JP5494375B2 - 複合強化繊維束の製造方法およびそれを用いた成形材料 - Google Patents
複合強化繊維束の製造方法およびそれを用いた成形材料 Download PDFInfo
- Publication number
- JP5494375B2 JP5494375B2 JP2010202954A JP2010202954A JP5494375B2 JP 5494375 B2 JP5494375 B2 JP 5494375B2 JP 2010202954 A JP2010202954 A JP 2010202954A JP 2010202954 A JP2010202954 A JP 2010202954A JP 5494375 B2 JP5494375 B2 JP 5494375B2
- Authority
- JP
- Japan
- Prior art keywords
- component
- fiber bundle
- reinforcing fiber
- composite
- composite reinforcing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/88—Adding charges, i.e. additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/58—Component parts, details or accessories; Auxiliary operations
- B29B7/72—Measuring, controlling or regulating
- B29B7/726—Measuring properties of mixture, e.g. temperature or density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/88—Adding charges, i.e. additives
- B29B7/90—Fillers or reinforcements, e.g. fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
- B29B9/14—Making granules characterised by structure or composition fibre-reinforced
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Reinforced Plastic Materials (AREA)
Description

条件(1):200℃における溶融粘度は0.01〜10Pa・sであり、かつ200℃にて2時間加熱後の溶融粘度変化率が2以下である。
粘度変化率=200℃にて2時間加熱後の200℃における溶融粘度/200℃にて2時間加熱前の200℃における溶融粘度
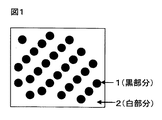
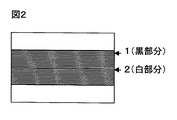
空隙率(%)=空隙部の全面積/(複合部の全面積+空隙部の全面積)×100。
被測定試料をゲルパーミエーションクロマトグラフィー(GPC)にて測定した。GPCカラムにはポリスチレン架橋ゲルを充填したものを用いた。溶媒にクロロホルムを用い、150℃にて測定した。分子量は標準ポリスチレン換算にて算出した。
被測定試料を粘弾性測定器にて測定した。40mmのパラレルプレートを用い、0.5Hzにて、200℃における溶融粘度測定をした。また、同様に被測定試料を200℃の熱風乾燥機に2時間放置後の粘度測定を行い、粘度変化率を算出した。
被測定試料を熱重量分析(TGA)にて測定した。白金サンプルパンを用いて、空気雰囲気下、10℃/min昇温にて測定し、300℃における重量減少率を測定した。
エポキシ当量は、JIS K7236(2004)試験法に準拠して、測定した。また、水酸基当量は、水酸化カリウムにより酸化を測定し、その値を換算して水酸基当量とした。
ASTM D2734(1997)試験法に準拠して、複合体の空隙率(%)を算出した。
複合体の空隙率の判定は以下の基準でおこない、A〜Cを合格とした。
A:0〜5%未満
B:5%以上20%未満
C:20%以上40%未満
D:40%以上
測定すべき複合体について、200℃の熱風乾燥機に2時間放置前後の重量を測定し、重量減少分を、揮発分とした。また、判定は以下の基準でおこない、Aを合格とした。
A:0〜5%未満
B:5%以上10%未満
C:10%以上
100mm×100mm×2mmの成形品を成形し、表裏それぞれの面に存在する未分散CF束の個数を目視でカウントした。評価は50枚の成形品についておこない、その合計個数について繊維分散性の判定を以下の基準でおこない、A〜Cを合格とした。
A:未分散CF束が1個以下
B:未分散CF束が1個以上5個未満
C:未分散CF束が5個以上10個未満
D:未分散CF束が10個以上。
ポリアクリロニトリルを主成分とする共重合体から紡糸、焼成処理、表面酸化処理を行い、総単繊維数24,000本の連続炭素繊維を得た。この連続炭素繊維の特性は次に示す通りであった。
単繊維径:7μm
単位長さ当たりの質量:1.6g/m
比重:1.8
表面酸素濃度比 [O/C]:0.06
引張強度:4600MPa
引張弾性率:220GPa。
ポリアクリロニトリルを主成分とする共重合体から紡糸、焼成処理、表面酸化処理を行い、総単繊維数48,000本の連続炭素繊維を得た。この連続炭素繊維の特性は次に示す通りであった。
単繊維径:7μm
単位長さ当たりの質量:1.6g/m
比重:1.8
表面酸素濃度比 [O/C]:0.12
引張強度:4600MPa
引張弾性率:220GPa。
サイジング剤を水に溶解、または分散させたサイジング剤母液を調整し、ローラーを介して、サイジング剤母液に浸漬する方法により強化繊維にサイジング剤を付与し、230℃で乾燥を行った。
塗布温度に加熱されたロール上に、被含浸化合物を加熱溶融した液体の被膜を形成させた。ロール上に一定した厚みの被膜を形成するためリバースロールを用いた。このロール上を連続した成分(A)を接触させながら通過させて被含浸化合物を付着させた。次に、含浸温度に加熱されたチャンバー内にて、5組の直径50mmのロールプレス間を通過させた。この操作により、被含浸化合物を繊維束の内部まで含浸させ、所定の配合量とした複合体を形成した。
参考例4.で得られた複合体を冷却後、カッターで切断して7mmのチョップドストランドとし、チョップドストランドと成分(C)をドライブレンドし、日本製鋼所(株)製J350EIII型射出成形機を用いて、所定のシリンダー温度、および金型温度で特性評価用試験片(成形品)を成形した。ここで、シリンダー温度とは、射出成形機の複合体および成分(C)を加熱溶融する部分を示し、金型温度とは、所定の形状にするための樹脂を注入する金型の温度を示す。得られた試験片は、温度23℃、50%RHに調整された恒温恒湿室に24時間放置後に特性評価試験に供した。次に、得られた特性評価用試験片(成形品)を上記の射出成形品評価方法に従い評価した。
参考例4.で得られた複合体を、日本製鋼所(株)TEX−30α型2軸押出機(スクリュー直径30mm、L/D=32)の先端に設置された電線被覆法用のコーティングダイ中に通し、押出機からダイ内に溶融させた成分(C)を吐出させて、複合体の周囲を被覆するように連続的に配置した。この際、所望の強化繊維含有率になるように、複合体量と成分(C)量を調整した。得られた連続状の成形材料を冷却後、カッターで切断して7mmの長繊維ペレット状の成形材料とした。次に得られたペレット状の成形材料を、日本製鋼所(株)製J350EIII型射出成形機を用いて、所定のシリンダー温度、および金型温度で特性評価用試験片(成形品)を成形した。ここで、シリンダー温度とは、射出成形機の成形材料を加熱溶融する部分を示し、金型温度とは、所定の形状にするための樹脂を注入する金型を示す。得られた試験片は、温度23℃、50%RHに調整された恒温恒湿室に24時間放置後に特性評価試験に供した。次に、得られた特性評価用試験片(成形品)を上記の射出成形品評価方法に従い評価した。
成分(A)として、参考例1に従い得られる炭素繊維−1を用い、被含浸化合物として、成分(B)である(B)−1(三菱化学(株)製ビスフェノールA型エポキシ樹脂、jER1003)を用いて、塗布温度150℃、含浸温度250℃にて、参考例4に従い複合体を得た。この際、炭素繊維−1が80質量%、(B)−1が20質量%になるように調整した(被含浸化合物の配合量20質量%)。次いで、参考例5に従い、成分(C)として、PPS(東レ(株)製、ポリフェニレンスルフィド樹脂、M2588)を用いて、前記複合体30質量%、PPS70質量%にて、シリンダー温度:320℃、金型温度:150℃にて特性評価用試験片(成形品)を直接射出成形した。評価結果を、まとめて表1に示した。
被含浸化合物として、成分(B)である(B)−2(三菱化学(株)製ビスフェノールA型エポキシ樹脂、jER1004AF)を用い、成分(C)として、PC(出光(株)製ポリカーボネート樹脂、A1900)を用い、シリンダー温度:300℃、金型温度:120℃に変更した以外は実施例1と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表1に記載した。
被含浸化合物として、成分(B)である(B)−3(三菱化学(株)製ビスフェノールA型エポキシ樹脂、jER1006FS)を用い、成分(C)として、PA66(東レ(株)製ポリアミド樹脂、CM3007)を用いた以外は実施例1と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表1に記載した。
成分(A)として、参考例1に従い得られる炭素繊維−1を用い、被含浸化合物として、成分(B)である(B)−4(新日鐵化学(株)製ビスフェノールA型フェノール樹脂、ZX767)を用いて、塗布温度150℃、含浸温度250℃にて、参考例4に従い複合体を得た。この際、炭素繊維−1が80質量%、(B)−4が20質量%になるように調整した(被含浸化合物の配合量20質量%)。次いで、参考例6に従い、成分(C)として、PPS(東レ(株)製、ポリフェニレンスルフィド樹脂、M2588)を用いて、ダイ内を320℃にて、長繊維ペレット状の成形材料を製造し、複合体量30質量%、PPS量70質量%になるように調整した。得られた長繊維ペレットを、シリンダー温度:320℃、金型温度:150℃にて特性評価用試験片(成形品)を射出成形した。評価結果を、まとめて表1に示した。
被含浸化合物として、成分(B)である(B)−5(新日鐵化学(株)製ビスフェノールA型フェノール樹脂、ZX798P)を用いた以外は実施例4と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表1に記載した。
成分(A)を、サイジング剤として、グリセロールトリグリシジルエーテル(以下、(a)−1と記載)を用いて、参考例3に従い、炭素繊維−1に付着量1.0質量%で付着させた強化繊維束に変更し、被含浸化合物として、成分(B)である(B)−6(三菱化学(株)製ビスフェノールF型エポキシ樹脂、jER4004P)を用い、(B)−6の配合量が45質量%になるように調整した以外は実施例4と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表1に記載した。
(B)−6の配合量が15質量%になるように調整した以外は実施例6と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表1に記載した。
複合体を得るに際し、(B)−6の配合量を20質量%に変更し、塗布温度250℃、含浸温度350℃に変更した以外は実施例6と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表1に記載した。
成分(A)におけるサイジング剤の付着量を0.4質量%に変更し、(B)−6の配合量を20質量%に変更し、長繊維ペレット(成形材料)における複合体量を20質量%、PPS量を80質量%に調整した以外は実施例6と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表1に記載した。
成分(A)を、サイジング剤として、(a)−1を用いて、参考例3に従い、炭素繊維−2に付着量2.0質量%で付着させた強化繊維束に変更し、(B)−6の配合量を20質量%に変更し、長繊維ペレットにおける複合体量を60質量%、PPS量を40質量%に調整した以外は実施例6と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表1に記載した。
含浸温度を100℃に変更した以外は実施例1と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表1に記載した。
含浸温度を450℃に変更した以外は実施例1と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表1に記載した。
引取速度を5m/minに変更した以外は実施例1と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表1に記載した。
被含浸化合物として、成分(B)である(B)−7(三菱化学(株)製ビスフェノールA型エポキシ樹脂の混合物、jER828/jER1006FS=90/10)を用いた以外は実施例1と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表1に記載した。
成分(A)として、参考例1に従い炭素繊維−1を用い、被含浸化合物を用いずに、カッターで切断して7mmのチョップドストランドを製造したが、集束が少ないために、直接射出成形ができなかった。特性評価結果はまとめて表2に記載した。
被含浸化合物として、(B)−1の代わりに、(D)−1(新日鐵(株)製フェノキシ樹脂、YP−50)を用いたこと以外は、実施例1と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表2に記載した。
被含浸化合物として、(B)−1の代わりに、(D)−2((D)−1の50質量%NMP溶液)を用いたこと以外は、実施例1と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表2に記載した。
(B)−1の配合量が5質量%になるように調整した以外は実施例1と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表2に記載した。
塗布温度を80℃に調整した以外は実施例1と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表2に記載した。
被含浸化合物として、(B)−1の代わりに、(D)−2((B)−1を95質量%、2−エチル−4−エチルイミダゾールを5質量%の混合物)を用いたこと以外は、実施例1と同様にして、複合体、成形材料、成形品を得た。特性評価結果はまとめて表2に記載した。
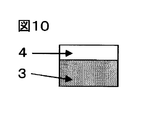
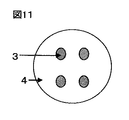
2 式(1)であらわされる化合物(B)
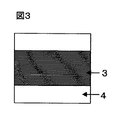
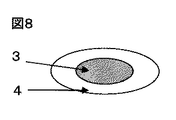
3 複合強化繊維束
4 熱可塑性樹脂(C)
Claims (12)
- 強化繊維束(A)50〜87質量%に、下記構造式(1)であらわされ、条件(1)を満たし、10℃/min昇温(空気中)の300℃における加熱減量が5%以下である化合物(B)13〜50質量%を含浸させてなる複合強化繊維束の製造方法であって、成分(A)に成分(B)を供給し、成分(B)を100〜300℃の溶融状態で成分(A)と接触させる工程(I)と、成分(B)と接触している成分(A)を加熱して成分(B)の供給量の80〜100質量%を成分(A)に含浸させる工程(II)を有する複合強化繊維束の製造方法。
条件(1):200℃における溶融粘度は0.01〜10Pa・sであり、かつ200℃にて2時間加熱後の溶融粘度変化率が2以下である。 - 成分(A)は、サイジング剤が付与されてなり、サイジング剤と成分(B)の質量比が0.001〜0.5/1である請求項1に記載の複合強化繊維束の製造方法。
- サイジング剤のエポキシ当量、または水酸基当量が、成分(B)のエポキシ当量または水酸基当量よりも小さい請求項2に記載の複合強化繊維束の製造方法。
- 前記サイジング剤が3官能以上の多官能脂肪族エポキシである請求項2または3に記載の複合強化繊維束の製造方法。
- 成分(B)は、水酸基当量が200〜2000g/eqである請求項1〜4いずれかに記載の複合強化繊維束の製造方法。
- 成分(B)は、エポキシ当量が300〜3000g/eqである請求項1〜4いずれかに記載の複合強化繊維束の製造方法。
- 強化繊維束が炭素繊維束である請求項1〜6いずれかに記載の複合強化繊維束の製造方法。
- 炭素繊維束のフィラメント数が20,000〜100,000本である請求項7に記載の複合強化繊維束の製造方法。
- 工程(II)において、成分(B)の最高温度が150〜400℃である請求項1〜8いずれかに記載の複合強化繊維束の製造方法。
- 請求項1〜9いずれかに記載の方法で製造される複合強化繊維束に、熱可塑性樹脂(C)が接着されている成形材料。
- 複合強化繊維束が芯構造であり、その周囲を成分(C)が被覆した芯鞘構造である請求項10に記載の成形材料。
- 長さ1〜50mmに切断されてなる請求項10または11に記載の成形材料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010202954A JP5494375B2 (ja) | 2010-09-10 | 2010-09-10 | 複合強化繊維束の製造方法およびそれを用いた成形材料 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010202954A JP5494375B2 (ja) | 2010-09-10 | 2010-09-10 | 複合強化繊維束の製造方法およびそれを用いた成形材料 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012056232A JP2012056232A (ja) | 2012-03-22 |
| JP2012056232A5 JP2012056232A5 (ja) | 2013-07-18 |
| JP5494375B2 true JP5494375B2 (ja) | 2014-05-14 |
Family
ID=46053903
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010202954A Active JP5494375B2 (ja) | 2010-09-10 | 2010-09-10 | 複合強化繊維束の製造方法およびそれを用いた成形材料 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5494375B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5614187B2 (ja) * | 2010-09-10 | 2014-10-29 | 東レ株式会社 | 複合強化繊維束の製造方法およびそれを用いた成形材料 |
| JP6171745B2 (ja) * | 2013-09-04 | 2017-08-02 | 東レ株式会社 | ポリカーボネート樹脂成形材料およびその成形品 |
| JPWO2015046030A1 (ja) * | 2013-09-30 | 2017-03-09 | 東レ株式会社 | 繊維強化複合材料用2液型エポキシ樹脂組成物および繊維強化複合材料 |
| WO2016021479A1 (ja) | 2014-08-06 | 2016-02-11 | 東レ株式会社 | 繊維強化熱可塑性樹脂成形材料および繊維強化熱可塑性樹脂成形品 |
| WO2016063855A1 (ja) | 2014-10-21 | 2016-04-28 | 東レ株式会社 | 繊維強化熱可塑性樹脂成形品および繊維強化熱可塑性樹脂成形材料 |
| FR3027546B1 (fr) * | 2014-10-24 | 2017-07-21 | Porcher Ind | Meches poudrees par procede electrostatique |
| EP3536472B1 (en) * | 2016-11-01 | 2022-01-26 | Teijin Limited | Assembly of molding materials, and method for producing assembly of molding materials |
| JP7368929B2 (ja) * | 2017-08-08 | 2023-10-25 | 株式会社日本製鋼所 | 繊維強化樹指中間材の製造方法 |
| JPWO2021124726A1 (ja) * | 2019-12-20 | 2021-06-24 | ||
| CN114315172B (zh) * | 2021-12-30 | 2024-04-16 | 中国建筑材料科学研究总院有限公司 | 浸润剂及制备方法和用途,镀铝玻璃纤维及制备方法和用途 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0747546A (ja) * | 1993-08-03 | 1995-02-21 | Mazda Motor Corp | 液晶樹脂複合体成形用素材およびそれを用いる成形方法 |
-
2010
- 2010-09-10 JP JP2010202954A patent/JP5494375B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012056232A (ja) | 2012-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5494375B2 (ja) | 複合強化繊維束の製造方法およびそれを用いた成形材料 | |
| JP5614187B2 (ja) | 複合強化繊維束の製造方法およびそれを用いた成形材料 | |
| CN111094407B (zh) | 纤维强化热塑性树脂成型品 | |
| KR101770663B1 (ko) | 사이징제 도포 탄소 섬유, 사이징제 도포 탄소 섬유의 제조 방법, 탄소 섬유 강화 복합 재료 및 탄소 섬유 강화 복합 재료의 제조 방법 | |
| US10889070B2 (en) | Composite material including unidirectional continuous fibers and thermoplastic resin | |
| JP6003224B2 (ja) | 複合強化繊維束、その製造方法、および成形材料 | |
| JP6123955B1 (ja) | 繊維強化熱可塑性樹脂成形品および繊維強化熱可塑性樹脂成形材料 | |
| JP2013173811A (ja) | 樹脂組成物、成形材料およびその製造方法 | |
| WO2012176788A1 (ja) | 成形材料およびそれを用いた成形方法、成形材料の製造方法ならびに繊維強化複合材料の製造方法 | |
| JP6123956B1 (ja) | 繊維強化熱可塑性樹脂成形品および繊維強化熱可塑性樹脂成形材料 | |
| JP5434693B2 (ja) | 成形材料 | |
| WO2015064485A1 (ja) | 成形材料、その製造方法、およびそれに用いるマスターバッチ | |
| JP2013173810A (ja) | 樹脂組成物、成形材料およびその製造方法 | |
| JP2008044999A (ja) | 均一性に優れたプリプレグの製造方法 | |
| JP4832208B2 (ja) | 均一性に優れたプリプレグの製造法 | |
| JP6467864B2 (ja) | 成形材料およびその製造方法、ならびに成形品 | |
| JP2016190922A (ja) | 炭素繊維強化熱可塑性樹脂成形品および炭素繊維強化熱可塑性樹脂成形材料 | |
| JP2015178611A (ja) | 複合強化繊維束および成形材料 | |
| JP2019182940A (ja) | 繊維強化熱可塑性樹脂成形材料、繊維強化熱可塑性樹脂成形品、および繊維強化熱可塑性樹脂成形品の製造方法 | |
| JP6003223B2 (ja) | 複合強化繊維束、その製造方法、および成形材料 | |
| JP2013018821A (ja) | 複合強化繊維束、その製造方法、および成形材料 | |
| JP2008240170A (ja) | 熱可塑性樹脂補強用複合糸及びそれを用いた樹脂含有ストランドの製造方法 | |
| JP5967333B1 (ja) | サイジング剤塗布炭素繊維、サイジング剤塗布炭素繊維の製造方法、炭素繊維強化複合材料および炭素繊維強化複合材料の製造方法 | |
| JP6520043B2 (ja) | 成形材料およびその製造方法、ならびに成形品 | |
| TW202328340A (zh) | 纖維強化熱塑性樹脂成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130604 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130604 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140123 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140217 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5494375 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |