JP5318655B2 - 搬送ハンド装置 - Google Patents
搬送ハンド装置 Download PDFInfo
- Publication number
- JP5318655B2 JP5318655B2 JP2009115548A JP2009115548A JP5318655B2 JP 5318655 B2 JP5318655 B2 JP 5318655B2 JP 2009115548 A JP2009115548 A JP 2009115548A JP 2009115548 A JP2009115548 A JP 2009115548A JP 5318655 B2 JP5318655 B2 JP 5318655B2
- Authority
- JP
- Japan
- Prior art keywords
- plate material
- plate
- magnet
- electromagnet
- hand
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Manipulator (AREA)
Description
当該サブユニット組立ラインでは、種々の板材を仮溶接したサブユニットが製作される。
詳しくは、所定の板材置場に置かれた板材が搬送手段により仮溶接位置にまで搬送され、溶接ロボット等により仮溶接が施される。
当該搬送手段としては、例えば、ワーク(板材)を可動側把持部と固定側把持部の間で挟持し、可動側把持部における弾性膜部材を膨張させることでワークを固定側把持部に押圧して当該ワークを把持するメカニカルハンド機構があり、当該メカニカルハンド機構は、把持したワークを母材上の溶接位置へと搬送する(特許文献1参照)。
本発明はこのような問題を解決するためになされたもので、その目的とするところは、板材の搬送において、当該板材との干渉を抑制し、所定位置に正確に板材を配設することのできる搬送ハンド装置を提供することにある。
また、当該板材を搬送位置へ配設する際も、マグネット部の電磁石による吸着を解除するだけであり、さらに当該マグネット部及びガイド部により板材の姿勢を保持することで、当該板材を確実に所定位置に配設することができる。
これにより、搬送する板材の厚さに複数の種類がある場合でも、板材の厚さに応じてガイド部を当接させることができ、板材を所定位置に配設した際に適切に当該板材の姿勢を保持することができる。
これにより、小さな板材から大きな板材までを効率よく確実に吸着して所定位置へと搬送することができる。
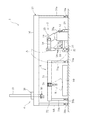
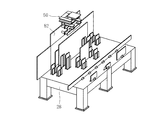
図1乃至6を参照すると、図1乃至3には本発明に係る搬送ハンド装置を備えたサブユニット組立装置の平面図、正面図、側面図が示されており、図4乃至6には搬送ハンドの斜視図、側面図、正面図がそれぞれ示されている。
図1乃至3には、造船ラインの一部に設けられたサブユニット組立装置1が示されている。
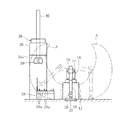
詳しくは、板材倒立部2は、倒立用ロボット10を有している。
当該倒立用ロボット10は、所謂6軸多関節ロボットである。詳しくは、当該倒立用ロボット10は、基台12に回転台14が載置され、当該回転台14に第1アーム16の一端が連結されている。そして、当該第1アーム16の他端には第2アーム18が連結されており、当該第2アーム18の先端部分には回転連結部20を介してピッキングハンド22が設けられている。当該倒立ロボット10のピッキングハンド22は、板材を吸着可能な電磁石を有しており、図1乃至3に一点鎖線で示す領域Aの範囲でハンドリング可能である。
当該倒立板材置場28上には、板材を倒立状態で支持する支持部材28aが複数設けられている。当該各支持部材28aは、板材の形状に対応し、板材の下部部分の少なくとも2箇所に位置するよう配設されており、各箇所において当該板材を挟むように立設された一対の支持板で構成されている。なお、面積の大きな板材を支持するための支持板は上方に長く、面積の小さな板材を支持するための支持板は上方に短い形状をなしている。
当該第1門型フレーム32は、板材倒立部2及び溶接部6に跨っており、各第1レール30a、30b上に立設された脚部34a、34b、及び当該各脚部34a、34bの上部に架設された梁部36から構成されている。
当該搬送機構38は、昇降するポスト部材40の下端に搬送ハンド50(搬送ハンド装置)が設けられている。
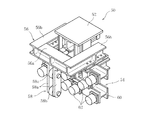
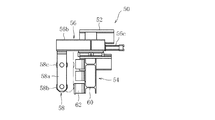
当該搬送ハンド50は、詳しくは図4乃至6に示すように、ポスト部材40と連結された基部52、当該基部52の下方に固定されたマグネット部54、基部52に対して水平方向に摺動可能なガイド支持部56、当該ガイド支持部56の一側端から下方に突出したガイド部58から構成されている。
ガイド支持部56は、基辺部56aの両端から平行に延出部56b、56bが延びた上面視コ字状に形成されている。各延出部56b、56bにはそれぞれ油圧シリンダ56c、56cが設けられており、当該油圧シリンダ56c、56cの伸縮によりガイド支持部56は基部52に対し水平方向に摺動するものである。そして、当該ガイド支持部56が摺動することで当該ガイド支持部56の基辺部56aに設けられているガイド部58は、マグネット部54の一側面から遠近方向に移動する。
そして、当該梁部76の長手方向中央部には、図1及び2の一点鎖線で示す領域Bを可動範囲とし、板材に仮溶接を施す溶接ロボット78(溶接手段)が設けられている。
また、一対の第2レール70a、70bの間には溶接ロボット78により仮溶接された後のサブユニットを一方向に搬送する台車コンベア80が設けられている。
図7乃至10を参照すると、図7には倒立用ロボット10のピッキングハンド22による板材配設時の斜視図、図8には搬送機構38の搬送ハンド50による板材持ち上げ時の斜視図、図9には搬送ハンド50が板材を溶接位置へ配設する際の側面図がそれぞれ示されている。
そして、倒立用ロボット10のピッキングハンド22がパレット上に平置きされた板材を吸着し、当該板材を倒立させながら倒立板材置場28へハンドリングする。詳しくは、図7に示すように、当該倒立ロボット10は板材がその形状に応じた支持部材28aに支持されて倒立するよう配設する。
詳しくは、当該搬送ハンド50は板材82上部の一側面にマグネット部54の各電磁石62を吸着させるとともに、油圧シリンダ56cによりガイド支持部56を介してガイド部58をマグネット部54側に近接させ、電磁石62の吸着面の裏側においてガイド部58のローラ58b、58cを当接させて、板材82を持ち上げる。このとき、マグネット部54は、板材の形状及び重量に応じて選択的に複数の電磁石62のうちの一部または全てを使用して当該板材に吸着する。例えば当該実施形態では全ての電磁石62を使用するものとする。また、ガイド部58は板材82をマグネット部54側に押圧するものではなく、電磁石62の吸着のみにより板材82は持ち上げ可能となる。
当該所定の溶接位置は、台車コンベア80上に載置された母材84に各板材に対応してマーキング等されている。そして、板材82は、対応するマーキング上に垂直に配設されるものである。
この際、板材82は、マグネット部54において磁力を失った電磁石62の吸着面及びガイド部58のローラ58b、58cに挟まれていることで、鉛直方向に真っ直ぐに落下する。また、落下前の板材82下端と母材84との間隔は電磁石62の吸着面における上下長さよりも短いことから、板材82が落下し下端が母材84と当接した際にも、板材82の上部は少なくともマグネット部54下段の電磁石62及び下段のローラ58bの間に挟まれており、母材84と垂直をなす姿勢が保持される。
このような工程を繰り返すことでサブユニットが製作され、当該サブユニットは台車コンベア80に載せられて次の工程へと移行する。
搬送ハンド50は、電磁石62の吸着により板材を持ち上げることで、板材を押圧することなく持ち上げることができる。したがって、従来のように板材を押圧して把持するような構成とは異なり、板材を持ち上げる際に板材を傷つけることなく、且つ板材との摩擦もなく当該板材を持ち上げることができる。
一方、板材を搬送位置へ配設する際も、マグネット部54の電磁石62による吸着を解除するだけであり、さらに当該マグネット部54及びガイド部58により板材の姿勢を保持することで、当該板材を確実に所定位置に配設することができる。
さらに、ガイド部58は、マグネット部54に対して遠近方向に移動可能であり、搬送する板材の厚さに複数の種類がある場合でも、板材の厚さに応じて当接することができ、板材を所定位置に配設した際に適切に当該板材の姿勢を保持することができる。
以上で本発明に係る搬送ハンド装置の実施形態についての説明を終えるが、実施形態は上記実施形態に限られるものではない。
上記実施形態では、本発明に係る搬送ハンド装置を造船におけるサブユニット組立装置に適用させているが、当該搬送ハンド装置の適用はこれに限られるものではなく、造船以外の部材組立装置にも適用させても構わない。
また、上記実施形態では、ガイド部58はガイド支持部56を介して水平方向に摺動するものであるが、ガイド部58の動作はこれに限られるものではない。例えば、ガイド部の上端を支点にマグネット部に対して遠近方向に揺動するような構成であっても構わない。
2 板材倒立部
4 搬送部
6 溶接部
10 倒立用ロボット
28 倒立板材置場
38 搬送機構
40 ポスト部材
50 搬送ハンド(搬送ハンド装置)
52 基部
54 マグネット部
56 ガイド支持部
58 ガイド部
58b、58cローラ
60 本体部
62 電磁石
78 溶接ロボット
80 台車コンベア
82 板材
84 母材
Claims (2)
- 板材を持ち上げて所定位置へ搬送する搬送ハンド装置であって、
倒立された板材の一側面を電磁石により吸着して搬送し、該吸着を解除することで前記所定位置に該板材を配設するマグネット部と、
前記板材を間に介して前記マグネット部と対向する位置に設けられ、前記マグネット部の電磁石による前記板材の吸着が解除された時、前記所定位置に配設された該板材の姿勢を前記マグネット部とともに保持するガイド部と、を備え、
前記ガイド部は、
当該ガイド部を前記マグネット部に対して遠近方向に移動させる移動手段と、
上下方向に回転自在であり、前記マグネット部が前記電磁石により前記板材を吸着している時には前記移動手段により前記マグネット部側に移動して前記板材の他側面と当接し、前記マグネット部の電磁石による前記板材の吸着が解除された時には前記板材の落下に合わせて回転しつつ、前記板材の姿勢を保持するローラと、
を有することを特徴とする搬送ハンド装置。 - 前記マグネット部は一平面に複数の電磁石が配設され、前記板材の形状または重量に応じて選択的に該複数の電磁石のうちの一部または全てを使用して該板材を吸着するものであることを特徴とする請求項1記載の搬送ハンド装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009115548A JP5318655B2 (ja) | 2009-05-12 | 2009-05-12 | 搬送ハンド装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009115548A JP5318655B2 (ja) | 2009-05-12 | 2009-05-12 | 搬送ハンド装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010264520A JP2010264520A (ja) | 2010-11-25 |
| JP5318655B2 true JP5318655B2 (ja) | 2013-10-16 |
Family
ID=43361976
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009115548A Expired - Fee Related JP5318655B2 (ja) | 2009-05-12 | 2009-05-12 | 搬送ハンド装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5318655B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5594132B2 (ja) * | 2010-12-28 | 2014-09-24 | トヨタ自動車株式会社 | 把持装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5310687Y2 (ja) * | 1972-09-27 | 1978-03-22 | ||
| JPS5020370U (ja) * | 1973-06-18 | 1975-03-07 | ||
| JPH05208390A (ja) * | 1992-01-29 | 1993-08-20 | Sony Corp | 吸着ノズル |
| JP2000263483A (ja) * | 1999-03-17 | 2000-09-26 | Ishikawajima Harima Heavy Ind Co Ltd | 荷役用ロボットハンド |
| JP2002261144A (ja) * | 2001-03-01 | 2002-09-13 | Micronics Japan Co Ltd | 基板の受け渡し方法及び装置 |
| JP2002331486A (ja) * | 2001-05-09 | 2002-11-19 | Hitachi Zosen Corp | メカニカルハンド機構及び把持方法並びに位置決め方法 |
| JP5340761B2 (ja) * | 2009-02-18 | 2013-11-13 | 住友重機械工業株式会社 | リフティングマグネット |
-
2009
- 2009-05-12 JP JP2009115548A patent/JP5318655B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010264520A (ja) | 2010-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5067250B2 (ja) | 板材搬送装置 | |
| JP6253750B1 (ja) | ロボットハンド | |
| JP2000191334A5 (ja) | 板ガラスの搬送装置及び方法 | |
| JP5318482B2 (ja) | 板状体の反転装置及び方法 | |
| JP2010264522A (ja) | 部材ハンドリング装置 | |
| JP5318655B2 (ja) | 搬送ハンド装置 | |
| CN113798751A (zh) | 一种建筑模板用龙骨焊接工作台 | |
| JP2020031109A (ja) | 積層鉄心製造方法 | |
| JP3891393B2 (ja) | 配材装置および鋼構造物組立設備 | |
| JP2004345025A (ja) | 位置決め装置 | |
| JP5346681B2 (ja) | 部材組立装置及び部材組立方法 | |
| JP2006143078A (ja) | ユニフォミティ装置とユニフォミティ検査ライン | |
| JP2020049497A (ja) | 板材搬入出システム | |
| JP4501702B2 (ja) | 物品移送装置 | |
| JP2011218434A (ja) | グレーチングの枠材溶接装置 | |
| KR930000108B1 (ko) | 정렬지그 부착기 | |
| JPS5817019A (ja) | I型鋼の組合わせ段積方法 | |
| JP6771349B2 (ja) | 載置物の搬出方法及び搬出装置並びに棚装置 | |
| JP2012051724A (ja) | 板材収納装置 | |
| JP3070897U (ja) | エンドレス搬送装置 | |
| JP4855881B2 (ja) | ロータリーラックにおける荷移載時の位置決め装置 | |
| JP4375309B2 (ja) | 移載装置 | |
| JP4631433B2 (ja) | 基板搬送装置及び基板搬送方法 | |
| CZ20004877A3 (cs) | Zařízení pro manipulaci se svazky desek a nosný roąt takového zařízení | |
| JPH0417317Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120306 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130305 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20130403 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130410 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130606 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130626 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130710 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |