JP5416671B2 - ロータリーカッター - Google Patents
ロータリーカッター Download PDFInfo
- Publication number
- JP5416671B2 JP5416671B2 JP2010198434A JP2010198434A JP5416671B2 JP 5416671 B2 JP5416671 B2 JP 5416671B2 JP 2010198434 A JP2010198434 A JP 2010198434A JP 2010198434 A JP2010198434 A JP 2010198434A JP 5416671 B2 JP5416671 B2 JP 5416671B2
- Authority
- JP
- Japan
- Prior art keywords
- punch
- die
- elastic body
- rotary cutter
- foil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















Description
一工程にて打抜きするとは、ダイとパンチの一回の接近により打抜き加工を終了することを示す。たとえば、一度目のダイとパンチの接近で箔を仮抜きし、二度目の接近で完全に打抜く加工の形態とは異なる。
ワークを厚さが20μmの銅箔とした。
切断できるかどうかは、パターン形状が全て切断されているかの評価を行なった。

表1および表2より以下のことが分かった。
(実施例2)
実施例1ではワークを厚さが20μmの銅箔を打抜いたが、本実施例ではワークの材質および厚さを変え、パンチ用弾性体は実施例1で優れた特性を見せた高さが2mmのポリプロピレンを用い、ワークとしてアルミ箔、銅箔、表面に電池用活物質を塗布したアルミ箔および銅箔について、厚さを変えたワークを用いて実験を行なった。他の条件は実施例1と同等である。評価については、電池用活物質を塗布した試料については、活物質に破損や剥離がないかどうかの評価も行なった。
(実施例3)
次に、実施例2のパンチ用弾性体を用いて、ワークをNo.14の電池用活物質を塗布した銅箔として、ダイの凹部にダイ用弾性体を設けた試験を行った。
表5の結果より、ダイ用弾性体を用いた場合でもバリ高さを低く抑えることができ、いずれもダイ用弾性体使用しない場合よりもバリ高さを低くできた。さらに、ダイ用弾性体の突き出し量が−2mm〜+3mmの条件では、いずれもバリ高さを5μm以下と、極めて低くすることができた。
(実施例4)
次に実施例1のパンチ用弾性体No.9(ポリエチレンテレフタレート)を用い、ワークは厚さ10μmの銅箔とし、そのほかは実施例1と同様の条件で、パンチとダイを超硬合金から別の材質に変更した試験を行った。
表6および7の結果より、ダイとパンチの弾性率は高いほうがバリ高さが低くなる傾向があり、弾性率が150GPa以上ではいずれもより良好に切断できることが分かった。
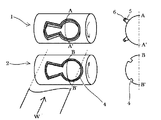
2 ダイロール(従来の例ではアンビルロール)
3 パンチ(凸部)
4 ダイ(凹部)
5 パンチ基部
6 パンチ用弾性体
7 パンチの作動最外周
8 ダイの作動最外周
9 打抜き中のワークの先頭部
10 ロールの回転方向
11 剪断クラック
12 ダイ用弾性体
13 固定ブロック
14 ダイ用弾性体の突出し量(マイナス)
15 ダイ用弾性体の突出し量(プラス)
16 スリッター刃部
17 樹脂、弾性体の層
18 切断不良部
19 バリ、カエリ
W ワークと進行方向
A−A’ パンチロールの周方向の断面模式図
B−B’ ダイロールの周方向の断面模式図
C−C’ 評価時の寸法精度測定部
Claims (9)
- パンチロールとダイロールが互いに反対方向に回転し、
両者間を通過する箔と、
前記箔と重なり合った状態で同時に移動する中間材とを
同時に一工程にて打抜きするロータリーカッターであって、
前記パンチロールは箔を打抜く形状と略同形状の凸面を有するパンチを、
前記ダイロールはパンチの凸面形状と略同形状の凹部であるダイを有し、
前記パンチとダイにて箔を打抜く動作を通じてパンチとダイの作動最外周がお互いに干渉しない構造を持ち、
前記パンチの凸面の少なくともエッジ部に、前記ダイのエッジ部と共に打抜き中の前記箔および中間材を挟んで固定するパンチ用弾性体を設けたロータリーカッター。 - 前記パンチ用弾性体が、ポリプロピレン、アクリル樹脂、ポリエチレンテレフタレート、ポリカーボネート、ベークライト、プラスチック、フッ素樹脂、エポキシ樹脂、ポリウレタン、ポリ塩化ビニル、ポリアミド、ポリエチレン、塩化ビニル、硬質ゴム、合成繊維のいずれか1種または2種以上の材料からなる請求項1に記載のロータリーカッター。
- 前記パンチ用弾性体のロータリーカッター径方向の高さが50μm以上、5mm以下である、請求項1または請求項2に記載のロータリーカッター。
- 前記パンチ用弾性体を除く部分のパンチが、弾性係数150GPa以上の材料からなる請求項1から請求項3のいずれかに記載のロータリーカッター。
- 前記ダイの材料の弾性係数が150GPa以上である、請求項1から請求項4のいずれかに記載のロータリーカッター。
- 前記ダイの凹部に、前記パンチ用弾性体と共に打ち抜き中の箔を挟んで固定するダイ用弾性体を設けた請求項1から請求項5のいずれかに記載のロータリーカッター。
- 前記代用弾性体の材質が、少なくともロジン、天然ゴム、合成ゴム、天然スポンジ、合成スポンジ、ゴムスポンジ、発泡プラスチックのいずれか1種または2種以上の材料からなる請求項6に記載のロータリーカッター。
- 前記ダイ用弾性体が、ダイ用弾性体を除くアンビルロールの凹部の作動最外周を基準にして−2mm以上、3mm以下突出した請求項6または請求項7のいずれかに記載のロータリーカッター。
- 打ち抜きされる箔が
金属箔、または、金属箔上に活物質を塗布した箔
の少なくともいずれかである請求項1から請求項8のいずれかに記載のロータリーカッター。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010198434A JP5416671B2 (ja) | 2010-09-06 | 2010-09-06 | ロータリーカッター |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010198434A JP5416671B2 (ja) | 2010-09-06 | 2010-09-06 | ロータリーカッター |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012055975A JP2012055975A (ja) | 2012-03-22 |
| JP2012055975A5 JP2012055975A5 (ja) | 2012-06-07 |
| JP5416671B2 true JP5416671B2 (ja) | 2014-02-12 |
Family
ID=46053707
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010198434A Active JP5416671B2 (ja) | 2010-09-06 | 2010-09-06 | ロータリーカッター |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5416671B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6037690B2 (ja) * | 2012-07-12 | 2016-12-07 | 日本タングステン株式会社 | ロータリーカッター |
| JP6316055B2 (ja) * | 2014-03-28 | 2018-04-25 | 日本タングステン株式会社 | ロータリーカッターおよびその製造方法 |
| JP6405105B2 (ja) * | 2014-03-28 | 2018-10-17 | 日本タングステン株式会社 | ロータリーカッター |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3375667B2 (ja) * | 1992-12-25 | 2003-02-10 | 大日本印刷株式会社 | 原反切断装置 |
| JPH0663897A (ja) * | 1992-08-15 | 1994-03-08 | Hideki Fukuzaki | ダイカッター装置 |
| EP0760274A1 (de) * | 1995-08-30 | 1997-03-05 | Heidelberger Druckmaschinen Aktiengesellschaft | Vorrichtung zum Einstellen von Perforiereinrichtungen |
| TW200848991A (en) * | 2007-06-13 | 2008-12-16 | Chin-Fu Horng | Processing method of graphite heat conductive sheet |
| JP2009226556A (ja) * | 2008-03-24 | 2009-10-08 | Sharp Corp | パンチ装置、後処理装置、及び画像形成装置 |
| JP2010000558A (ja) * | 2008-06-19 | 2010-01-07 | Calsonic Kansei Corp | シート材打ち抜き装置及び方法 |
-
2010
- 2010-09-06 JP JP2010198434A patent/JP5416671B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012055975A (ja) | 2012-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5416670B2 (ja) | ロータリーカッター | |
| KR101636414B1 (ko) | 박판의 전단 방법 | |
| JP5416671B2 (ja) | ロータリーカッター | |
| JP2019150882A (ja) | せん断加工方法 | |
| JP2012152818A (ja) | リベットの加締め装置及びそのリベットの取り外し方法 | |
| JP5194658B2 (ja) | ロータリーダイカッター | |
| JP2007268650A (ja) | ダイカットロール | |
| US20200238560A1 (en) | Rotary dies | |
| JP2017192947A (ja) | 打抜き用パンチのホルダーへの取付け構造及び打抜き用パンチ | |
| JP5188579B2 (ja) | カミソリ刃及び製造方法 | |
| JP5159262B2 (ja) | シート切断装置 | |
| JP6037690B2 (ja) | ロータリーカッター | |
| JP5682412B2 (ja) | ロータリーダイカッターのダイカットロール | |
| JP2005001012A (ja) | ロータリーカッター | |
| JP2020104143A (ja) | 打ち抜き被加工材の打ち抜き加工方法および打ち抜き被加工材の打ち抜き加工型 | |
| JP4943393B2 (ja) | 打ち抜き後のコイニング加工方法及びコイニング加工用パンチ | |
| JP2012055975A5 (ja) | ||
| JP2022031207A (ja) | せん断加工装置及びせん断加工装置を用いた加工材の製造方法 | |
| KR101852613B1 (ko) | 프레스용 피어스 펀치 | |
| JP4639852B2 (ja) | ロータリーダイカッター | |
| JP2013202768A (ja) | ロータリーダイカッターのダイカットロール | |
| JP2005297163A (ja) | 打抜き刃 | |
| JP2020116634A (ja) | ロール金型 | |
| JP2010023137A (ja) | トムソン刃 | |
| JP3163280U (ja) | 折り曲げ用罫線刻設ブレード |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120416 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120416 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130528 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130705 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131112 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131115 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5416671 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |