは,溶接長Jが短いほど,電解液が入り込む隙間が大きいからと考えられる。実際に実施例3〜5では,含浸完了時間は1時間である。この時間は,表2中で最も短い。逆に,溶接長Jが長いほど,含浸完了時間は長い。したがって,含浸完了時間を考慮すると,溶接長Jは短いほうが好ましい。表2より,溶接長Jが端子長Iの3分の1以下の長さであるとよい。
20,220…溶接体
30…正極端部
40…負極端部
50,250,350,450…正極端子
60,260,360,460…負極端子
100…バッテリ
110…電池容器
120…電池容器本体
130…封口板
140…注液孔
150…絶縁部材
160…絶縁部材
170…蓋体
BP…バッテリパック
P…正極板
P1…正極塗工部
P2…正極非塗工部
PX…最外箔
PY…最内箔
N…負極板
N1…負極塗工部
N2…負極非塗工部
S,T…セパレータ
Claims (4)
- 一方から正極芯材の突出している正極突出部と他方から負極芯材の突出している負極突出部とを備える電極体を作成する電極体作成工程と,
前記電極体を正極端子および負極端子(以下,「電極端子」という)に溶接して溶接体とする溶接体作成工程と,
前記溶接体を電池容器に収容するとともに電解液を注入する電池組立工程とを有し,
前記溶接体作成工程は,
前記正極突出部および前記負極突出部(以下,「電極突出部」という)の少なくとも一方に絶縁部材を挿入する絶縁部材挿入工程と,
前記絶縁部材を挿入している状態で前記電極突出部を前記電極端子に複数の溶接箇所で溶接する溶接工程とを有し,
前記溶接体作成工程では,
前記絶縁部材として,
前記電極突出部を前記電極端子に押圧したときの厚みHに対して,
H/6 ≦ H1 ≦ H/3
を満たす厚みH1の絶縁部材を用いることを特徴とする電池の製造方法。 - 請求項1に記載の電池の製造方法であって,
前記溶接体作成工程では,
前記絶縁部材として,
前記電極突出部のうち前記電極端子から最も遠い位置に位置する最外芯材における第1の溶接箇所から第2の溶接箇所までにわたる長さである最外芯材長が,
前記第1の溶接箇所から前記第2の溶接箇所までの溶接箇所間距離の1.05〜1.20倍の範囲内となるものを用いることを特徴とする電池の製造方法。 - 請求項1または請求項2に記載の電池の製造方法であって,
前記溶接体作成工程では,
前記複数の溶接箇所における前記電極端子の長手方向の長さを足し合わせた合計長さである溶接長を,
前記電極端子が前記電極突出部に接触する端子長の3分の1以下の長さとして溶接を行うことを特徴とする電池の製造方法。 - 請求項1から請求項3までのいずれか1つに記載の電池の製造方法であって,
前記溶接体作成工程では,
前記絶縁部材として,
複数の絶縁部材であって合計の厚みがH1であるものを用い,
前記複数の絶縁部材のそれぞれの挿入箇所を互いに異なっている箇所とすることを特徴とする電池の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011098160A JP5589948B2 (ja) | 2011-04-26 | 2011-04-26 | 電池の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011098160A JP5589948B2 (ja) | 2011-04-26 | 2011-04-26 | 電池の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012230814A JP2012230814A (ja) | 2012-11-22 |
| JP5589948B2 true JP5589948B2 (ja) | 2014-09-17 |
Family
ID=47432209
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011098160A Expired - Fee Related JP5589948B2 (ja) | 2011-04-26 | 2011-04-26 | 電池の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5589948B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6191876B2 (ja) * | 2014-06-10 | 2017-09-06 | トヨタ自動車株式会社 | 電池 |
| WO2017159742A1 (ja) * | 2016-03-18 | 2017-09-21 | Jmエナジー株式会社 | 蓄電デバイスおよびその製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4936839B2 (ja) * | 2006-09-28 | 2012-05-23 | 三洋電機株式会社 | 密閉電池の製造方法 |
| JP5080199B2 (ja) * | 2007-10-19 | 2012-11-21 | プライムアースEvエナジー株式会社 | 二次電池および二次電池の製造方法 |
| JP5274026B2 (ja) * | 2008-01-11 | 2013-08-28 | 三洋電機株式会社 | 角形電池 |
| JP5195208B2 (ja) * | 2008-09-17 | 2013-05-08 | トヨタ自動車株式会社 | 電池及び電池の製造方法 |
| JP5433452B2 (ja) * | 2010-02-08 | 2014-03-05 | 日立ビークルエナジー株式会社 | リチウムイオン二次電池 |
-
2011
- 2011-04-26 JP JP2011098160A patent/JP5589948B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012230814A (ja) | 2012-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5417241B2 (ja) | 角形リチウムイオン二次電池および角形リチウムイオン二次電池の製造方法 | |
| US8815426B2 (en) | Prismatic sealed secondary cell and method of manufacturing the same | |
| JP5917407B2 (ja) | 角形二次電池 | |
| JP5456542B2 (ja) | 角形二次電池および角形二次電池の製造方法 | |
| US20160043373A1 (en) | Lithium-ion secondary cell and method for manufacturing same | |
| JP6198844B2 (ja) | 組電池 | |
| JP2012227035A (ja) | 非水電解液型二次電池の製造方法 | |
| JP2010020974A (ja) | 扁平型二次電池およびその製造方法 | |
| JP2011171079A (ja) | 電池 | |
| JP5953549B2 (ja) | リチウムイオン電池 | |
| JPWO2012147782A1 (ja) | 密閉型電池及びその製造方法 | |
| JP5087110B2 (ja) | 二次電池 | |
| WO2012111712A1 (ja) | リチウムイオン電池 | |
| JP2018147574A (ja) | 角形リチウムイオン二次電池 | |
| JP5232751B2 (ja) | リチウムイオン二次電池 | |
| JP6106774B2 (ja) | 角形リチウムイオン電池 | |
| JP5716455B2 (ja) | 電池の製造方法および溶接装置および溶接用治具 | |
| JP5589948B2 (ja) | 電池の製造方法 | |
| KR20180113640A (ko) | 편평형 이차 전지 | |
| JP5882697B2 (ja) | 角形リチウムイオン電池 | |
| JP5914635B2 (ja) | 角形二次電池モジュール | |
| JP7430665B2 (ja) | 二次電池の集電体およびその製造方法、ならびに二次電池 | |
| JP5720411B2 (ja) | 非水電解質二次電池の製造方法 | |
| JP2005327521A (ja) | 非水電解液二次電池の製造方法及び使用方法 | |
| JP6978500B2 (ja) | 二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131119 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140418 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140604 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140701 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140714 |
|
| LAPS | Cancellation because of no payment of annual fees |