JP5587061B2 - 抵抗溶接用通電ブロック、この通電ブロックを用いた密閉電池の製造方法及び密閉電池 - Google Patents
抵抗溶接用通電ブロック、この通電ブロックを用いた密閉電池の製造方法及び密閉電池 Download PDFInfo
- Publication number
- JP5587061B2 JP5587061B2 JP2010149609A JP2010149609A JP5587061B2 JP 5587061 B2 JP5587061 B2 JP 5587061B2 JP 2010149609 A JP2010149609 A JP 2010149609A JP 2010149609 A JP2010149609 A JP 2010149609A JP 5587061 B2 JP5587061 B2 JP 5587061B2
- Authority
- JP
- Japan
- Prior art keywords
- positive electrode
- block
- resistance welding
- exposed portion
- core exposed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/10—Spot welding; Stitch welding
- B23K11/11—Spot welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0587—Construction or manufacture of accumulators having only wound construction elements, i.e. wound positive electrodes, wound negative electrodes and wound separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/528—Fixed electrical connections, i.e. not intended for disconnection
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49108—Electric battery cell making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49108—Electric battery cell making
- Y10T29/4911—Electric battery cell making including sealing
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Secondary Cells (AREA)
- Resistance Welding (AREA)
Description
(1)レーザ溶接法(下記特許文献1参照)
(2)超音波溶接法(下記特許文献2参照)
(3)抵抗溶接法(下記特許文献3参照)
、抵抗溶接時に抵抗溶接用電極で加圧された際に通電ブロックが変形し易くなり、しかも、抵抗溶接時に溶融した突起部の一部あるいは溶融した被溶接部材の一部が通電ブロックの側面側に流れ易くなる。それに対し、本発明の抵抗溶接用の通電ブロックにおいては、突起が設けられている2つの面に平坦部分が設けられているので、抵抗溶接時に抵抗溶接用電極で加圧された際に通電ブロックが変形し難くなり、また、抵抗溶接時に溶融変形した突起部の一部あるいは溶融した被溶接部材の一部がこの平坦部に留まって通電部ブロックの側面方向に流れ出ることを抑制することができ、しかも、平坦部が被溶接部材と接する面となるため通電ブロックが安定化される。そのため、本発明の抵抗溶接用の通電ブロックによれば、信頼性の高い抵抗溶接部が得られるようになる。
(1)正極シートと負極シートとをセパレータを介して巻回又は積層することにより一方の端部に積層された正極芯体露出部が形成され、他方の端部に積層された負極芯体露出部が形成された偏平形電極体を作製する工程、
(2)前記積層された正極芯体露出部及び負極芯体露出部の内、少なくともどちらか一方の芯体露出部を2分割する工程、
(3)前記2分割された芯体露出部の最外側の両表面にそれぞれ集電部材又は溶接受け部材を配置すると共に、前記2分割された芯体露出部間に、表裏の関係にある二つの面のそれぞれに突起が形成されている通電ブロックを、前記表裏の関係にある二つの面のそれぞれの突起が前記2分割された芯体露出部と接するように配置する工程、
(4)前記2分割された芯体露出部の最外側の両表面にそれぞれ配置されている集電部材又は溶接受け部材間に一対の抵抗溶接用電極を当接する工程、
(5)前記一対の抵抗溶接用電極間に押圧力を印加しながら抵抗溶接を行う工程。
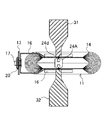
起が形成されている通電ブロックを、両端の突起が2分割された芯体露出部と接するように配置し、芯体露出部の最外側の両表面にそれぞれ配置されている集電部材又は溶接受け部材間に一対の抵抗溶接用電極を当接し、一対の抵抗溶接用電極間に押圧力を印加しながら抵抗溶接を行う工程を含んでいる。このような抵抗溶接工程では、抵抗溶接電流は集電部材又は溶接受け部材→芯体露出部→通電ブロック→芯体露出部→集電部材又は溶接受け部材へと流れるので、一度の抵抗溶接で一方の電極シート側の芯体露出部と集電部材とを溶接することができる。
ロックの前記突起が設けられている2つの面にはそれぞれ互いに平行な平面部分が設けられているものを用いることが好ましい。
最初に本発明の実施形態1の密閉電池の一例として、角形の非水電解質二次電池を図1を用いて説明する。なお、図1Aは実施形態1の非水電解質二次電池の断面図であり、図1Bは図1AのIB−IB線に沿った断面図であり、図1Cは図1AのIC−IC線に沿った断面図である。この非水電解質二次電池10は、正極シートと負極シートとがセパレータ(何れも図示省略)を介して巻回された偏平状の巻回電極体11を有している。
上記実施形態1の正極用通電ブロック24Aとしては、図2に示したように、円柱状の本体24aの表裏の関係にある二つの面24eのそれぞれに例えば円錐台状の突起24bが形成されているものを示した。このように、本体24aが円柱状であると、円柱状の本体24aの表裏の関係にある二つの面24eと側面との間に角部24fが形成される。そ
のため、図3に示すように、正極用通電ブロック24Aを積層された正極芯体露出部14を2分割してその内側に配置し、正極用通電ブロック24Aの両側の円錐台状の突起24bがそれぞれ積層された正極芯体露出部14と当接するようにする際、角部24fが積層された正極芯体露出部14と接触し易いため、正極芯体露出部14が変形され易くなる。
また、実施形態2の正極用通電ブロック24Bとしては、実施形態1の円柱状の本体24aの表裏の関係にある二つの面24eと側面との間の角部24fに面取りされている面24gを形成すると共に、突起24bに開口部が形成されていない例を示した。また、実施形態1の正極用通電ブロック24Aとしては、突起24bに形成した開口24cの深さDを突起24bの高さHよりも大きくした例を示した(図2B参照)。しかしながら、突起24bに形成する開口24cの深さDは突起24bの高さHよりも小さくしてもよい。このような実施形態3の正極用通電ブロック24Dの構成を図6Cに示す。なお図6Cは実施形態3の正極用通電ブロック24Dの正面図である。
実施形態4の正極用通電ブロック24Eを図7を用いて説明する。なお、図7Aは実施形態4の通電ブロックの正面図であり、図7Bは図7Aの断面図であり、図7Cは環状絶縁シール材の平面図である。
Claims (15)
- 以下の(1)〜(5)の工程を含むことを特徴とする密閉電池の製造方法。
(1)正極シートと負極シートとをセパレータを介して巻回又は積層することにより一方の端部に積層された正極芯体露出部が形成され、他方の端部に積層された負極芯体露出部が形成された偏平形電極体を作製する工程、
(2)前記積層された正極芯体露出部及び負極芯体露出部の内、少なくともどちらか一方の芯体露出部を2分割する工程、
(3)前記2分割された芯体露出部の最外側の両表面にそれぞれ集電部材又は溶接受け部材を配置すると共に、前記2分割された芯体露出部間に、表裏の関係にある二つの面のそれぞれに突起が形成されている通電ブロックを、前記表裏の関係にある二つの面のそれぞれの突起が前記2分割された芯体露出部と接するように配置する工程、
(4)前記2分割された芯体露出部の最外側の両表面にそれぞれ配置されている集電部材又は溶接受け部材間に一対の抵抗溶接用電極を当接する工程、
(5)前記一対の抵抗溶接用電極間に押圧力を印加しながら抵抗溶接を行う工程。 - 前記通電ブロックとして、前記通電ブロックの前記表裏の関係にある二つの面と側面との間の角部は面取りされているものを用いたことを特徴とする請求項1に記載の密閉電池の製造方法。
- 前記通電ブロックとして、前記通電ブロックの前記突起が設けられている二つの面にはそれぞれ互いに平行な平面部分が設けられているものを用いたことを特徴とする請求項2に記載の密閉電池の製造方法。
- 前記通電ブロックとして、突起が円錐台状又は角錐台状のものを使用したことを特徴とする請求項1に記載の密閉電池の製造方法。
- 前記通電ブロックとして、前記突起に開口が形成されているもの使用したことを特徴とする請求項1に記載の密閉電池の製造方法。
- 前記通電ブロックとして、前記開口が前記通電ブロックの内部にまで延在されているものを使用したことを特徴とする請求項5に記載の密閉電池の製造方法。
- 前記通電ブロックとして、前記突起の周囲に環状に絶縁シール材が形成されているものを用いたことを特徴とする請求項1に記載の密閉電池の製造方法。
- 前記通電ブロックとして、前記正極芯体露出部側及び前記負極芯体露出部間ではそれぞれ前記突起の形状が異なるものを用いたことを特徴とする請求項1に記載の密閉電池の製造方法。
- 前記一対の抵抗溶接用電極間に押圧力を印加しながら抵抗溶接を行う工程において、前記開口が半つぶし状態となるよう押圧力を印加することを特徴とする請求項5又は6に記載の密閉電池の製造方法。
- 請求項1〜9の何れかに記載の密閉電池の製造方法によって製造されたことを特徴とする密閉電池。
- 正極芯体露出部を有する正極シート及び負極芯体露出部を有する負極シートを備えた密閉電池において、前記正極芯体露出部又は前記負極芯体露出部に抵抗溶接により接続される抵抗溶接用の通電ブロックであって、
前記通電ブロックにおいて表裏の関係にある二つの面のそれぞれに突起が形成されていることを特徴とする抵抗溶接用の通電ブロック。 - 前記通電ブロックの前記表裏の関係にある二つの面と側面との間の角部は面取りされていることを特徴とする請求項11に記載の抵抗溶接用の通電ブロック。
- 前記突起が設けられている二つの面は、それぞれ互いに平行な平面部分が設けられていることを特徴とする請求項11に記載の抵抗溶接用の通電ブロック。
- 前記突起には開口が形成されていることを特徴とする請求項11に記載の抵抗溶接用の通電ブロック。
- 以下の(1)〜(5)の工程を含むことを特徴とする密閉電池の製造方法。
(1)正極シートと負極シートとをセパレータを介して巻回し、一方の端部に積層された正極芯体露出部が形成され、他方の端部に積層された負極芯体露出部が形成された偏平形の巻回電極体を作製する工程、
(2)前記積層された正極芯体露出部及び負極芯体露出部の内、少なくともどちらか一方の芯体露出部を2分割する工程、
(3)前記2分割された芯体露出部の最外側の両表面にそれぞれ集電部材又は溶接受け部材を配置すると共に、前記2分割された芯体露出部間に、表裏の関係にある二つの面のそれぞれに突起が形成されている通電ブロックを、前記表裏の関係にある二つの面のそれぞれの突起が前記2分割された芯体露出部と接するように配置する工程、
(4)前記2分割された芯体露出部の最外側の両表面にそれぞれ配置されている集電部材又は溶接受け部材間に一対の抵抗溶接用電極を当接する工程、
(5)前記一対の抵抗溶接用電極間に押圧力を印加しながら抵抗溶接を行う工程。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010149609A JP5587061B2 (ja) | 2009-09-30 | 2010-06-30 | 抵抗溶接用通電ブロック、この通電ブロックを用いた密閉電池の製造方法及び密閉電池 |
| KR1020100081288A KR20110035854A (ko) | 2009-09-30 | 2010-08-23 | 저항용접용 통전블록, 이 통전블록을 이용한 밀폐전지의 제조방법 및 밀폐전지 |
| US12/878,479 US8722252B2 (en) | 2009-09-30 | 2010-09-09 | Current carrying block for resistance welding, and method for manufacturing sealed battery and sealed battery each using the current carrying block |
| CN201010283696.5A CN102034950B (zh) | 2009-09-30 | 2010-09-14 | 电阻焊接用通电块、使用其的密闭电池的制造方法及密闭电池 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009227817 | 2009-09-30 | ||
| JP2009227817 | 2009-09-30 | ||
| JP2010149609A JP5587061B2 (ja) | 2009-09-30 | 2010-06-30 | 抵抗溶接用通電ブロック、この通電ブロックを用いた密閉電池の製造方法及び密閉電池 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014147570A Division JP5991347B2 (ja) | 2009-09-30 | 2014-07-18 | 角形二次電池及びその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011092995A JP2011092995A (ja) | 2011-05-12 |
| JP2011092995A5 JP2011092995A5 (ja) | 2013-05-16 |
| JP5587061B2 true JP5587061B2 (ja) | 2014-09-10 |
Family
ID=43780753
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010149609A Active JP5587061B2 (ja) | 2009-09-30 | 2010-06-30 | 抵抗溶接用通電ブロック、この通電ブロックを用いた密閉電池の製造方法及び密閉電池 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8722252B2 (ja) |
| JP (1) | JP5587061B2 (ja) |
| KR (1) | KR20110035854A (ja) |
| CN (1) | CN102034950B (ja) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5991347B2 (ja) * | 2009-09-30 | 2016-09-14 | 三洋電機株式会社 | 角形二次電池及びその製造方法 |
| JP2013054821A (ja) * | 2011-08-31 | 2013-03-21 | Sanyo Electric Co Ltd | 角形二次電池 |
| CN102969478B (zh) * | 2011-08-31 | 2016-06-29 | 株式会社杰士汤浅国际 | 蓄电元件 |
| EP2745829B1 (en) * | 2011-09-28 | 2019-02-06 | Unilever PLC | Antiperspirant compositions and method for reducing perspiration |
| DE112012005666T5 (de) | 2012-01-13 | 2014-10-09 | Toyota Jidosha Kabushiki Kaisha | Batterie |
| JP5621917B2 (ja) * | 2012-01-13 | 2014-11-12 | トヨタ自動車株式会社 | 電池 |
| MX350686B (es) | 2012-01-20 | 2017-09-13 | Fraunhofer Ges Forschung | Aparato y método para la codificación y decodificación de audio que emplea sustitución sinusoidal. |
| CN104396050B (zh) * | 2012-06-28 | 2016-08-17 | 丰田自动车株式会社 | 电池的制造方法以及电池 |
| JP5772753B2 (ja) * | 2012-07-30 | 2015-09-02 | トヨタ自動車株式会社 | 二次電池の製造方法 |
| JP6186208B2 (ja) * | 2013-08-22 | 2017-08-23 | 日本アビオニクス株式会社 | 溶接装置 |
| JP2014203659A (ja) * | 2013-04-04 | 2014-10-27 | トヨタ自動車株式会社 | 二次電池の製造方法 |
| JP6107346B2 (ja) * | 2013-04-09 | 2017-04-05 | トヨタ自動車株式会社 | 電池の製造方法及び電池 |
| WO2015152216A1 (ja) * | 2014-03-31 | 2015-10-08 | 大日本印刷株式会社 | 電池用包装材料 |
| JP6511362B2 (ja) * | 2015-08-06 | 2019-05-15 | 日本アビオニクス株式会社 | 溶接装置 |
| JP6878878B2 (ja) * | 2016-12-26 | 2021-06-02 | 三洋電機株式会社 | 二次電池の製造方法および二次電池 |
| WO2018135545A1 (ja) * | 2017-01-17 | 2018-07-26 | 大日本印刷株式会社 | 保護フィルム、電池、及び電池の製造方法 |
| JP6978329B2 (ja) * | 2018-01-11 | 2021-12-08 | 株式会社トーキン | インダクタの製造方法 |
| CN109742306B (zh) * | 2018-12-05 | 2021-10-29 | 合肥国轩高科动力能源有限公司 | 一种提高高功率动力锂离子电池负极极耳预焊质量的方法 |
| CN113363633B (zh) * | 2019-05-15 | 2023-06-06 | 广东微电新能源有限公司 | 纽扣型电池及其制造方法 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5015816A (en) | 1988-10-20 | 1991-05-14 | Cmw, Inc. | Resistance welding electrode and process |
| US5155320A (en) * | 1991-02-25 | 1992-10-13 | Tuffaloy Products, Inc. | Non-redressing welding nose design |
| JPH08332576A (ja) * | 1995-06-08 | 1996-12-17 | Honda Motor Co Ltd | 中空断面金属部材の抵抗溶接方法 |
| JP3428336B2 (ja) * | 1996-12-26 | 2003-07-22 | 松下電器産業株式会社 | 角形密閉式蓄電池 |
| JP2000153366A (ja) * | 1998-11-19 | 2000-06-06 | Toyota Auto Body Co Ltd | スポット溶接装置 |
| JP3738177B2 (ja) | 1999-09-21 | 2006-01-25 | 三洋電機株式会社 | 非水電解液二次電池及びその製造方法 |
| US6403262B1 (en) * | 2000-02-10 | 2002-06-11 | Ntk Powerdex, Inc. | Li-Ion cell with shielded leads |
| US6849358B2 (en) * | 2001-04-06 | 2005-02-01 | Ngk Spark Plug Co., Ltd. | Lithium ion battery |
| US6515449B1 (en) * | 2001-11-21 | 2003-02-04 | Ngk Spark Plug Co., Ltd | Battery with lead/nugget protection insert |
| JP4061938B2 (ja) * | 2001-12-20 | 2008-03-19 | トヨタ自動車株式会社 | 蓄電素子およびその製造方法 |
| JP4588331B2 (ja) | 2004-02-02 | 2010-12-01 | パナソニック株式会社 | 角形電池とその製造方法 |
| US7807285B1 (en) * | 2004-04-07 | 2010-10-05 | Quallion Llc | Battery connection structure and method |
| JP5004452B2 (ja) | 2005-03-31 | 2012-08-22 | 三洋電機株式会社 | 電池の製造方法 |
| JP2007053002A (ja) | 2005-08-18 | 2007-03-01 | Toyota Motor Corp | 電池の製造方法 |
| JP2008004274A (ja) * | 2006-06-20 | 2008-01-10 | Honda Motor Co Ltd | 蓄電素子 |
| JPWO2008059693A1 (ja) | 2006-11-15 | 2010-02-25 | 株式会社大真空 | 電子部品のパッケージ |
| KR20080114504A (ko) * | 2007-06-27 | 2008-12-31 | 산요덴키가부시키가이샤 | 밀폐 전지 및 그 제조 방법 |
| JP5100281B2 (ja) | 2007-06-27 | 2012-12-19 | 三洋電機株式会社 | 密閉電池及びその製造方法 |
| US7943253B2 (en) * | 2007-06-29 | 2011-05-17 | Sanyo Electric Co., Ltd. | Sealed battery and manufacturing method therefor |
| JP5080199B2 (ja) * | 2007-10-19 | 2012-11-21 | プライムアースEvエナジー株式会社 | 二次電池および二次電池の製造方法 |
| JP4315231B2 (ja) | 2008-01-22 | 2009-08-19 | トヨタ自動車株式会社 | 電池の製造方法 |
-
2010
- 2010-06-30 JP JP2010149609A patent/JP5587061B2/ja active Active
- 2010-08-23 KR KR1020100081288A patent/KR20110035854A/ko not_active Application Discontinuation
- 2010-09-09 US US12/878,479 patent/US8722252B2/en active Active
- 2010-09-14 CN CN201010283696.5A patent/CN102034950B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN102034950B (zh) | 2014-12-24 |
| US8722252B2 (en) | 2014-05-13 |
| CN102034950A (zh) | 2011-04-27 |
| KR20110035854A (ko) | 2011-04-06 |
| JP2011092995A (ja) | 2011-05-12 |
| US20110076569A1 (en) | 2011-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5587061B2 (ja) | 抵抗溶接用通電ブロック、この通電ブロックを用いた密閉電池の製造方法及び密閉電池 | |
| US10756324B2 (en) | Prismatic sealed secondary battery | |
| JP5976340B2 (ja) | 角形二次電池の製造方法 | |
| JP5649996B2 (ja) | 角形密閉二次電池及びその製造方法 | |
| US8460811B2 (en) | Prismatic sealed secondary battery | |
| KR20110042039A (ko) | 이차전지의 제조방법 및 이차전지 | |
| JP2015005456A (ja) | 蓄電素子及びその製造方法 | |
| US9634298B2 (en) | Hermetically sealed battery and method for manufacturing the same | |
| US9356309B2 (en) | Prismatic battery | |
| JP6729137B2 (ja) | 二次電池及びその製造方法、並びにそれを用いた組電池 | |
| JP6072676B2 (ja) | 角形二次電池の製造方法 | |
| JP5158435B2 (ja) | 電池及びその製造方法 | |
| JP6108545B2 (ja) | 角形二次電池および組電池 | |
| JP5991347B2 (ja) | 角形二次電池及びその製造方法 | |
| JP6160676B2 (ja) | 角形二次電池 | |
| JP5835448B2 (ja) | 角形二次電池 | |
| EP2413399B1 (en) | Prismatic sealed secondary battery and manufacturing method for the same | |
| JP6061005B2 (ja) | 角形二次電池 | |
| JP4610395B2 (ja) | 電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130402 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130402 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140218 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20140401 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20140407 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140410 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140624 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140723 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5587061 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |