JP5248948B2 - 圧縮木製品の製造方法および圧縮木製品 - Google Patents
圧縮木製品の製造方法および圧縮木製品 Download PDFInfo
- Publication number
- JP5248948B2 JP5248948B2 JP2008204607A JP2008204607A JP5248948B2 JP 5248948 B2 JP5248948 B2 JP 5248948B2 JP 2008204607 A JP2008204607 A JP 2008204607A JP 2008204607 A JP2008204607 A JP 2008204607A JP 5248948 B2 JP5248948 B2 JP 5248948B2
- Authority
- JP
- Japan
- Prior art keywords
- wood
- pattern
- compressed
- product
- shaping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Landscapes
- Chemical And Physical Treatments For Wood And The Like (AREA)
Description
2、3 木材
2a、3a、4a 主板部
2b、2c、3b、3c、4b、4c 側板部
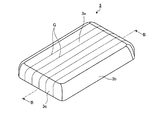
4、5、6 圧縮木製品
11、12 金型
21 台座
22 版
23 インク
31、32 金型(加熱整形用金型)
33、34 ヒータ
35 制御装置
41、42 開口部
43 切り欠き
51 文字列
61 図形
100 デジタルカメラ
101 撮像部
102 フラッシュ
103 シャッターボタン
111、311 凹部
121、321 凸部
G 木目
Claims (5)
- 原木から形取った木材を大気よりも高温高圧の水蒸気雰囲気中で軟化させる軟化工程と、
前記軟化工程で軟化した前記木材に前記水蒸気雰囲気中で圧縮力を加えることによって前記木材を変形させる圧縮工程と、
前記圧縮工程で圧縮力を加えて変形させた前記木材の表面にインクを塗布することによって文字、数字、記号、図形、絵および模様の少なくともいずれか一つからなるパターンを形成するパターン形成工程と、
前記パターン形成工程で前記パターンが形成された前記木材を大気中で加熱しながら所定の形状に整形する加熱整形工程と、
を有することを特徴とする圧縮木製品の製造方法。 - 前記加熱整形工程は、
前記所定の形状に対応する一対の加熱整形用金型を150〜200℃に加熱し、この加熱した一対の加熱整形用金型によって前記木材を挟持することを特徴とする請求項1記載の圧縮木製品の製造方法。 - 前記一対の加熱整形用金型は、前記パターンの表面および該パターンの近傍の前記木材の表面に当接する面が平滑面をなしていることを特徴とする請求項2記載の圧縮木製品の製造方法。
- 前記パターン形成工程は、
前記インクを前記木材の表面に印刷することを特徴とする請求項1〜3のいずれか一項記載の圧縮木製品の製造方法。 - 大気よりも高温高圧の水蒸気雰囲気中で圧縮力を加えることによって成形された木材を備える圧縮木製品であって、
前記木材の表面にインクを用いて形成され、文字、数字、記号、図形、絵および模様の少なくともいずれか一つからなるパターンを有し、
前記木材の表面と前記パターンの表面とが面一であることを特徴とする圧縮木製品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008204607A JP5248948B2 (ja) | 2008-08-07 | 2008-08-07 | 圧縮木製品の製造方法および圧縮木製品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008204607A JP5248948B2 (ja) | 2008-08-07 | 2008-08-07 | 圧縮木製品の製造方法および圧縮木製品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010036527A JP2010036527A (ja) | 2010-02-18 |
| JP5248948B2 true JP5248948B2 (ja) | 2013-07-31 |
Family
ID=42009559
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008204607A Expired - Fee Related JP5248948B2 (ja) | 2008-08-07 | 2008-08-07 | 圧縮木製品の製造方法および圧縮木製品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5248948B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110883891A (zh) * | 2019-10-29 | 2020-03-17 | 湖州万达塑制品有限公司 | 一种干燥效果好的地板木皮加工工艺 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011189515A (ja) * | 2010-03-11 | 2011-09-29 | Olympus Corp | 圧縮木製品の製造方法 |
| CN103128822B (zh) * | 2011-11-24 | 2015-01-28 | 大亚木业(茂名)有限公司 | 一种12mm高光亮面地板基材生产工艺 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0550408A (ja) * | 1991-08-27 | 1993-03-02 | Tosutemu Utsudowaaku Kk | 化粧用建材の製造方法 |
| JP2006297797A (ja) * | 2005-04-21 | 2006-11-02 | Olympus Corp | 木材の加工方法 |
| JP2006297796A (ja) * | 2005-04-21 | 2006-11-02 | Olympus Corp | 木材の加工方法 |
| JP2006347149A (ja) * | 2005-07-26 | 2006-12-28 | Ando Sangyo Kk | 住宅及び家具用材 |
| JP4766512B2 (ja) * | 2005-12-14 | 2011-09-07 | オリンパス株式会社 | 木材の加工方法 |
-
2008
- 2008-08-07 JP JP2008204607A patent/JP5248948B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110883891A (zh) * | 2019-10-29 | 2020-03-17 | 湖州万达塑制品有限公司 | 一种干燥效果好的地板木皮加工工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010036527A (ja) | 2010-02-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6466949B2 (ja) | 金属被覆を塗布することによりプレス型の表面構造を作製するための方法 | |
| CN108724392B (zh) | 一种弯曲实木的制备方法 | |
| JP5248948B2 (ja) | 圧縮木製品の製造方法および圧縮木製品 | |
| JP5097741B2 (ja) | 木材の成形方法 | |
| JP5137980B2 (ja) | 圧縮木製品の製造方法 | |
| JP4981836B2 (ja) | 圧縮木製品の製造方法 | |
| JP5097604B2 (ja) | 木材の成形方法 | |
| JP2009137079A (ja) | 木材の成形方法 | |
| US20110220246A1 (en) | Method of manufacturing compressed wood product | |
| JP2011189571A (ja) | 圧縮木製品の製造方法 | |
| JP5248949B2 (ja) | 木材の成形方法 | |
| JP2009255345A (ja) | 木材の成形方法 | |
| WO2013111621A1 (ja) | 筐体の製造方法、筐体および筐体の成形装置 | |
| JP2009154329A (ja) | 圧縮木製品の製造方法および圧縮木製品 | |
| JP5061022B2 (ja) | 木材の成形方法および電子機器用外装体 | |
| JP2013123899A (ja) | 圧縮木製品の製造方法および成形装置 | |
| WO2011089755A1 (ja) | 圧縮木製品の製造方法、および圧縮木製品 | |
| JP2640489B2 (ja) | アンテック彫刻の仕上加工法 | |
| JP2002331501A (ja) | 人工杢単板または人工杢板の製造方法 | |
| JP2005193461A (ja) | 牛角の加工方法およびその製品 | |
| KR20010054508A (ko) | 무늬목의 형성방법 | |
| JP2005179844A (ja) | 造形材料、装飾品及びそれらの製造方法 | |
| JPS6029352B2 (ja) | 化粧体の製法 | |
| WO2012066908A1 (ja) | 圧縮木製品の製造方法 | |
| JP2011011445A (ja) | 木材成形用金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130411 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160419 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |