JP5434792B2 - 太陽電池の製造方法及び太陽電池 - Google Patents
太陽電池の製造方法及び太陽電池 Download PDFInfo
- Publication number
- JP5434792B2 JP5434792B2 JP2010117406A JP2010117406A JP5434792B2 JP 5434792 B2 JP5434792 B2 JP 5434792B2 JP 2010117406 A JP2010117406 A JP 2010117406A JP 2010117406 A JP2010117406 A JP 2010117406A JP 5434792 B2 JP5434792 B2 JP 5434792B2
- Authority
- JP
- Japan
- Prior art keywords
- solar cell
- manufacturing
- layer
- back surface
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
- Y02E10/546—Polycrystalline silicon PV cells
Landscapes
- Photovoltaic Devices (AREA)
Description
裏面(非受光面)には電極105として、通常アルミニウム(Al)が全面に製膜される。Alの製膜には、蒸着やスパッタリング等の方法や、より安価に製造するために、有機バインダに数〜数十μmのAl粒子を混合したAlペーストを印刷する方法が用いられる。Al層は、焼成されることで、Alとシリコン基板との界面で部分的に溶融(共晶反応)し、その後再結晶化することで、Back Surface Field(BSF)層106と呼ばれる0.1〜数十μm程度の裏面電界層が形成される。BSF層は、光励起したキャリアの裏面での再結合を抑止する効果がある。
しかしながら、上記BSF層形成のための焼成は、通常600〜800℃程度の高温工程であるため、基板への重金属汚染のおそれが高く、これにより光生成キャリアのライフタイムが低下する可能性が大いにある。また、上記焼成は、安価に製造する目的から、通常大気中で行われる。大気中で行うため、Alは酸化して酸化膜を形成してしまい、導電率が低くなって電極としての本来の機能を果たせなくなる。これは、Al層として、Al微粒子の集合体であるペーストを使用した場合に顕著になる。したがって、上述のように安易に焼成時間を長くしたり、温度を高めることは、BSF層形成には有効であるが、太陽電池特性の観点からは、かえって特性を低下させてしまっていた。
請求項1:
半導体基板にPN接合を形成する工程と、該半導体基板の裏面にアルミニウムペーストを印刷し焼成してアルミニウム電極を形成する工程とを含む太陽電池の製造方法であって、前記アルミニウム電極形成直前に、このアルミニウム電極が形成されるべき裏面にのみ該裏面を粗面化してアルミニウムとの反応性を高めたダメージ層を形成する工程を含むことを特徴とする太陽電池の製造方法。
請求項2:
前記ダメージ層が、機械的加工又は気相での化学的加工により形成されたものであることを特徴とする請求項1に記載の太陽電池の製造方法。
請求項3:
前記機械的加工が、サンドブラスト加工又は機械的研削加工であることを特徴とする請求項2に記載の太陽電池の製造方法。
請求項4:
前記気相での化学的加工が、Cl2、CF4、CHF3、CBrF3、CH2F2、CH3F、C2F8、C3F6、C4F8、C5F8、SF6、BCl3、SiCl4及びXeF2ガスから選ばれるガス単体、これらのうちの2種以上を含む混合ガス、又はこれらのうちの少なくとも1種0.1体積%以上にO2、N2及びArの1種又は2種以上を混合した混合ガスを用いるドライエッチング加工であることを特徴とする請求項2に記載の太陽電池の製造方法。
請求項5:
前記ダメージ層の深さが、0.4〜5μmであることを特徴とする請求項1乃至4のいずれか1項に記載の太陽電池の製造方法。
請求項6:
前記PN接合形成前に、半導体基板の表面にテクスチャを形成する工程を含むことを特徴とする請求項1乃至5のいずれか1項に記載の太陽電池の製造方法。
製造方法。
請求項7:
請求項1乃至6のいずれか1項に記載の製造方法によって得られる太陽電池。
<太陽電池の作製>
厚さ250μm、比抵抗1Ω・cmの、ホウ素ドープ{100}P型アズカットシリコン基板18枚に対し、熱濃水酸化カリウム水溶液によりスライスダメージを除去後、水酸化カリウム/2−プロパノール水溶液中に浸漬し、テクスチャ形成を行い、引き続き塩酸/過酸化水素混合溶液中で洗浄を行った。次に、オキシ塩化リン雰囲気下、870℃で裏面同士を重ねた状態で熱処理し、エミッタ層を形成した。拡散後、ふっ酸にてガラスを除去し、洗浄、乾燥させた。以上の処理の後、プラズマCVD装置を用いてSiNx膜を受光面反射防止膜として全試料に対して形成した。
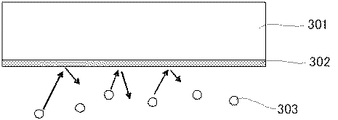
得られた試料のうち、6枚に対して、図4に示した条件(A)に従って、裏面側に噴射剤として石英粉末(信越石英(株)製)を直接噴射して圧力0.2MPaで3秒間サンドブラスト処理を行い、裏面の表面にダメージ層(推定深さ:0.4〜0.7μm)を設けた。
得られた試料のうち、他の6枚に対して、図4に示した条件(B)に従って、CF4とO2の混合ガス(容積比、CF4:O2=5:1)雰囲気下のチャンバーに基板を配置し、高周波電界によりプラズマを導入して裏面のみ約50℃で25分間エッチング処理を行い、裏面にダメージ層(推定深さ:0.5〜1μm)を形成した。
得られた試料のうち、別の6枚に対しては、図4に示した条件(C)に従って、何も処理しなかった。
作製された太陽電池について、25℃、100mW/cm2、スペクトルAM1.5グローバルの擬似太陽光照射時の電気特性測定結果(6枚の平均値)を表1に示す。

101 基板
102 拡散層
103 反射防止膜
104 受光面電極
105 裏面電極
106 BSF層
201 半導体基板
202 エミッタ層
203 反射防止膜
204 ダメージ層
205 Al層
206 BSF層
207 受光面電極
301 基板
302 ダメージ層
303 噴射剤
Claims (7)
- 半導体基板にPN接合を形成する工程と、該半導体基板の裏面にアルミニウムペーストを印刷し焼成してアルミニウム電極を形成する工程とを含む太陽電池の製造方法であって、前記アルミニウム電極形成直前に、このアルミニウム電極が形成されるべき裏面にのみ該裏面を粗面化してアルミニウムとの反応性を高めたダメージ層を形成する工程を含むことを特徴とする太陽電池の製造方法。
- 前記ダメージ層が、機械的加工又は気相での化学的加工により形成されたものであることを特徴とする請求項1に記載の太陽電池の製造方法。
- 前記機械的加工が、サンドブラスト加工又は機械的研削加工であることを特徴とする請求項2に記載の太陽電池の製造方法。
- 前記気相での化学的加工が、Cl2、CF4、CHF3、CBrF3、CH2F2、CH3F、C2F8、C3F6、C4F8、C5F8、SF6、BCl3、SiCl4及びXeF2ガスから選ばれるガス単体、これらのうちの2種以上を含む混合ガス、又はこれらのうちの少なくとも1種0.1体積%以上にO2、N2及びArの1種又は2種以上を混合した混合ガスを用いるドライエッチング加工であることを特徴とする請求項2に記載の太陽電池の製造方法。
- 前記ダメージ層の深さが、0.4〜5μmであることを特徴とする請求項1乃至4のいずれか1項に記載の太陽電池の製造方法。
- 前記PN接合形成前に、半導体基板の表面にテクスチャを形成する工程を含むことを特徴とする請求項1乃至5のいずれか1項に記載の太陽電池の製造方法。
- 請求項1乃至6のいずれか1項に記載の製造方法によって得られる太陽電池。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010117406A JP5434792B2 (ja) | 2010-05-21 | 2010-05-21 | 太陽電池の製造方法及び太陽電池 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010117406A JP5434792B2 (ja) | 2010-05-21 | 2010-05-21 | 太陽電池の製造方法及び太陽電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011243926A JP2011243926A (ja) | 2011-12-01 |
| JP5434792B2 true JP5434792B2 (ja) | 2014-03-05 |
Family
ID=45410240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010117406A Active JP5434792B2 (ja) | 2010-05-21 | 2010-05-21 | 太陽電池の製造方法及び太陽電池 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5434792B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014155624A1 (ja) * | 2013-03-28 | 2014-10-02 | Pvクリスタロックスソーラー株式会社 | 半導体ウェハの製造方法及び半導体ウェハ |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0897454A (ja) * | 1994-09-22 | 1996-04-12 | Sharp Corp | 太陽電池の製造方法 |
| JP3326343B2 (ja) * | 1996-12-10 | 2002-09-24 | シャープ株式会社 | 太陽電池セルを製造するための方法と治具 |
| JP2005136081A (ja) * | 2003-10-29 | 2005-05-26 | Sharp Corp | 太陽電池の製造方法 |
| JP2005150614A (ja) * | 2003-11-19 | 2005-06-09 | Sharp Corp | 太陽電池及びその製造方法 |
| JP4481869B2 (ja) * | 2005-04-26 | 2010-06-16 | 信越半導体株式会社 | 太陽電池の製造方法及び太陽電池並びに半導体装置の製造方法 |
-
2010
- 2010-05-21 JP JP2010117406A patent/JP5434792B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011243926A (ja) | 2011-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102859707B (zh) | 用于制造具有选择性发射极的太阳能电池的方法 | |
| JP6107830B2 (ja) | 太陽電池セルの製造方法 | |
| US20150187965A1 (en) | Process for the production of solar cells having a local back surface field (lbsf) | |
| JP5737204B2 (ja) | 太陽電池及びその製造方法 | |
| CN103201847B (zh) | 太阳能电池及其制造方法 | |
| JP2014239150A (ja) | 太陽電池および太陽電池モジュール | |
| JP5064767B2 (ja) | 太陽電池素子の製造方法 | |
| JP6114171B2 (ja) | 太陽電池の製造方法 | |
| JP5434792B2 (ja) | 太陽電池の製造方法及び太陽電池 | |
| JP4378485B2 (ja) | 太陽電池の製造方法 | |
| JP6139466B2 (ja) | 太陽電池の製造方法 | |
| CN110785856B (zh) | 高效太阳能电池的制造方法 | |
| JP2005311060A (ja) | 太陽電池の製造方法、太陽電池 | |
| JP6114205B2 (ja) | 太陽電池の製造方法 | |
| JP5434806B2 (ja) | 半導体デバイスの製造方法 | |
| JP5664738B2 (ja) | 半導体デバイスの製造方法 | |
| JP5573854B2 (ja) | ドーパント吸着用部材、及び太陽電池の製造方法 | |
| CN113437163B (zh) | 太阳能电池及太阳能电池模组 | |
| JP5316491B2 (ja) | 太陽電池の製造方法 | |
| JP5994895B2 (ja) | 太陽電池の製造方法 | |
| JP2012157797A (ja) | スピンコーター | |
| JP2016184709A (ja) | 太陽電池の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130507 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130508 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130621 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130806 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130905 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131112 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131125 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5434792 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |