JP5437679B2 - 工具の判定装置、ワーク加工装置 - Google Patents
工具の判定装置、ワーク加工装置 Download PDFInfo
- Publication number
- JP5437679B2 JP5437679B2 JP2009082307A JP2009082307A JP5437679B2 JP 5437679 B2 JP5437679 B2 JP 5437679B2 JP 2009082307 A JP2009082307 A JP 2009082307A JP 2009082307 A JP2009082307 A JP 2009082307A JP 5437679 B2 JP5437679 B2 JP 5437679B2
- Authority
- JP
- Japan
- Prior art keywords
- tool
- image
- workpiece
- error
- machining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Landscapes
- Machine Tool Sensing Apparatuses (AREA)
- Numerical Control (AREA)
Description
140 工具
150 ツールチェンジャー
152 マガジン
200 ワーク
300 測定ユニット
Claims (12)
- 複数の工具から選択された工具を回転軸に取り付ける工具選択手段と、
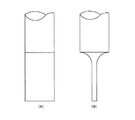
ワークから離れた位置で前記回転軸に取り付けられたまま回転している前記工具を側面から撮影し、回転による残像を含む工具画像を生成する撮影手段と、
前記工具画像を利用して、前記工具選択手段による前記工具の選択の正誤を判定する工具判定手段と、を備えることを特徴とする、
工具の判定装置。 - 前記工具判定手段は、
前記工具を正しく回転させた場合の回転軌跡から得られる理想最大外形条件と、前記工具画像とを比較して、前記工具の選択の正誤を判定することを特徴とする、
請求項1に記載の工具の判定装置。 - 前記工具判定手段は、基準工具画像と前記工具画像との比較により前記工具の選択の正誤を判定し、
前記基準工具画像には、
前記工具選択手段による前記工具の選択に先立って回転中の第1工具を側面から撮影され、回転による残像を含む第1基準工具画像と、
前記工具選択手段による前記工具の選択に先立って回転中の第2工具を側面から撮影され、回転による残像を含む第2基準工具画像と、
が含まれることを特徴とする、
請求項1記載の工具の判定装置。 - 前記第1基準工具画像と前記第2基準工具画像とをメモリに記憶する基準工具画像記憶手段を備えたことを特徴とする、
請求項3に記載の工具の判定装置。 - 前記工具判定手段は、
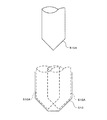
前記工具画像における前記残像を含んだ工具最大外形を利用して、前記工具の選択の正誤を判定することを特徴とする、
請求項1乃至4のいずれか記載の工具の判定装置。 - 前記工具判定手段は、
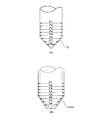
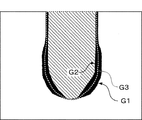
前記工具画像が、前記工具が常に存在していない高明度領域、前記工具の前記残像となる中明度領域、及び、前記工具が常に存在する低明度領域を含んでいる場合に、前記高明度領域を第1値とし、且つ前記中明度領域及び前記低明度領域を第2値として二値化することで、前記工具最大外形を得ることを特徴とする、
請求項5に記載の工具の判定装置。 - 前記工具判定手段は、
前記工具画像における前記残像を含んだ工具最大外形と、前記工具画像における前記工具が常に存在する領域の工具最小外形を利用して、前記工具の選択の正誤を判定することを特徴とする、
請求項1乃至6のいずれか記載の工具の判定装置。 - 前記工具選択手段は、
前記工具最大外形と前記工具最小外形との間の中間工具外形を利用して、前記工具の選択の正誤を判定することを特徴とする、
請求項7に記載の工具の判定装置。 - 前記複数の工具に、前記ワークの寸法を計測するためのタッチプローブが含まれており、
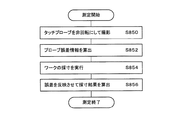
前記工具選択手段によって前記タッチプローブが選択された場合には、前記タッチプローブを非回転状態にしてタッチプローブ画像を生成するプローブ撮影手段と、
前記タッチプローブ画像に基づいて、理想位置に対する前記タッチプローブの誤差を算出するプローブ誤差算出手段と、
前記誤差を反映させた状態で、前記タッチプローブにより前記ワークの形状寸法を測定するワーク採寸手段と、を更に備えることを特徴とする、
請求項1乃至8のいずれか記載の工具の判定装置。 - 前記回転軸は、マシニングセンタの主軸であることを特徴とする、
請求項1乃至9のいずれか記載の工具の判定装置。 - 請求項1乃至10のいずれか記載の工具の判定装置と、
前記工具の判定装置によって前記工具の選択が正しいと判定された場合に、当該工具を用いてワークの加工を行う加工手段と、を備えること特徴とする、
ワーク加工装置。 - 前記工具画像における前記残像を含んだ工具最大外形から推測される推定加工誤差が、前記ワークに対する加工の許容誤差を超えているか否かを判定する誤差判定手段と、を備え、
前記推定加工誤差が前記許容誤差の範囲内であると判定される場合、または、前記推定加工誤差が前記許容誤差の範囲外であって且つ前記回転軸のフィードバック制御により前記許容誤差の範囲に収まるように補正されると判定される場合に、前記加工機構は、当該工具を用いてワークの加工を行うことを特徴とする、
請求項11記載のワーク加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009082307A JP5437679B2 (ja) | 2009-03-30 | 2009-03-30 | 工具の判定装置、ワーク加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009082307A JP5437679B2 (ja) | 2009-03-30 | 2009-03-30 | 工具の判定装置、ワーク加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010234451A JP2010234451A (ja) | 2010-10-21 |
| JP5437679B2 true JP5437679B2 (ja) | 2014-03-12 |
Family
ID=43089298
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009082307A Active JP5437679B2 (ja) | 2009-03-30 | 2009-03-30 | 工具の判定装置、ワーク加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5437679B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11701746B2 (en) | 2019-02-27 | 2023-07-18 | Mitsubishi Heavy Industries, Ltd. | End mill inspection device |
| US20230377128A1 (en) * | 2021-02-01 | 2023-11-23 | Dmg Mori Co., Ltd. | Image processing device |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5342371B2 (ja) * | 2009-08-19 | 2013-11-13 | 三菱重工業株式会社 | 工具の回転方向位置決め方法 |
| JP2016218550A (ja) * | 2015-05-15 | 2016-12-22 | ファナック株式会社 | 加工に使用する工具の取付け状態を確認する数値制御装置 |
| JP6510912B2 (ja) * | 2015-06-29 | 2019-05-08 | ローランドディー.ジー.株式会社 | 切削加工機と検出ピンの判別方法 |
| WO2018220776A1 (ja) * | 2017-05-31 | 2018-12-06 | 株式会社牧野フライス製作所 | 工作機械および工具欠損判定方法 |
| JP6399675B1 (ja) * | 2018-03-02 | 2018-10-03 | 株式会社 ジェイネット | 加工支援装置、加工支援方法 |
| CN112384328A (zh) * | 2018-07-10 | 2021-02-19 | 株式会社牧野铣床制作所 | 机床系统及刀具的判定方法 |
| JP7626613B2 (ja) * | 2020-12-24 | 2025-02-04 | 株式会社前川製作所 | ロボットアーム用のツールチェック装置、ツールチェックプログラム、及びツールチェック方法 |
| JP7695787B2 (ja) * | 2020-12-24 | 2025-06-19 | 株式会社前川製作所 | ロボットアーム用のツールチェック装置、ワーク加工システム、ツールチェックプログラム、及びツールチェック方法 |
| JP7772563B2 (ja) * | 2021-11-18 | 2025-11-18 | 株式会社前川製作所 | ロボットアーム用のツールチェック装置、ツールチェックプログラム、及びツールチェック方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04190103A (ja) * | 1990-11-22 | 1992-07-08 | Nippon Seiko Kk | エンドミルランド幅測定装置 |
| JPH06134638A (ja) * | 1992-10-26 | 1994-05-17 | Osaka Kiko Co Ltd | 工具の自動照合認識装置 |
| JP2546960B2 (ja) * | 1992-11-25 | 1996-10-23 | 久 松嵜 | 制御装置およびこの制御装置を備えた工作機械 |
| JPH0985584A (ja) * | 1995-09-20 | 1997-03-31 | Toshiba Mach Co Ltd | ツールの許容運動速度検出方法および装置およびプログラム機械装置における使用ツール対応運動速度確認方法および装置 |
| JP2003117778A (ja) * | 2001-10-15 | 2003-04-23 | Mori Seiki Co Ltd | 工作機械の精度測定装置 |
-
2009
- 2009-03-30 JP JP2009082307A patent/JP5437679B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11701746B2 (en) | 2019-02-27 | 2023-07-18 | Mitsubishi Heavy Industries, Ltd. | End mill inspection device |
| US20230377128A1 (en) * | 2021-02-01 | 2023-11-23 | Dmg Mori Co., Ltd. | Image processing device |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010234451A (ja) | 2010-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5437679B2 (ja) | 工具の判定装置、ワーク加工装置 | |
| JP6000478B2 (ja) | 工具形状測定装置および工具形状測定方法 | |
| JP6399675B1 (ja) | 加工支援装置、加工支援方法 | |
| JP5307462B2 (ja) | 測定装置 | |
| US9766613B2 (en) | Method for setting up work piece based on vision | |
| CN101844237B (zh) | 超精密车削中工件和主轴回转中心自动对正系统及方法 | |
| JP5383853B2 (ja) | 工具形状測定装置、及び工具形状測定方法 | |
| WO2012057280A1 (ja) | 工具寸法の測定方法及び測定装置、並びに工作機械 | |
| JP6588704B2 (ja) | 工具刃先の検出方法及び装置並びに工具補正値の設定装置 | |
| JP2012213840A (ja) | 工作機械 | |
| US20240082976A1 (en) | Apparatus for measuring a tool or a complete tool, tool, processing center and method for compiling a digital image of a tool or a complete tool | |
| JP2017142617A (ja) | 切削加工機と位置補正の要否の判別方法 | |
| CN109345500B (zh) | 一种基于机器视觉的机床刀具刀尖点位置计算方法 | |
| JP5001521B2 (ja) | 工具形状測定装置 | |
| JP6901612B1 (ja) | 画像処理装置及び工作機械 | |
| JP2021094600A (ja) | 工作機械及びワーク加工部の形状測定方法 | |
| JP2012213814A (ja) | 自動ドリル先端加工機 | |
| JP7075806B2 (ja) | ツールプリセッタにおけるツール形状の測定装置及び測定方法 | |
| JP7159021B2 (ja) | ツールプリセッタにおけるツール形状の測定装置及び測定方法 | |
| JP5351083B2 (ja) | 教示点補正装置及び教示点補正方法 | |
| JP2006300817A (ja) | 光学式測定器、光学式測定装置及び光学式測定システム | |
| JP2022176067A (ja) | 工具の形状検出装置および工具の形状検出方法 | |
| TW201017091A (en) | An image-measuring apparatus for dimensional parameters of drill and method to performing the same | |
| CN113601514A (zh) | 机器人手眼标定精度验证系统 | |
| CN115903656B (zh) | 用于钢体pdc钻头加工的自动定位方法及装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130830 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131001 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131203 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5437679 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |