JP5259298B2 - ウエーハの研削方法 - Google Patents
ウエーハの研削方法 Download PDFInfo
- Publication number
- JP5259298B2 JP5259298B2 JP2008212439A JP2008212439A JP5259298B2 JP 5259298 B2 JP5259298 B2 JP 5259298B2 JP 2008212439 A JP2008212439 A JP 2008212439A JP 2008212439 A JP2008212439 A JP 2008212439A JP 5259298 B2 JP5259298 B2 JP 5259298B2
- Authority
- JP
- Japan
- Prior art keywords
- grinding
- wafer
- chuck table
- wheel
- feed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Description
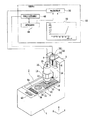
10 研削ユニット
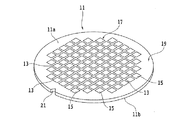
11 半導体ウエーハ
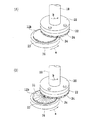
22 研削ホイール
23 保護テープ
24 研削砥石
36 チャックテーブル
46 研削送り速度制御部
48 研削量算出部
52 回転速度制御部
Claims (1)
- ウエーハを保持する保持面を備え回転可能なチャックテーブルと、該チャックテーブルに保持されたウエーハを研削する研削ホイールを回転可能に装着した研削手段と、該研削手段を該チャックテーブルの保持面に対して垂直方向に接近及び離反させる研削送り手段とを具備した研削装置を用いたウエーハの研削方法であって、
該研削送り手段を作動して該チャックテーブルに保持されたウエーハに対して該研削手段を接近させ、一定の研削送り速度で該研削ホイールをウエーハに接触させて研削する粗研削工程と、
ウエーハの仕上がり厚さに達する前に該研削ホイールの回転数を増大させ前記一定の研削送り速度で研削を遂行する仕上げ研削工程と、
ウエーハの厚さが仕上がり厚さに達した際、該研削送り手段を逆転して該研削ホイールを該チャックテーブルに保持されたウエーハから離反させる研削終了工程と、を備え、
前記一定の送り速度は3μm/秒〜6μm/秒の範囲内であり、前記仕上げ研削工程において該研削ホイールの回転数を2000rpmから10000rpmに増大させることを特徴とするウエーハの研削方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008212439A JP5259298B2 (ja) | 2008-08-21 | 2008-08-21 | ウエーハの研削方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008212439A JP5259298B2 (ja) | 2008-08-21 | 2008-08-21 | ウエーハの研削方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010046743A JP2010046743A (ja) | 2010-03-04 |
| JP5259298B2 true JP5259298B2 (ja) | 2013-08-07 |
Family
ID=42064280
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008212439A Active JP5259298B2 (ja) | 2008-08-21 | 2008-08-21 | ウエーハの研削方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5259298B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6803171B2 (ja) * | 2016-08-18 | 2020-12-23 | 株式会社ディスコ | 研削装置及び加工装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63150158A (ja) * | 1986-12-10 | 1988-06-22 | Sumitomo Electric Ind Ltd | 端面研削盤切込み装置 |
| JPH07109385B2 (ja) * | 1990-03-12 | 1995-11-22 | 株式会社島津製作所 | 分析試料研磨方法 |
-
2008
- 2008-08-21 JP JP2008212439A patent/JP5259298B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010046743A (ja) | 2010-03-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5147417B2 (ja) | ウェーハの研磨方法および研磨装置 | |
| JP2012043825A (ja) | ウエーハの加工方法 | |
| JP2009125915A (ja) | 研削ホイール装着機構 | |
| JP2014237210A (ja) | 研削装置及び研削方法 | |
| JP5455609B2 (ja) | 研削装置及び該研削装置を使用したウエーハの研削方法 | |
| JP2013115187A (ja) | ウェーハの加工方法 | |
| JP2012146889A (ja) | ウエーハの研削方法 | |
| JP2010247311A (ja) | 被加工物の研削方法 | |
| CN112589540B (zh) | 板状工件的磨削方法 | |
| JP2012148389A (ja) | 硬質基板の研削方法 | |
| JP2012101293A (ja) | 加工方法 | |
| JP5943766B2 (ja) | 研削装置 | |
| JP5259298B2 (ja) | ウエーハの研削方法 | |
| JP2010021330A (ja) | ウエーハの加工方法 | |
| JP2010094789A (ja) | 研削ホイール | |
| JP2013202704A (ja) | 研削装置及び研削方法 | |
| JP2012231057A (ja) | ウエーハの加工方法 | |
| JP6300653B2 (ja) | 研削方法 | |
| JP5693303B2 (ja) | 研削装置 | |
| JP5963580B2 (ja) | ウエーハの加工装置 | |
| JP6086670B2 (ja) | 研磨装置 | |
| JP2010046744A (ja) | サファイアウエーハの研削方法 | |
| JP2014097551A (ja) | 研削方法 | |
| JP5955069B2 (ja) | ウエーハの研削方法 | |
| JP2012009662A (ja) | ウエーハの研削方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110801 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130318 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130423 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130424 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160502 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5259298 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |