JP5341031B2 - 多気筒回転式圧縮機、その組み立て方法及びその製造装置 - Google Patents
多気筒回転式圧縮機、その組み立て方法及びその製造装置 Download PDFInfo
- Publication number
- JP5341031B2 JP5341031B2 JP2010148848A JP2010148848A JP5341031B2 JP 5341031 B2 JP5341031 B2 JP 5341031B2 JP 2010148848 A JP2010148848 A JP 2010148848A JP 2010148848 A JP2010148848 A JP 2010148848A JP 5341031 B2 JP5341031 B2 JP 5341031B2
- Authority
- JP
- Japan
- Prior art keywords
- partition plate
- metal ring
- outer peripheral
- peripheral surface
- rotary compressor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Applications Or Details Of Rotary Compressors (AREA)
Description
そして、隣接する回転圧縮要素の間に介在する仕切板は2枚の分割板から成り、分割板に設けられた通し孔にクランクシャフトを挿通するようにクランクシャフトを取り囲んで組立を行った後、仕切板の外周に環状の熱収縮部材を嵌着して2枚の分割板を締結している。
特許文献1の多気筒回転式圧縮機によれば、クランクシャフトを取り囲んで組み立てた仕切板の外周に、環状の熱収縮部材を嵌着することにより、圧縮機の運転時にローラの摺動やシリンダの変形によって分割板間に微小な隙間が発生することを防止、抑制している。
また、仕切板は上下のシリンダによって挟まれボルトにより共締めされている構造であり、通常の運転状態において仕切板は上下のシリンダと仕切板間の摩擦力が働くため、仕切板に熱収縮部材による押圧力を加えることで微小な隙間の発生を抑制することが可能であるが、例えば吸入側の配管が閉塞している状態で運転する真空運転と呼ばれる特殊運転モードが発生した場合は、偏心部に装着したローラが冷却されず熱膨張する。
これにより、ローラと仕切板間の摺動性が悪化し、ローラと仕切板間の摩擦力が増加するとともに、シリンダや仕切板を固定するボルトの軸力がローラと仕切板の摺動面に集中する。その結果、シリンダと仕切板間の摩擦力が低下し、樹脂の熱収縮力では強度不足となる問題があった。もちろん樹脂以外の熱収縮部材を用いることにより耐久性や強度を確保する方法もありうるが、コストが高くなるため適切な方法ではない。
仕切板の外周面に嵌合された金属円環の内周面と仕切板の外周面の間に複数の空間を形成することを特徴とするものである。
クランクシャフトが貫通するよう隣接する圧縮機構間に仕切板を組合せ、
仕切板の外周面に嵌合させる金属円環を、この金属円環の外周側から押圧して弾性変形させて仕切板の外周面に被せ、
金属円環の外周側からの押圧を解除することにより、金属円環の内周面と仕切板の外周面の間に複数の空間を形成することを特徴とするものである。
仕切板の外周面に嵌合させる金属円環を把持しつつ金属円環の外周側から押圧して弾性変形させ、
仕切板の外周面に被せた後、押圧を解除して仕切板に嵌合させ、
金属円環の内周面と仕切板の外周面の間に複数の空間を形成する仕切り板組み立て機構を有することを特徴とするものである。
仕切板の外周面に嵌合された金属円環の内周面と仕切板の外周面の間に複数の空間を形成することを特徴とするものなので、圧縮機の通常運転時はもとより、万が一特殊運転モードが起こったとしても仕切板を構成する分割板同士がずれず、再起動した際に性能が低下しない小型、大容量な多気筒回転式圧縮機を実現できる。
クランクシャフトが貫通するよう隣接する圧縮機構間に仕切板を組合せ、
仕切板の外周面に嵌合させる金属円環を、この金属円環の外周側から押圧して弾性変形させて仕切板の外周面に被せ、
金属円環の外周側からの押圧を解除することにより、金属円環の内周面と仕切板の外周面の間に複数の空間を形成することを特徴とするものなので、金属円環や仕切板を構成する分割板の加工精度が低くても、分割板同士を容易かつ確実に結合でき、仕切板からの冷媒漏れの少ない多気筒回転式圧縮機を提供できる。
仕切板の外周面に嵌合させる金属円環を把持しつつ金属円環の外周側から押圧して弾性変形させ、
仕切板の外周面に被せた後、押圧を解除して仕切板に嵌合させ、
金属円環の内周面と仕切板の外周面の間に複数の空間を形成する仕切り板組み立て機構を有することを特徴とするものなので、複数の分割板で構成する仕切板の外周面に金属円環を容易に嵌め合わせることができる。
以下、この発明に係る多気筒回転式圧縮機の実施の形態1を図を用いて説明する。
図1は、多気筒回転式圧縮機100(以下、ロータリ圧縮機100という)の縦断面図である。
図2は、図1のロータリ圧縮機100をA−A線で切断した横断面図である。
本実施の形態では、2つの圧縮室を有する冷凍・空調機用ロータリ圧縮機を例に挙げて説明する。
ロータリ圧縮機100は、密閉容器であるシェル101と、このシェル101の内部に設置した駆動源であるモータ102及び2基の圧縮機構部で構成する圧縮装置103を備える。
上部シェル101aには、外部からモータ102に電力を供給するためのガラス端子104と、圧縮された冷媒を圧縮機外部へ吐出する吐出パイプ105を設けている。
中間シェル101b内には、モータ102と圧縮装置103が固定されており、圧縮装置103へ冷媒を導く吸入パイプ106が中間シェル101bの壁面を貫通して固定されている。
吸入パイプ106は、吸入マフラ107に接続されており、吸入マフラ107内で冷媒の気液分離、及び冷媒中のゴミの除去が行われる。
同様に、仕切板114の下端面、第2のシリンダ110bの内周面、第2の枠体116の上端面、及び第2のローラ113bの外周面で囲まれる空間が第2の圧縮室126bとなる。
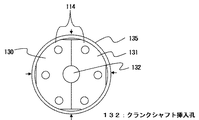
図3に示すように、仕切板114は分割板130及び分割板131を組み合わせている。分割板130は、上端面130a、下端面130b、分割面130c、及び外周面130dを有する。分割面130cにはクランクシャフト108挿入用の溝130eがある。外周面130dには3箇所の切り欠きがある。
第2の分割板131は、上端面131a、下端面131b、分割面131c、及び外周面131dを有する。分割面131cにはクランクシャフト108挿入用の溝131eがある。外周面131dには3箇所の切り欠きがある。分割板130及び分割板131には圧縮装置103の組立に用いられるボルト締結用の通し穴130f及び131fが複数個(本例ではそれぞれ3個ずつ)設けられている。
分割板130及び分割板131は、分割面130c及び分割面131cが接触した状態で組み合わされ、外周面130d、131dには1個の金属円環135が嵌合している。
仕切板114と金属円環135の嵌合に締め代を設定することにより、仕切板114の分割面に締め代に応じた押し付け力が働き、分割板130と分割板131とが接合部でずれることを防止する。
図の4箇所の矢印方向から金属円環135を押圧する。押圧する部分の金属円環135の内側は円弧状の空間になっている。この空間に接する金属円環135の内周面の周方向の長さは、対面する切り欠き部分の長さより長い。したがって4箇所の矢印部分を押圧すると、金属円環135が仕切板114に接触している部分は、金属円環135の径方向外側に膨らむ。すると、仕切板114の外周面と金属円環135の内周面の間に隙間ができて金属円環135を取り外すことができる。
金属円環135の取り付けはこの反対の手順で行うのであるが、金属円環135に対する押圧を開放すると、金属円環135の内周面が上述の空間に対面する部分がバネとなって金属円環135の締め代を吸収する。
クランクシャフト挿入孔132の径はクランクシャフト108の中間部123の径よりやや大きく、第1の偏心部122a及び第2の偏心部122bの径より小さい。
本実施の形態のロータリ圧縮機100は、ガラス端子104からの通電によりシェル101内部に設置されたモータ102を駆動して、第1の偏心部122a及び第2の偏心部122bを有するクランクシャフト108を回転させる。
そして冷媒は、吸入マフラ107及び吸入パイプ106を通じて第1の圧縮室126a並びに第2圧縮室126bに吸入され、クランクシャフト108の回転に伴って圧縮され、一定の圧力になると吐出口136からシェル101内部へ吐出され、さらに吐出パイプ105よりロータリ圧縮機100外部へ吐出される。
ずれ耐力F2がずれ力F1より大きいことによって仕切板114はずれない。一般に通常運転時のずれ耐力F2は、ずれ力F1よりも十分大きくなるよう設計している。
しかしながら、真空運転と呼ばれる特殊運転モードが発生した場合においては、ローラ113a、113bと仕切板114間の摺動性が悪化し、ローラ113a、113bと仕切板114間の摩擦力が大きくなるとともに、シリンダ110a、110bと仕切板114間の摩擦力が低下するため、ずれ耐力F2をずれ力F1より大きくするのは困難である。
真空運転は、圧縮装置103の冷媒流路の上流側が何らかの理由で閉塞した状態でロータリ圧縮機100を運転した場合に生じる特殊運転モードである。
冷媒が吸入されない状態で冷媒を圧縮しようとするため圧縮装置103の内部が部分的に真空に近くなる。そのためローラ113a、113bとベーン112a、112bの摺動部が冷媒によって冷却されず、ローラ113a、113bが加熱されて熱膨張し、仕切板114と枠体109、116をクランクシャフト108の軸方向に押すことによって長いボルトの軸力がローラ113a、113bと仕切板114の摺動面に集中し、シリンダ110a、110bと仕切板114間の摩擦力が低下する。
ローラ113a、113bとシリンダ110a、110bの厚さに微小な差をつけて、クリアランスを設けることで、真空運転時における当該摩擦力の低下を低減することは可能である。
しかし、クリアランスが大きくなると通常運転時にローラ113a、113bとシリンダ110a、110b間の隙間が大きくなり、圧縮性能が低下するというトレードオフの関係となる。
運転を停止するまでの間に仕切板114がずれなければ、流路の閉塞を取り除いて再起動をする。この場合、圧縮装置103の性能が低下することはない。
しかし、運転を止めるまでの間に仕切板114の合わせ目がずれれば、分割板130と分割板131の間に隙間ができてしまう。この場合は、流路の閉塞を取り除いてロータリ圧縮機100を再起動したとしても圧縮性能が低下することになる。
従って一般的には、部品間の寸法精度を維持するために、切削加工などの機械加工が必要となる。
しかし本発明の実施の形態1においては、仕切板114外周に切り欠きを設けることで仕切板114の外周面や金属円環135内周面の機械加工を不要とし、コストの低減を可能としている。
また、板材をロールして溶接して円環形状とし、この内周を拡管して金属円環135を製造しても良く、切削機械加工によって製造するよりも安価に製造できる。
圧縮機の通常運転時はもとより万が一特殊運転モードが起こったとしても仕切板114を構成する分割板130,131同士がずれず、再起動した際に圧縮性能が低下しない小型、大容量な多気筒回転式圧縮機を実現できる。
なお、これまで分割板130,131の外周に3箇所の切り欠きがある場合について説明したが、切り欠きの数は3箇所に限ることはなく、例えば図4における上下2箇所の部分だけでも良いし、図6のように5つやそれ以上であってもよい。
図7は組み立て中の圧縮装置103とその組立装置200の使用状態を示す図である。
押圧機構203は、上方から仕切板114を第1のシリンダ110aに押し付け、圧縮装置103を組立中に仕切板114を構成する分割板130と分割板131がずれないようにこれらを固定する。
把持挿入機構204は、各部品を把持、挿入する機構を有し、特に金属円環135の外周を把持してわずかに変形させる機構と、把持した金属円環135を仕切板114の外周に挿入する機構も有する。
フローチャートに従い組立装置200の動作を説明する。
まずSTEP1において、前工程でボルト133により固定された第1のシリンダ110aと第1の枠体109を、ベース201上に図1及び図5とは天地を反転させた状態で把持挿入機構204を用いて載置する。STEP2では、ベース201上のワーク位置決め部品202により、第1の軸受109aの中心軸が所定の位置となるよう第1のシリンダ110aの位置決めをする。
次にSTEP4では、クランクシャフト108を第1の枠体109の第1の軸受109aに挿入し、クランクシャフト108の第1の偏心部122aを第1のシリンダ110a内の第1のローラ113aに挿入する。
次にSTEP5では、第1のシリンダ110a上に分割板130と分割板131をセットする。この際、分割板130と分割板131の位相と位置を決める。
次にSTEP7では、把持挿入機構204により金属円環135を把持する。把持挿入機構204は、金属円環135の外周を、仕切板114の切り欠きに対向する部分に相当する4方向から把持する。
次にSTEP8では、把持挿入機構204の把持力を増加、調整し、金属円環135を仕切板114の切り欠き部分の形状に沿うように弾性変形させる。
具体的には、把持している箇所が凹み、仕切板114と嵌合する箇所を膨らませる。
また、STEP6において押圧機構203により仕切板114を第1のシリンダに押し付けているため、金属円環135の挿入によって分割板130と分割板131が互いにずれることはない。
その後、STEP11で押圧機構203を上方に退避させ、STEP12でクランクシャフト108の偏心部122bに第2のローラ113bを挿入する。
STEP13では、第2のベーン112bをセットした第2のシリンダ110bを仕切板114上に載置し、第2枠体116に設けられた第2の軸受116aをクランクシャフト108に挿入する。
最後にSTEP15において、ボルト134により第1の枠体109と第2のシリンダ110b、及び第2の枠体116と第2のシリンダ110bをそれぞれ固定する。
101b 中間シェル、101c 下部シェル、102 モータ、102a 固定子、
102b 回転子、103 圧縮装置、104 ガラス端子、105 吐出パイプ、
106 吸入パイプ、107 吸入マフラ、108 クランクシャフト、
109 第1の枠体、109a 第1の軸受、110a,110b シリンダ、
111a,111b バネ、112a,112b ベーン、
113a,113b ローラ、114 仕切板、116 第2の枠体、
116a 第2の軸受、120 ロータ嵌合部、121 軸受挿入部、
122a,122b 偏心部、123 中間部、125 軸受挿入部、
126a 圧縮室、126b 圧縮室、128 低圧部分、129 高圧部分、
130,131 分割板、130a 上端面、130b 下端面、130c 分割面、
130d 外周面、130e 溝、130f 穴、131a 上端面、
131b 下端面、131c 分割面、131d 外周面、131e 溝、
132 クランクシャフト挿入孔、133,134 ボルト、135 金属円環、
136 吐出口、200 組立装置、201 ベース、202 ワーク位置決め部品、
203 仕切板押圧機構、204 把持挿入機構。
Claims (8)
- 隣接する複数の圧縮機構を有し、それらの圧縮機構間を仕切る仕切板が複数に分割されている多気筒回転式圧縮機において、
前記仕切板の外周面に嵌合された金属円環の内周面と前記仕切板の外周面の間に複数の空間を形成することを特徴とする多気筒回転式圧縮機。 - 前記各空間に接する前記金属円環の内周面の周方向の長さが、前記空間に接する前記仕切板の外周面の周方向の長さより大であることを特徴とする請求項1に記載の多気筒回転式圧縮機。
- 前記金属円環は、プレスにより打ち抜き加工されていることを特徴とする請求項1又は請求項2に記載の多気筒回転式圧縮機。
- 前記金属円環は、金属板を丸めて円環状に成形後、溶接固定して製造することを特徴とする請求項1又は請求項2に記載の多気筒回転式圧縮機。
- 隣接する複数の圧縮機構を有し、それらの圧縮機構間を仕切る仕切板が複数に分割されている多気筒回転式圧縮機の製造方法において、
クランクシャフトが貫通するよう隣接する圧縮機構間に前記仕切板を組合せ、
前記仕切板の外周面に嵌合させる金属円環を、この金属円環の外周側から押圧して弾性変形させて前記仕切板の外周面に被せ、
前記金属円環の外周側からの押圧を解除することにより、前記金属円環の内周面と前記仕切板の外周面の間に複数の空間を形成することを特徴とする多気筒回転式圧縮機の製造方法。 - 前記各空間に接する前記金属円環の内周面の周方向の長さが、当該空間に接する前記仕切板の外周面の周方向の長さより大であることを特徴とする請求項5に記載の多気筒回転式圧縮機の製造方法。
- 隣接する複数の圧縮機構を有し、それらの圧縮機構間を仕切る仕切板が複数枚に分割されている多気筒回転式圧縮機の製造装置において、前記仕切板の外周面に嵌合させる金属円環を把持しつつ前記金属円環の外周側から押圧して弾性変形させ、
前記仕切板の外周面に被せた後、押圧を解除して前記仕切板に嵌合させ、
前記金属円環の内周面と前記仕切板の外周面の間に複数の空間を形成する仕切り板組み立て機構を有する多気筒回転式圧縮機の製造装置。 - 前記各空間に接する前記金属円環の内周面の周方向の長さが、当該空間に接する前記仕切板の外周面の周方向の長さより大であることを特徴とする請求項7に記載の多気筒回転式圧縮機の製造装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010148848A JP5341031B2 (ja) | 2010-06-30 | 2010-06-30 | 多気筒回転式圧縮機、その組み立て方法及びその製造装置 |
| CN201010577896.1A CN102312836B (zh) | 2010-06-30 | 2010-12-08 | 多气缸旋转式压缩机、其组装方法以及其制造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010148848A JP5341031B2 (ja) | 2010-06-30 | 2010-06-30 | 多気筒回転式圧縮機、その組み立て方法及びその製造装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012012976A JP2012012976A (ja) | 2012-01-19 |
| JP2012012976A5 JP2012012976A5 (ja) | 2012-11-22 |
| JP5341031B2 true JP5341031B2 (ja) | 2013-11-13 |
Family
ID=45426299
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010148848A Expired - Fee Related JP5341031B2 (ja) | 2010-06-30 | 2010-06-30 | 多気筒回転式圧縮機、その組み立て方法及びその製造装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5341031B2 (ja) |
| CN (1) | CN102312836B (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5558424B2 (ja) * | 2011-06-30 | 2014-07-23 | 三菱電機株式会社 | ツインロータリ圧縮機の中間プレートの検査装置 |
| JP5781019B2 (ja) * | 2012-06-13 | 2015-09-16 | 三菱電機株式会社 | ロータリ式圧縮機 |
| JP5766165B2 (ja) * | 2012-10-01 | 2015-08-19 | 三菱電機株式会社 | 回転圧縮機 |
| JP6045468B2 (ja) * | 2013-09-27 | 2016-12-14 | 三菱重工業株式会社 | ロータリ圧縮機 |
| CN104389788A (zh) * | 2014-09-22 | 2015-03-04 | 广东美芝制冷设备有限公司 | 用于多缸旋转式压缩机的压缩机构和多缸旋转式压缩机 |
| CN110701090A (zh) * | 2019-10-21 | 2020-01-17 | 珠海格力节能环保制冷技术研究中心有限公司 | 隔板组件、泵体组件、压缩机和空调器 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54121405A (en) * | 1978-03-13 | 1979-09-20 | Sanyo Electric Co Ltd | Rotary compressor |
| JPS58220991A (ja) * | 1982-06-15 | 1983-12-22 | Sanyo Electric Co Ltd | 回転圧縮機 |
| JPS59115891U (ja) * | 1983-01-26 | 1984-08-04 | 三菱電機株式会社 | 多気筒回転式圧縮機 |
| JPS6045889U (ja) * | 1983-09-06 | 1985-03-30 | 三菱電機株式会社 | 多気筒回転式圧縮機 |
| JPH07103166A (ja) * | 1993-09-30 | 1995-04-18 | Toshiba Corp | 多気筒形回転圧縮機 |
| JP4613442B2 (ja) * | 2001-04-26 | 2011-01-19 | 三菱電機株式会社 | 多気筒回転式圧縮機、その組立方法、及びその組立装置 |
| JP4024067B2 (ja) * | 2002-04-03 | 2007-12-19 | 三洋電機株式会社 | 横型多段圧縮式ロータリコンプレッサ |
| KR20060024935A (ko) * | 2004-09-15 | 2006-03-20 | 삼성전자주식회사 | 다기통 압축기 |
| JP4750551B2 (ja) * | 2005-12-27 | 2011-08-17 | 三菱電機株式会社 | 2気筒回転式密閉型圧縮機の製造方法 |
-
2010
- 2010-06-30 JP JP2010148848A patent/JP5341031B2/ja not_active Expired - Fee Related
- 2010-12-08 CN CN201010577896.1A patent/CN102312836B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN102312836B (zh) | 2014-12-03 |
| CN102312836A (zh) | 2012-01-11 |
| JP2012012976A (ja) | 2012-01-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5341031B2 (ja) | 多気筒回転式圧縮機、その組み立て方法及びその製造装置 | |
| CN106499628B (zh) | 涡旋压缩机 | |
| KR100342467B1 (ko) | 밀봉모터압축기용모터스페이서 | |
| JP4897867B2 (ja) | 多シリンダロータリ圧縮機及びその製造方法 | |
| US20130177465A1 (en) | Compressor with compliant thrust bearing | |
| JP2011510209A (ja) | キー継手を有するスクロール圧縮機 | |
| CN105190044A (zh) | 涡旋式压缩机 | |
| US11710992B2 (en) | Motor and compressor including the same | |
| JP2011510212A (ja) | 非対称なキー継手の接触部を有するスクロール圧縮機およびそのバックラッシュを制御する方法 | |
| US20110232416A1 (en) | Anti-abrasion device and reciprocating compressor having the same | |
| CN108138793A (zh) | 离心压缩机 | |
| US20190345941A1 (en) | Scroll compressor | |
| EP2613053B1 (en) | Rotary compressor with dual eccentric portion | |
| CN110337543B (zh) | 双旋转涡旋型压缩机 | |
| KR20020034883A (ko) | 복수 실린더 로터리 압축기 | |
| CN203548223U (zh) | 回转压缩机 | |
| JP5171164B2 (ja) | 回転式圧縮機、回転式圧縮機の製造方法及び冷凍サイクル装置 | |
| KR101462944B1 (ko) | 하부 프레임을 구비한 압축기 및 그의 제조방법 | |
| CA2473211C (en) | Bearing support and stator assembly for compressor | |
| JP2013092134A (ja) | ロータリ式圧縮機 | |
| JP2003286979A (ja) | ヘリカルブレ−ド式圧縮機 | |
| JP5683393B2 (ja) | 多気筒回転式圧縮機 | |
| JP3144629B2 (ja) | 外周駆動型圧縮機 | |
| EP3361100A1 (en) | Scroll fluid machine having orbiting scroll rolling support member | |
| JP2005180330A (ja) | ロータリコンプレッサ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121004 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121004 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130716 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130718 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130807 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5341031 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |