JP5468205B2 - 容器から流体を抽出し、密封するための方法および装置 - Google Patents
容器から流体を抽出し、密封するための方法および装置 Download PDFInfo
- Publication number
- JP5468205B2 JP5468205B2 JP2007551335A JP2007551335A JP5468205B2 JP 5468205 B2 JP5468205 B2 JP 5468205B2 JP 2007551335 A JP2007551335 A JP 2007551335A JP 2007551335 A JP2007551335 A JP 2007551335A JP 5468205 B2 JP5468205 B2 JP 5468205B2
- Authority
- JP
- Japan
- Prior art keywords
- bag
- sealing
- vacuum
- extraction
- actuator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007789 sealing Methods 0.000 title claims description 288
- 238000000034 method Methods 0.000 title claims description 40
- 239000012530 fluid Substances 0.000 title description 25
- 230000007246 mechanism Effects 0.000 claims description 39
- 230000008569 process Effects 0.000 claims description 17
- 239000011232 storage material Substances 0.000 claims 1
- 238000000605 extraction Methods 0.000 description 94
- 238000010438 heat treatment Methods 0.000 description 22
- 238000003860 storage Methods 0.000 description 21
- 239000000463 material Substances 0.000 description 16
- 235000012489 doughnuts Nutrition 0.000 description 10
- 235000013305 food Nutrition 0.000 description 9
- 238000010586 diagram Methods 0.000 description 7
- 238000001514 detection method Methods 0.000 description 6
- 238000004891 communication Methods 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 229920003023 plastic Polymers 0.000 description 4
- 238000005553 drilling Methods 0.000 description 3
- 238000009413 insulation Methods 0.000 description 3
- 239000012212 insulator Substances 0.000 description 3
- 238000009461 vacuum packaging Methods 0.000 description 3
- 241000907897 Tilia Species 0.000 description 2
- 230000000740 bleeding effect Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 229920001084 poly(chloroprene) Polymers 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images





































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/18—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient
- B65D81/20—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient under vacuum or superatmospheric pressure, or in a special atmosphere, e.g. of inert gas
- B65D81/2007—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient under vacuum or superatmospheric pressure, or in a special atmosphere, e.g. of inert gas under vacuum
- B65D81/2038—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient under vacuum or superatmospheric pressure, or in a special atmosphere, e.g. of inert gas under vacuum with means for establishing or improving vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/74—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area
- B29C65/745—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using a single unit having both a severing tool and a welding tool
- B29C65/7451—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using a single unit having both a severing tool and a welding tool the severing tool and the welding tool being movable with respect to one-another
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/74—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area
- B29C65/745—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using a single unit having both a severing tool and a welding tool
- B29C65/7457—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using a single unit having both a severing tool and a welding tool comprising a perforating tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/22—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being in the form of recurring patterns
- B29C66/221—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being in the form of recurring patterns being in the form of a sinusoidal wave
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/22—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being in the form of recurring patterns
- B29C66/223—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being in the form of recurring patterns being in the form of a triangle wave or of a sawtooth wave, e.g. zigzagged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/22—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being in the form of recurring patterns
- B29C66/229—Other specific patterns not provided for in B29C66/221 - B29C66/227
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/24—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight
- B29C66/242—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being closed, i.e. forming closed contours
- B29C66/2422—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being closed, i.e. forming closed contours being circular, oval or elliptical
- B29C66/24221—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being closed, i.e. forming closed contours being circular, oval or elliptical being circular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/24—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight
- B29C66/244—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being non-straight, e.g. forming non-closed contours
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/24—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight
- B29C66/244—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being non-straight, e.g. forming non-closed contours
- B29C66/2442—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being non-straight, e.g. forming non-closed contours in the form of a single arc of circle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/345—Progressively making the joint, e.g. starting from the middle
- B29C66/3452—Making complete joints by combining partial joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
- B29C66/4312—Joining the articles to themselves for making flat seams in tubular or hollow articles, e.g. transversal seams
- B29C66/43121—Closing the ends of tubular or hollow single articles, e.g. closing the ends of bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/816—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the mounting of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8161—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the mounting of the pressing elements, e.g. of the welding jaws or clamps said pressing elements being supported or backed-up by springs or by resilient material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/822—Transmission mechanisms
- B29C66/8221—Scissor or lever mechanisms, i.e. involving a pivot point
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8324—Joining or pressing tools pivoting around one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/849—Packaging machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/861—Hand-held tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/861—Hand-held tools
- B29C66/8618—Hand-held tools being battery operated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/04—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied
- B65B31/046—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied the nozzles co-operating, or being combined, with a device for opening or closing the container or wrapper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/04—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied
- B65B31/08—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied the nozzle being adapted to pierce the container or wrapper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/14—Applying or generating heat or pressure or combinations thereof by reciprocating or oscillating members
- B65B51/146—Closing bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/14—Applying or generating heat or pressure or combinations thereof by reciprocating or oscillating members
- B65B51/148—Hand-operated members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/001—Joining in special atmospheres
- B29C66/0012—Joining in special atmospheres characterised by the type of environment
- B29C66/0014—Gaseous environments
- B29C66/00145—Vacuum, e.g. partial vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7234—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a barrier layer
- B29C66/72341—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a barrier layer for gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/818—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps
- B29C66/8182—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the thermal insulating constructional aspects
- B29C66/81821—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the thermal insulating constructional aspects of the welding jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/818—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps
- B29C66/8187—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the electrical insulating constructional aspects
- B29C66/81871—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the electrical insulating constructional aspects of the welding jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7128—Bags, sacks, sachets
Description
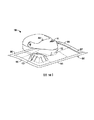
好ましい抽出・密封装置10を使用するときに限り、バッグ90は、好ましくはティリア(Tilia)(登録商標)の名称で販売されるようなバッグの2面の内面間に空気通路を備える。アクチュエータ11が全閉位置にあるとき、この空気通路は上側ガスケット22と下側ガスケット32との間の流体流動、さらにチャンバにかけての流体流動を促進する。しかしながら、好ましい実施例は空気通路を持たない家庭用ジップロック(Ziploc)(登録商標)バッグのような別のバッグと共に使用してもよい。好ましい再密閉可能なバッグ90の例は図7に示される。このバッグは上部縁端98を有し、好ましくは側部縁端に沿って密封される2枚のシート材あるいは密封した2つの側部縁端と底部縁端96に沿って折る折り重ね部とを形成して作る、1枚のシート材から形成される。
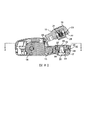
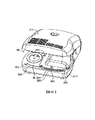
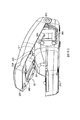
図12および図13は本発明の別の態様に係る斜視図である。本実施例は図1に示される好ましい実施例について説明したような改良されたアクチュエータと、上側密封装置と、下側密封装置とを組み合わせるバッグ密封構造を備える。
多機能抽出・密封装置200は独立したバッグ密封装置を使用せず、ヒート・シールを必要とする非再密閉バッグと共に使用する追加の機能を組み込んで独立型抽出・密封装置10と同じ方法で使用することができる。バッグが再密閉可能か、否かに関係なく、使用者がヒート・シールを使用しない、再利用可能なバッグ90を使用するときには、ヒート・シールを用いる必要がないので、バッグ内に保管物を挿入した後、口の開いた状態のバッグを密封するのに独立型抽出・密封装置10を使用することができる。しかしながら、図14に示されるような非再密閉バッグ290を使用するときには、非再密閉バッグ290はバッグ内に保管物を置いた後、ヒート・シールで密封しなければならない。
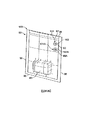
(1)アクチュエータが全閉位置にあり、空気を抽出している容器内の望ましい真空度が達成されなかったとき、真空スイッチ押し器64が真空検出マイクロスイッチ66に接触しない。
(2)アクチュエータが全閉位置にあり、空気を抽出している容器内の望ましい真空度が達成されたとき、真空スイッチ押し器64が真空検出マイクロスイッチ66に接触し、状態を変化させる。
真空チャンバ・ガスケット62、63がジュロメータ硬さの小さいネオプレン材から製作されるので、バッグ内部の望ましい真空度が達成されたとき、真空チャンバ61にある空気が抽出されて真空チャンバ・ガスケット62、63が圧縮され、アクチュエータがより緊密に閉じ、真空スイッチ押し器64が真空検出マイクロスイッチ66に接触する。
Claims (1)
- 密封された容器を形成するために前記容器内に保管物を密封する工程であって、前記密封された容器が、外部の密閉機構なしに密封を維持し、前記密封された容器が、対向する2つの面を有する少なくとも1つの区域を備えている工程と;
前記密封された容器の前記対向する2つの面の各面を貫通する切り口を形成して、前記密封された容器から所望量の空気を吸引することによって、前記密封された容器から抽気する工程であって、前記切り口が、ブレードによって形成され、前記ブレードが、スプリングにより自動的に引き抜かれることなく、その内部に空気通路を備え、前記ブレードが前記密封された容器と係合している間、空気が、前記空気通路を通って前記ブレードの周りを流れる工程と;
前記各面の切り口が前記密封された容器の内部の残りの空間を隔てて密封されるように、前記対向する2つの面の間に密封域を形成することによって抽気された前記密封された容器を密封する工程と;
を含む、真空パッケージを形成するための方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US64318305P | 2005-01-12 | 2005-01-12 | |
| US60/643,183 | 2005-01-12 | ||
| PCT/US2006/000898 WO2006076393A2 (en) | 2005-01-12 | 2006-01-11 | Method and apparatus for evacuating and sealing containers |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012273091A Division JP5721273B2 (ja) | 2005-01-12 | 2012-12-14 | 容器から流体を抽出し、密封するための装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008526638A JP2008526638A (ja) | 2008-07-24 |
| JP2008526638A5 JP2008526638A5 (ja) | 2009-03-05 |
| JP5468205B2 true JP5468205B2 (ja) | 2014-04-09 |
Family
ID=36678144
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007551335A Active JP5468205B2 (ja) | 2005-01-12 | 2006-01-11 | 容器から流体を抽出し、密封するための方法および装置 |
| JP2012273091A Active JP5721273B2 (ja) | 2005-01-12 | 2012-12-14 | 容器から流体を抽出し、密封するための装置 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012273091A Active JP5721273B2 (ja) | 2005-01-12 | 2012-12-14 | 容器から流体を抽出し、密封するための装置 |
Country Status (11)
| Country | Link |
|---|---|
| US (3) | US7490452B2 (ja) |
| EP (1) | EP1841652B1 (ja) |
| JP (2) | JP5468205B2 (ja) |
| KR (1) | KR101283119B1 (ja) |
| CN (2) | CN101797983A (ja) |
| AU (1) | AU2006205052A1 (ja) |
| CA (1) | CA2594559A1 (ja) |
| MX (1) | MX2007008438A (ja) |
| TW (1) | TW200700286A (ja) |
| WO (1) | WO2006076393A2 (ja) |
| ZA (1) | ZA200706659B (ja) |
Families Citing this family (58)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9381697B2 (en) * | 2011-04-25 | 2016-07-05 | The Glad Products Company | Thermoplastic films with visually-distinct stretched regions and methods for making the same |
| US9566760B2 (en) | 2010-11-16 | 2017-02-14 | The Glad Products Company | Ribbed film structures with voiding agent created visual characteristics |
| US9604429B2 (en) | 2010-11-16 | 2017-03-28 | The Glad Products Company | Ribbed film structures with pigment created visual characteristics |
| US9393757B2 (en) | 2010-11-16 | 2016-07-19 | The Glad Products Company | Discontinuously laminated film structures with improved visual characteristics |
| EP1886020A2 (en) * | 2005-05-27 | 2008-02-13 | The Glad Products Company | Device and method for evacuating a storage bag |
| US7377087B2 (en) * | 2005-08-19 | 2008-05-27 | Sunbeam Products. Inc. | Method of preserving foodstuffs |
| AU2008223581A1 (en) * | 2007-03-05 | 2008-09-12 | Covidien Lp | Apparatus for accessing a medical package |
| US9289094B2 (en) * | 2007-09-17 | 2016-03-22 | Accutemp Products, Inc. | Method and apparatus for filling a steam chamber |
| ATE552304T1 (de) | 2008-01-02 | 2012-04-15 | Flexopack Sa | Pvdc-formulierung und wärmeschrumpfbare folie |
| US7669434B2 (en) * | 2008-02-06 | 2010-03-02 | Whirlpool Corporation | Refrigerator door vacuum preservation system |
| US8740591B2 (en) * | 2008-03-20 | 2014-06-03 | Reynolds Consumer Products LLC | Food storage bag vacuum pump |
| US20100098354A1 (en) * | 2008-10-20 | 2010-04-22 | Fraser Robert W | Bag and Methods of Making the Same |
| US9637278B2 (en) * | 2008-10-20 | 2017-05-02 | The Glad Products Company | Non-continuously laminated multi-layered bags with ribbed patterns and methods of forming the same |
| KR101072708B1 (ko) | 2008-12-17 | 2011-10-11 | 씨제이제일제당 (주) | 5'-크산틸산 생산능이 향상된 미생물 및 이를 이용한 5'-크산틸산의 생산방법 |
| IT1395965B1 (it) * | 2009-06-30 | 2012-11-02 | F A C E M S P A | Perfezionamenti nel confezionamento sottovuoto in contenitori provvisti di un coperchio di chiusura ermetico |
| US8794835B2 (en) * | 2009-09-03 | 2014-08-05 | The Glad Products Company | Draw tape bag |
| WO2011046352A2 (ko) * | 2009-10-12 | 2011-04-21 | (주)제로팩 | 실링기능을 갖는 수동형 핸드펌프 |
| KR100986690B1 (ko) * | 2010-05-14 | 2010-10-08 | 주식회사 제로팩 | 공기흡입펌프 |
| US20130031871A1 (en) * | 2009-12-17 | 2013-02-07 | John Helmsderfer | Bag vacuum apparatus |
| WO2011075664A1 (en) * | 2009-12-17 | 2011-06-23 | Abinitio Vsd Llc | Vacuum clip for storage bags |
| US20110168601A1 (en) * | 2010-01-12 | 2011-07-14 | Rose Agri-Seed, Inc. | Grass seed bags that can be vacuum sealed |
| KR20110101282A (ko) * | 2010-03-08 | 2011-09-16 | 주식회사 제로팩 | 비닐봉투용 실링장치 및 이것이 장착된 공기흡입펌프 |
| KR101210704B1 (ko) | 2010-03-19 | 2012-12-10 | 씨제이제일제당 (주) | 5'-크산틸산 및 5'-구아닐산 생산능이 향상된 미생물 및 이를 이용한 5'-크산틸산 또는 5'-구아닐산의 생산방법 |
| US8596026B2 (en) | 2010-08-05 | 2013-12-03 | Kraft Foods Group Brands Llc | Vacuum flow wrap packaging system and method of packaging |
| US8858078B2 (en) | 2011-01-05 | 2014-10-14 | Rene Eric Vonwiller | Vacuum baggie |
| WO2012148921A1 (en) * | 2011-04-25 | 2012-11-01 | The Glad Products Company | Milti-layered films with visually-distinct regions and methods of making the same |
| EP2520518B1 (en) | 2011-05-03 | 2020-09-23 | Flexopack S.A. | Waste packaging device |
| EP2535279B1 (en) * | 2011-06-16 | 2016-11-16 | Flexopack S.A. | Waste packaging system and film |
| EP2597057B1 (en) * | 2011-11-23 | 2018-09-26 | Flexopack S.A. | Waste packing system with fusion seal apparatus |
| WO2013086272A1 (en) * | 2011-12-07 | 2013-06-13 | Trlby Innovative Llc | Cell matrix system and method for manufacturing same |
| US9604430B2 (en) | 2012-02-08 | 2017-03-28 | Flexopack S.A. | Thin film for waste packing cassettes |
| CN102991875B (zh) * | 2012-12-17 | 2014-11-26 | 蒋学军 | 真空包装方法 |
| WO2014117141A1 (en) * | 2013-01-28 | 2014-07-31 | Sunbeam Products, Inc. | Vacuum sealer with a solid state proximity detector |
| PL2813362T3 (pl) | 2013-06-14 | 2020-05-18 | Flexopack S.A. | Folia termokurczliwa |
| CA2892115C (en) | 2014-05-20 | 2018-07-24 | Sunbeam Products, Inc. | Food cooking system |
| TW201620791A (zh) | 2014-08-28 | 2016-06-16 | 葛蘭素史密斯克萊有限責任公司 | 包裝盒及熱密封裝置 |
| EP3009357B1 (en) * | 2014-10-14 | 2019-02-27 | Sunbeam Products, Inc. | Vacuum sealer with adjustable head |
| US9499288B2 (en) * | 2014-11-13 | 2016-11-22 | Thomas Calvin Cannon, Jr. | Method and apparatus for vacuum packing resealable bags |
| AU2015258191B2 (en) | 2014-11-19 | 2020-02-27 | Flexopack S.A. | Oven skin packaging process |
| KR101538474B1 (ko) * | 2014-11-21 | 2015-07-22 | 심지현 | 진공포장기 |
| TWI551516B (zh) * | 2015-02-05 | 2016-10-01 | 緯和有限公司 | 收納式封口機 |
| US10858129B2 (en) * | 2015-06-05 | 2020-12-08 | Sunbeam Products, Inc. | Food storage appliance |
| KR101645514B1 (ko) * | 2015-10-26 | 2016-08-08 | 주식회사 롤팩 | 진공포장장치 |
| KR101645513B1 (ko) | 2015-10-26 | 2016-08-08 | 주식회사 롤팩 | 진공장치 |
| US10123648B2 (en) * | 2015-12-03 | 2018-11-13 | Robert GODFROID | System and method for cooking |
| TWI595183B (zh) * | 2016-04-28 | 2017-08-11 | 揚億精密科技股份有限公司 | 防止回灌中央環 |
| KR20180003167A (ko) * | 2016-06-30 | 2018-01-09 | 주식회사 롤팩 | 진공장치 |
| KR20180068072A (ko) * | 2016-12-13 | 2018-06-21 | 삼성전자주식회사 | 냉장고 |
| EP3501822A1 (en) | 2017-12-22 | 2019-06-26 | Flexopack S.A. | Fibc liner film |
| JP7280020B2 (ja) * | 2018-05-22 | 2023-05-23 | 株式会社Tosei | 真空包装装置 |
| US20210031956A1 (en) * | 2019-07-30 | 2021-02-04 | Hamilton Beach Brands, Inc. | Vacuum Sealing Appliance Including Vacuum Cycle With Transducer Feedback |
| WO2021051223A1 (zh) * | 2019-09-16 | 2021-03-25 | 深圳典之成产品开发有限公司 | 一种封口装置及应用此装置的多功能真空封口机 |
| KR102214784B1 (ko) * | 2020-01-10 | 2021-02-10 | 김태호 | 휴대용 진공 포장기 |
| US11753196B2 (en) | 2020-11-11 | 2023-09-12 | Hamilton Beach Brands, Inc. | Vacuum sealer and method of sealing same |
| USD948588S1 (en) * | 2021-01-06 | 2022-04-12 | Yongkang Jile Arts & Crafts Co., Ltd. | Sealing machine |
| USD976975S1 (en) * | 2021-01-23 | 2023-01-31 | Chuanqing Cao | Hand-held weighable sealing machine |
| US11565841B2 (en) * | 2021-05-25 | 2023-01-31 | Bonsen Electronics Limited | Vacuum sealing machine |
| KR102627077B1 (ko) * | 2021-07-30 | 2024-01-18 | 강상훈 | 클립형 진공포장기 |
Family Cites Families (71)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2387812A (en) | 1941-12-18 | 1945-10-30 | Stokes & Smith Co | System of producing evacuated packages |
| US2649234A (en) | 1949-08-18 | 1953-08-18 | Wilts United Dairies Ltd | Airtight package |
| US2778173A (en) | 1950-11-29 | 1957-01-22 | Wilts United Dairies Ltd | Method of producing airtight packages |
| GB719152A (en) | 1952-04-07 | 1954-11-24 | Wilts United Dairies Ltd | Improvements in the production of airtight packages |
| US3299603A (en) * | 1962-03-12 | 1967-01-24 | Continental Can Co | Method of filling pouches |
| US3382642A (en) * | 1965-10-14 | 1968-05-14 | Continental Can Co | Method of filling pouches |
| US3490576A (en) * | 1967-06-12 | 1970-01-20 | Standard Packaging Corp | Air evacuated package |
| GB1251672A (ja) * | 1968-02-29 | 1971-10-27 | ||
| US3561186A (en) * | 1968-04-17 | 1971-02-09 | Donald E Pickering | Method of evacuating hollow bodies |
| US3545983A (en) * | 1968-07-15 | 1970-12-08 | Fmc Corp | Method of deoxygenating and packaging of food products |
| US3688463A (en) * | 1970-07-15 | 1972-09-05 | Dow Chemical Co | Vacuum packaging system |
| US3716961A (en) * | 1970-12-29 | 1973-02-20 | Procter & Gamble | In-package sterilization |
| US4294859A (en) * | 1975-04-14 | 1981-10-13 | Armour And Company | Process for packaging food |
| US3980226A (en) * | 1975-05-05 | 1976-09-14 | Franz Charles F | Evacuateable bag |
| JPS53119184A (en) * | 1977-03-24 | 1978-10-18 | Hirahimo Kougiyou Kk | Inert gas substitution apparatus for closely packed article |
| IT1160587B (it) * | 1978-08-11 | 1987-03-11 | Fiap Srl | Procedimento per confezionare prodotti alimentari sotto vuoto |
| JPS5768323A (en) * | 1980-10-02 | 1982-04-26 | Suguru Ikeda | Forming machine for vacuum in packing pack |
| JPS57114422A (en) * | 1980-12-25 | 1982-07-16 | Kunio Kakiuchi | Vacuum sealing device |
| JPS5830924A (ja) * | 1981-08-04 | 1983-02-23 | 池田 英 | 包装袋内の真空形成機 |
| JPS58169004U (ja) * | 1982-05-06 | 1983-11-11 | 山本電気工業株式会社 | 袋の真空パツクの方法 |
| DE3316065C2 (de) * | 1983-05-03 | 1986-09-18 | Rovema Verpackungsmaschinen GmbH, 6301 Fernwald | Verfahren zum Füllen, Entlüften und Verschließen von Säcken |
| USRE34929E (en) | 1985-09-23 | 1995-05-09 | Tilia, Inc. | Plastic bag for vacuum sealing |
| FR2607788A1 (fr) | 1986-12-08 | 1988-06-10 | Marcellino Paolo | Procede d'emballage sous vide pour objets rembourres et produit obtenu |
| US4779398A (en) * | 1987-02-06 | 1988-10-25 | W. R. Grace & Co.-Conn., Cryovac Div. | Method and apparatus for making gas flushed packages |
| US4777782A (en) * | 1987-06-05 | 1988-10-18 | Mahaffy & Harder Engineering Co. | Apparatus and methods for making differentially-conditioned package pairs |
| CN1007805B (zh) * | 1988-03-26 | 1990-05-02 | 尚铁钢 | 真空多用保鲜包装袋 |
| US5048269A (en) | 1990-05-09 | 1991-09-17 | Frank Deni | Vacuum sealer |
| CN2075179U (zh) * | 1990-10-26 | 1991-04-17 | 伊民华 | 真空容器的封启结构件 |
| JP2840886B2 (ja) * | 1990-12-27 | 1998-12-24 | 株式会社古川製作所 | 回転式真空包装装置 |
| US5240112A (en) * | 1992-02-25 | 1993-08-31 | Newburger Bronson E | Evacuatable or inflatable plastic bag |
| US5287680A (en) | 1992-08-06 | 1994-02-22 | Specialite Industries Ltd. | Vacuum packing device |
| CN2165108Y (zh) * | 1992-11-25 | 1994-05-18 | 李思简 | 普通压机真空层压的铝箔真空袋 |
| US5386678A (en) * | 1993-07-12 | 1995-02-07 | Furukawa Mfg. Co., Ltd. | Method and apparatus for vacuum packaging |
| JPH0733806U (ja) * | 1993-12-08 | 1995-06-23 | 敏章 平林 | ファスナー付きポリ袋用エアー抜き器 |
| US5655357A (en) | 1995-05-02 | 1997-08-12 | Tilia International, Inc. | Exhaust flow rate vacuum sensor |
| US5765608A (en) | 1995-11-08 | 1998-06-16 | Tilia International | Hand held vacuum device |
| US5702739A (en) * | 1996-02-06 | 1997-12-30 | W. R. Grace & Co.-Conn. | Simplified method of coding packages and coded packages produced by such method |
| US6058998A (en) | 1998-02-12 | 2000-05-09 | Tilia International, Inc. | Plastic bag sealing apparatus with an ultracapacitor discharging power circuit |
| ZA993007B (en) * | 1998-08-13 | 1999-11-08 | Barry Light | A bag. |
| US6256968B1 (en) | 1999-04-13 | 2001-07-10 | Tilia International | Volumetric vacuum control |
| JP2001048119A (ja) * | 1999-08-02 | 2001-02-20 | Furukawa Mfg Co Ltd | 袋口のシール装置 |
| WO2002068288A1 (en) | 2001-02-23 | 2002-09-06 | Tilia International, Inc. | Lid with a pump/bellows device |
| US6581641B2 (en) | 2001-04-05 | 2003-06-24 | Illinois Tool Works Inc. | One-way valve for use with vacuum pump |
| JP3081548U (ja) * | 2001-05-02 | 2001-11-09 | 株式会社アール | 圧縮収納袋 |
| JP2002370712A (ja) * | 2001-06-12 | 2002-12-24 | Opt Engineering Co Ltd | リベット、釘等の使用済保持体の回収方法 |
| US20030159405A1 (en) | 2002-02-28 | 2003-08-28 | Scott Knowlton | Vacuum packaging apparatus and method |
| US6789690B2 (en) | 2002-04-19 | 2004-09-14 | Tilia International, Inc. | Hose direct canister lid |
| US6932509B2 (en) * | 2002-06-28 | 2005-08-23 | S. C. Johnson Home Storage, Inc. | Recloseable storage bag with secondary closure members |
| US20040000503A1 (en) * | 2002-06-28 | 2004-01-01 | Shah Ketan N. | Recloseable storage bag with porous evacuation portal |
| US6983845B2 (en) * | 2002-06-28 | 2006-01-10 | S.C. Johnson Home Storage, Inc. | Recloseable storage bag with user-deformable air vent |
| US6821099B2 (en) | 2002-07-02 | 2004-11-23 | Tilia International, Inc. | Rotary pump |
| CA2436442C (en) * | 2002-08-26 | 2006-07-11 | Furukawa Mfg. Co., Ltd. | Packaging system |
| JP4233028B2 (ja) * | 2002-08-26 | 2009-03-04 | 株式会社古川製作所 | 包装機に対する包袋及び被包装物の供給装置 |
| US7048136B2 (en) | 2002-11-05 | 2006-05-23 | Tilia International, Inc. | Canister lid with improved evacuation and vent assembly |
| US20050037164A1 (en) | 2003-03-05 | 2005-02-17 | Tilia International, Inc. | Liquid-trapping bag for use in vacuum packaging |
| US20050036717A1 (en) | 2003-03-05 | 2005-02-17 | Tilia International, Inc. | Sealable bag having an integrated zipper for use in vacuum packaging |
| US20050043158A1 (en) | 2003-03-05 | 2005-02-24 | Tilia International, Inc. | Method for manufacturing a sealable bag having an integrated timer/sensor for use in vacuum packaging |
| US20050036718A1 (en) | 2003-03-05 | 2005-02-17 | Tilia International, Inc. | Sealable bag having an integrated valve structure for use in vacuum packaging |
| US7087130B2 (en) | 2003-03-05 | 2006-08-08 | Tilia International, Inc. | Method for manufacturing a sealable bag having an integrated zipper for use in vacuum packaging |
| US20050037163A1 (en) | 2003-03-05 | 2005-02-17 | Tilia International, Inc. | Sealable bag having an integrated timer/sensor for use in vacuum packaging |
| US7138025B2 (en) | 2003-03-05 | 2006-11-21 | Tilia International, Inc. | Method for manufacturing a sealable bag having an integrated tray for use in vacuum packaging |
| US20050034806A1 (en) | 2003-03-05 | 2005-02-17 | Tilia International, Inc. | Method for manufacturing liquid-trapping bag for use in vacuum packaging |
| US20050029704A1 (en) | 2003-03-05 | 2005-02-10 | Tilia International, Inc. | Method for manufacturing a sealable bag having an indicia for use in vacuum packaging |
| US20050065007A1 (en) | 2003-03-05 | 2005-03-24 | Tilia International, Inc. | Method for manufacturing a sealable bag having an integrated valve structure for use in vacuum packaging |
| US20050035020A1 (en) | 2003-03-05 | 2005-02-17 | Tilia International, Inc. | Sealable bag having an integrated tray for use in vacuum packaging |
| US20050036719A1 (en) | 2003-03-05 | 2005-02-17 | Tilia International, Inc. | Sealable bag having an indicia for use in vacuum packaging |
| US7614203B2 (en) * | 2004-01-13 | 2009-11-10 | Safety Solutions, Inc. | User installable vacuum seal apparatus for storage bags |
| US20050207679A1 (en) * | 2004-03-19 | 2005-09-22 | Armstrong Stephen G | Reclosable bag |
| US7360377B2 (en) * | 2004-09-30 | 2008-04-22 | Samsung Electronics Co., Ltd. | Refrigerator |
| US20060213148A1 (en) * | 2005-03-24 | 2006-09-28 | Baptista Alexandre A | Portable vacuum packaging appliance |
| US7665896B1 (en) * | 2005-06-23 | 2010-02-23 | Circle Back, Inc. | Plastic bag to facilitate evacuation prior to sealing |
-
2006
- 2006-01-11 WO PCT/US2006/000898 patent/WO2006076393A2/en active Application Filing
- 2006-01-11 MX MX2007008438A patent/MX2007008438A/es unknown
- 2006-01-11 CN CN201010149356A patent/CN101797983A/zh active Pending
- 2006-01-11 US US11/329,803 patent/US7490452B2/en active Active
- 2006-01-11 CA CA002594559A patent/CA2594559A1/en not_active Abandoned
- 2006-01-11 KR KR1020077018475A patent/KR101283119B1/ko active IP Right Grant
- 2006-01-11 EP EP06718021.6A patent/EP1841652B1/en active Active
- 2006-01-11 AU AU2006205052A patent/AU2006205052A1/en not_active Abandoned
- 2006-01-11 JP JP2007551335A patent/JP5468205B2/ja active Active
- 2006-01-11 ZA ZA200706659A patent/ZA200706659B/xx unknown
- 2006-01-11 CN CN2006800080550A patent/CN101137545B/zh active Active
- 2006-01-12 TW TW095101220A patent/TW200700286A/zh unknown
-
2008
- 2008-09-08 US US12/206,658 patent/US7805913B2/en active Active
- 2008-09-08 US US12/206,602 patent/US20090003736A1/en not_active Abandoned
-
2012
- 2012-12-14 JP JP2012273091A patent/JP5721273B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20090007523A1 (en) | 2009-01-08 |
| TW200700286A (en) | 2007-01-01 |
| CN101137545A (zh) | 2008-03-05 |
| EP1841652A2 (en) | 2007-10-10 |
| JP2013075724A (ja) | 2013-04-25 |
| AU2006205052A1 (en) | 2006-07-20 |
| KR101283119B1 (ko) | 2013-07-05 |
| KR20080006537A (ko) | 2008-01-16 |
| JP2008526638A (ja) | 2008-07-24 |
| US7490452B2 (en) | 2009-02-17 |
| WO2006076393A2 (en) | 2006-07-20 |
| CA2594559A1 (en) | 2006-07-20 |
| EP1841652B1 (en) | 2013-11-20 |
| US7805913B2 (en) | 2010-10-05 |
| EP1841652A4 (en) | 2010-05-05 |
| CN101137545B (zh) | 2010-05-26 |
| WO2006076393A3 (en) | 2007-08-09 |
| ZA200706659B (en) | 2008-10-29 |
| MX2007008438A (es) | 2008-02-20 |
| US20060254219A1 (en) | 2006-11-16 |
| CN101797983A (zh) | 2010-08-11 |
| US20090003736A1 (en) | 2009-01-01 |
| JP5721273B2 (ja) | 2015-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5721273B2 (ja) | 容器から流体を抽出し、密封するための装置 | |
| US7204067B2 (en) | Vacuum packaging appliance with removable trough | |
| US7207160B2 (en) | Vacuum packaging appliance with vacuum side channel latches | |
| RU5172U1 (ru) | Устройство для вакуумного упаковывания продуктов, помещенных в эластичные пакеты | |
| US20100300919A1 (en) | Resealable vacuum containers and sealing tools | |
| US20070155607A1 (en) | Method, apparatus and system for evacuation and heat sealing | |
| KR101529155B1 (ko) | 식품용기 및 비닐봉투 진공포장장치 | |
| KR100502153B1 (ko) | 진공포장기 | |
| EP1520787A1 (en) | Device for generating at least partial vacuum in bags for packaging clothes or the like | |
| KR100900506B1 (ko) | 휴대용 진공 전열 씰러 | |
| KR200319700Y1 (ko) | 분리되며 열봉합되는 노즐 다발이 설치된 진공포장기 | |
| KR102214784B1 (ko) | 휴대용 진공 포장기 | |
| KR100584855B1 (ko) | 분리형 진공포장기 | |
| KR100494053B1 (ko) | 진공포장기 | |
| KR101720182B1 (ko) | 자동 진공 포장기 | |
| KR20180019358A (ko) | 진공실패방지와 밀봉실패방지 및 봉투이탈방지 기능이 있는 진공포장기 | |
| ITRM970558A1 (it) | Accessorio per aspirapolvere per praticare il vuoto all'interno di sacchi di plastica contenenti prodotti di qualsivoglia natura | |
| KR20110020127A (ko) | 밀봉 및 진공이 용이한 비닐봉투와 이의 진공 및 밀봉방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090109 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110809 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20111109 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20111116 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20111209 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20111216 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120110 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120203 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120814 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121214 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20130207 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130301 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20130426 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140129 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5468205 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |