JP5449961B2 - 二次電池 - Google Patents
二次電池 Download PDFInfo
- Publication number
- JP5449961B2 JP5449961B2 JP2009227254A JP2009227254A JP5449961B2 JP 5449961 B2 JP5449961 B2 JP 5449961B2 JP 2009227254 A JP2009227254 A JP 2009227254A JP 2009227254 A JP2009227254 A JP 2009227254A JP 5449961 B2 JP5449961 B2 JP 5449961B2
- Authority
- JP
- Japan
- Prior art keywords
- terminal
- current collector
- secondary battery
- counterbore hole
- negative electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/55—Terminals characterised by the disposition of the terminals on the cells on the same side of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/34—Gastight accumulators
- H01M10/345—Gastight metal hydride accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/172—Arrangements of electric connectors penetrating the casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/567—Terminals characterised by their manufacturing process by fixing means, e.g. screws, rivets or bolts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Description
前記カシメ部材の端部に形成された他の部分よりも薄肉化された薄肉部における端子の中心側の前記他の部分との段差部の平面視の形状は、前記ザグリ穴の縁と同じ方向に湾曲する円弧状とされていることが好ましい。
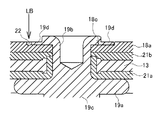
第1実施形態の負極端子19Aの構成を図5Aを用いて説明する。第1実施形態の負極端子19Aは、カシメ部材19bの先端側に他のカシメ部材19bよりも厚さが薄い薄肉部19dが部分的に形成されるように成形する際、成形パンチとして部分的に円環状の突起が形成されているものを使用したものである。なお、負極集電体18aに形成するザグリ穴18cの平面視の形状は、円形状ないし楕円形状とされるが、第1実施形態の負極端子19Aでは、図5Aに示したように、平面視で楕円形状のザグリ穴18cが採用されている。そして、部分的に円環状の突起が形成されている成形パンチを使用して、負極端子19Aの中心から薄肉部19dの方向に直線を引いたとき、負極端子19Aの中心から直線と薄肉部19dの負極端子19Aの中心側の段差部19eが交わる点までの距離をL1とし、負極端子19Aの中心からから直線とザグリ穴18cの縁が交わる点までの距離をL2としたとき、L1/L2が0.5以上1.0未満の関係を満たし、かつ、部分的に形成した薄肉部19dの全体に亘ってL1/L2が0.5以上1.0未満という関係を満たしているようになされている。
第2実施形態の負極端子19Bの構成を図5Bを用いて説明する。第2実施形態の負極端子19Bは、カシメ部材19bの先端側に他のカシメ部材19bよりも厚さが薄い薄肉部19dが部分的に形成されるように成形する際、成形パンチとして外周側は部分的に円形状であり、負極端子19Bの中心側が直線状となっているもの(図示省略)を用いたものである。このような構成のパンチを使用しても、図5Bに示したように、カシメ部材19bの端部の薄肉部19dの表面と負極集電体18aの表面とが直接溶融するようにレーザ溶接することが可能である。ただ、カシメ部材の薄肉部19dの両端部において、ザグリ穴18cの縁とカシメ部材19bの薄肉部19dの端部との間の隙間の幅が大きくなるので、カシメ部材19bの端部の薄肉部19dの表面と負極集電体18aの表面とが直接溶融するようにしてレーザ溶接できる範囲が狭くなってしまうことがある。
LB…レーザ光
Claims (4)
- 端子が封口板に取り付けられ、前記封口板が内部に電極体を有する外装缶の開口部に密封状態に固定され、前記端子と前記電極体の集電体とが電気的に接続されている二次電池において、
前記端子は、鍔部の一面側が端子部とされ、前記鍔部の他面側に円筒状のカシメ部材が、それぞれ形成されており、
前記円筒状のカシメ部材は、第1の絶縁部材、前記封口板、第2の絶縁部材及び前記集電体のそれぞれに形成された開口部に挿通され、
前記円筒状のカシメ部材の先端側は、前記集電体に形成されたザグリ穴内で拡径方向にカシメられていると共に、前記カシメ部材の端部に形成された他の部分よりも薄肉化された薄肉部が前記集電体のザグリ穴内に嵌合され、前記端子の鍔部と、前記第1の絶縁部材と、前記封口板と、前記第2の絶縁部材と、前記集電体とが機械的に固定されており、
更に、前記カシメ部材の薄肉部と前記集電体のザグリ穴の嵌合部が高エネルギー線により溶接されていることを特徴とする二次電池。 - 前記カシメ部材の端部に形成された他の部分よりも薄肉化された薄肉部は、前記カシメ部材の周辺に部分的に形成されていることを特徴とする請求項1に記載の二次電池。
- 前記ザグリ穴の平面視の形状は円形状又は楕円形状であり、
前記カシメ部材の端部に形成された他の部分よりも薄肉化された薄肉部における端子の中心側の前記他の部分との段差部の平面視の形状は、前記ザグリ穴の縁と同じ方向に湾曲する円弧状とされていることを特徴とする請求項1に記載の二次電池。 - 前記端子の中心から前記薄肉部の方向に直線を引いたとき、前記端子の中心から前記直線と前記薄肉部の端子の中心側の段差部が交わる点までの距離をL1とし、前記端子の中心から前記直線とザグリ穴の縁が交わる点までの距離をL2としたとき、L1/L2が0.5以上1.0未満の関係を満たし、かつ、部分的に形成した前記薄肉部の全体に亘って前記関係を満たしていることを特徴とする請求項3に記載の二次電池。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009227254A JP5449961B2 (ja) | 2009-09-30 | 2009-09-30 | 二次電池 |
| KR1020100083359A KR20110035868A (ko) | 2009-09-30 | 2010-08-27 | 2차 전지 |
| US12/878,638 US8241786B2 (en) | 2009-09-30 | 2010-09-09 | Secondary battery |
| CN201010289857.1A CN102034951B (zh) | 2009-09-30 | 2010-09-16 | 二次电池 |
| US13/543,147 US8603670B2 (en) | 2009-09-30 | 2012-07-06 | Secondary battery |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009227254A JP5449961B2 (ja) | 2009-09-30 | 2009-09-30 | 二次電池 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011076867A JP2011076867A (ja) | 2011-04-14 |
| JP2011076867A5 JP2011076867A5 (ja) | 2012-11-01 |
| JP5449961B2 true JP5449961B2 (ja) | 2014-03-19 |
Family
ID=43780741
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009227254A Active JP5449961B2 (ja) | 2009-09-30 | 2009-09-30 | 二次電池 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US8241786B2 (ja) |
| JP (1) | JP5449961B2 (ja) |
| KR (1) | KR20110035868A (ja) |
| CN (1) | CN102034951B (ja) |
Families Citing this family (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5920650B2 (ja) | 2010-12-28 | 2016-05-18 | 株式会社Gsユアサ | 蓄電素子 |
| JP2012164634A (ja) | 2011-01-20 | 2012-08-30 | Gs Yuasa Corp | 蓄電素子 |
| US8748034B2 (en) | 2011-04-14 | 2014-06-10 | Gs Yuasa International Ltd. | Battery including baffling member including one of projecting portion and recessed portion extending from lid plate |
| US9236596B2 (en) * | 2011-06-30 | 2016-01-12 | Samsung Sdi Co., Ltd. | Rechargeable battery |
| US8989821B2 (en) * | 2011-08-31 | 2015-03-24 | Apple Inc. | Battery configurations for electronic devices |
| JP5699296B2 (ja) | 2011-09-12 | 2015-04-08 | 株式会社貴匠技研 | 金属材のかしめ構造及びこのかしめ構造を用いたバスバー |
| US9343716B2 (en) | 2011-12-29 | 2016-05-17 | Apple Inc. | Flexible battery pack |
| JP5856858B2 (ja) * | 2012-01-27 | 2016-02-10 | 三洋電機株式会社 | 角形二次電池の製造方法 |
| JP5976340B2 (ja) * | 2012-02-29 | 2016-08-23 | 三洋電機株式会社 | 角形二次電池の製造方法 |
| US9812680B2 (en) | 2012-08-30 | 2017-11-07 | Apple Inc. | Low Z-fold battery seal |
| US9136510B2 (en) | 2012-11-26 | 2015-09-15 | Apple Inc. | Sealing and folding battery packs |
| JP6163783B2 (ja) * | 2013-02-28 | 2017-07-19 | 三洋電機株式会社 | 角形二次電池及びその製造方法 |
| JP6089784B2 (ja) | 2013-02-28 | 2017-03-08 | 三洋電機株式会社 | 角形二次電池 |
| US10193107B2 (en) | 2013-03-26 | 2019-01-29 | Gs Yuasa International Ltd. | Electric storage device and electric storage apparatus provided with the electric storage device |
| US20160181577A1 (en) * | 2013-08-22 | 2016-06-23 | Hitachi Automotive Systems, Ltd. | Secondary cell |
| CN105705849B (zh) * | 2013-09-30 | 2018-04-24 | 丹佛斯有限公司 | 用于将物体附接到结构上的方法 |
| US9593969B2 (en) | 2013-12-27 | 2017-03-14 | Apple Inc. | Concealed electrical connectors |
| US9479007B1 (en) | 2014-02-21 | 2016-10-25 | Apple Inc. | Induction charging system |
| US20150255776A1 (en) | 2014-03-06 | 2015-09-10 | Apple Inc. | Battery Pack System |
| US9455582B2 (en) | 2014-03-07 | 2016-09-27 | Apple Inc. | Electronic device and charging device for electronic device |
| US9917335B2 (en) | 2014-08-28 | 2018-03-13 | Apple Inc. | Methods for determining and controlling battery expansion |
| US10079370B2 (en) | 2014-11-28 | 2018-09-18 | Sanyo Electric Co., Ltd. | Secondary battery |
| JP6569322B2 (ja) * | 2015-06-22 | 2019-09-04 | 三洋電機株式会社 | 二次電池及びそれを用いた組電池 |
| US10269502B2 (en) | 2015-08-25 | 2019-04-23 | Gs Yuasa International Ltd. | Energy storage device including a conductive member penetrating a container and a fixing member covering the conductive member |
| US10181617B2 (en) | 2015-12-14 | 2019-01-15 | Johnson Controls Technology Company | Patterned crimp for battery collector attachment |
| JP6662652B2 (ja) * | 2016-02-02 | 2020-03-11 | プライムアースEvエナジー株式会社 | 二次電池及び絶縁体の成形方法 |
| US11735708B2 (en) * | 2016-02-09 | 2023-08-22 | Gs Yuasa International Ltd. | Method for manufacturing energy storage device and energy storage device |
| US10593926B2 (en) | 2016-04-25 | 2020-03-17 | Gs Yuasa International Ltd. | Energy storage device including a rigidity changing part disposed in a vicinity of a joint portion of a first member and a second member |
| JP6729137B2 (ja) * | 2016-07-28 | 2020-07-22 | 三洋電機株式会社 | 二次電池及びその製造方法、並びにそれを用いた組電池 |
| US10637017B2 (en) | 2016-09-23 | 2020-04-28 | Apple Inc. | Flexible battery structure |
| JP6693899B2 (ja) * | 2017-03-03 | 2020-05-13 | トヨタ自動車株式会社 | 密閉型電池および電極端子 |
| JP6972834B2 (ja) * | 2017-09-22 | 2021-11-24 | 株式会社Gsユアサ | 蓄電素子 |
| JP6996308B2 (ja) | 2018-01-17 | 2022-01-17 | 三洋電機株式会社 | 二次電池及びその製造方法 |
| JP2019125511A (ja) * | 2018-01-17 | 2019-07-25 | トヨタ自動車株式会社 | 密閉型電池 |
| JP7291771B2 (ja) * | 2018-01-17 | 2023-06-15 | 三洋電機株式会社 | 二次電池 |
| JP7355506B2 (ja) * | 2019-02-21 | 2023-10-03 | 三洋電機株式会社 | 二次電池 |
| JP7264077B2 (ja) * | 2020-01-31 | 2023-04-25 | トヨタ自動車株式会社 | 全固体電池 |
| JP7236422B2 (ja) * | 2020-11-16 | 2023-03-09 | プライムプラネットエナジー&ソリューションズ株式会社 | 電池およびその製造方法 |
| JP7032587B1 (ja) * | 2021-03-04 | 2022-03-08 | 古河電池株式会社 | 蓄電池用端子の製造方法および蓄電池 |
| CN117256074A (zh) * | 2022-04-08 | 2023-12-19 | 宁德时代新能源科技股份有限公司 | 连接构件、电池单体、电池和用电设备 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3334683B2 (ja) * | 1999-06-28 | 2002-10-15 | エヌイーシートーキン株式会社 | 非水電解液二次電池およびその製造方法 |
| JP4304919B2 (ja) | 2002-06-04 | 2009-07-29 | 株式会社ジーエス・ユアサコーポレーション | 電池 |
| JP4124756B2 (ja) * | 2003-10-03 | 2008-07-23 | 日立マクセル株式会社 | 密閉型電池 |
| KR100599732B1 (ko) * | 2004-09-21 | 2006-07-12 | 삼성에스디아이 주식회사 | 이차 전지 |
| JP5121279B2 (ja) | 2007-03-30 | 2013-01-16 | 三洋電機株式会社 | 密閉型電池の製造方法 |
| KR101407772B1 (ko) * | 2007-05-25 | 2014-06-18 | 삼성에스디아이 주식회사 | 전극조립체 및 그를 이용한 이차전지 |
| JP2009076394A (ja) * | 2007-09-21 | 2009-04-09 | Toshiba Corp | 電池 |
| JP2009087736A (ja) | 2007-09-28 | 2009-04-23 | Toshiba Corp | 端子装置の製造方法 |
| JP5213404B2 (ja) | 2007-09-28 | 2013-06-19 | 三洋電機株式会社 | 密閉電池及びその製造方法 |
-
2009
- 2009-09-30 JP JP2009227254A patent/JP5449961B2/ja active Active
-
2010
- 2010-08-27 KR KR1020100083359A patent/KR20110035868A/ko not_active Application Discontinuation
- 2010-09-09 US US12/878,638 patent/US8241786B2/en active Active
- 2010-09-16 CN CN201010289857.1A patent/CN102034951B/zh active Active
-
2012
- 2012-07-06 US US13/543,147 patent/US8603670B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US8603670B2 (en) | 2013-12-10 |
| US8241786B2 (en) | 2012-08-14 |
| US20110076552A1 (en) | 2011-03-31 |
| CN102034951A (zh) | 2011-04-27 |
| JP2011076867A (ja) | 2011-04-14 |
| US20120270085A1 (en) | 2012-10-25 |
| KR20110035868A (ko) | 2011-04-06 |
| CN102034951B (zh) | 2014-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5449961B2 (ja) | 二次電池 | |
| JP5213404B2 (ja) | 密閉電池及びその製造方法 | |
| US10079370B2 (en) | Secondary battery | |
| JP6089784B2 (ja) | 角形二次電池 | |
| EP2445036B1 (en) | Terminal for sealed battery and manufacturing method therefor | |
| JP6093874B2 (ja) | 角形二次電池 | |
| JP5590391B2 (ja) | 二次電池 | |
| JP6208687B2 (ja) | 円筒形二次電池及びその製造方法 | |
| US8722252B2 (en) | Current carrying block for resistance welding, and method for manufacturing sealed battery and sealed battery each using the current carrying block | |
| JP6569322B2 (ja) | 二次電池及びそれを用いた組電池 | |
| JP6022460B2 (ja) | 電池及びその製造方法 | |
| JP2009259452A (ja) | 電池およびその製造方法 | |
| CN107665968B (zh) | 二次电池及其制造方法、以及使用该二次电池的组电池 | |
| JP5384071B2 (ja) | 密閉電池 | |
| JP2005183360A (ja) | 角形電池とその製造方法 | |
| JP2007250442A (ja) | 非水電解質二次電池 | |
| CN108232280B (zh) | 方形二次电池及其制造方法 | |
| CN109585770B (zh) | 二次电池及其制造方法 | |
| CN108232310B (zh) | 方形二次电池及其制造方法 | |
| JP2004039284A (ja) | 角形電池の製造方法 | |
| JPWO2020137714A1 (ja) | 二次電池 | |
| JP4610395B2 (ja) | 電池 | |
| JP2003282029A (ja) | 角形電池の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120913 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120913 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131203 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131225 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5449961 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |