JP5240913B2 - 電子部品用容器体の製造方法 - Google Patents
電子部品用容器体の製造方法 Download PDFInfo
- Publication number
- JP5240913B2 JP5240913B2 JP2008255705A JP2008255705A JP5240913B2 JP 5240913 B2 JP5240913 B2 JP 5240913B2 JP 2008255705 A JP2008255705 A JP 2008255705A JP 2008255705 A JP2008255705 A JP 2008255705A JP 5240913 B2 JP5240913 B2 JP 5240913B2
- Authority
- JP
- Japan
- Prior art keywords
- resist
- plating
- wafer
- main surface
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


















Landscapes
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
Description
電子部品用容器体は、所定の位置に2つ一対の貫通孔を有した基板部と、基板部の一方の主面に圧電素子と電気的に接続させるための接続用端子と、基板部の一方の主面の周囲に設けられた壁部と、基板部の一方の主面と平行となる壁部の面に設けられた蓋を接合するための金属層と、基板部の他方の主面に複数設けられた外部接続端子とから構成されている。また、基板部の他方の主面に複数設けられている外部接続端子の2つは、前記貫通孔を介して接続用端子と電気的に接続される構造となっている(例えば特許文献1参照)。
電子部品用容器体は、基板部と壁部と接続用端子と外部接続端子とから構成されている。接続用端子は、基板部の一方の主面に形成されており、圧電振動素子と電気的に接続される。外部接続端子は、基板の他方の主面に複数設けられている。壁部は、基板の一方の主面の周囲に設けられている(例えば特許文献2参照)。
電子部品容器体をセラミックで形成する場合、焼成によって収縮するため焼成前と焼成後では、寸法にばらつきが生じてしまう。そのため、セラミックから主に構成される電子部品用容器体は、水晶、ガラス、シリコン、樹脂などのいずれか一つから選択された材料からなる電子部品用容器体と比較して、外形の寸法精度が悪くなる。焼成の際に収縮するため、水晶、ガラス、シリコンや樹脂などのいずれか一つから選択された材料で主に構成されている電子部品用容器体の外形寸法精度と比較して、外形寸法が悪くなる。
電子部品用容器体の外形の寸法精度が悪い場合、電子部品用容器体の外形寸法と蓋の外形寸法にずれが生じる。そのため、電子部品用容器体の壁部と蓋の重なる面積が小さくなり、封止が完全になされなくなる。従って、セラミックからなる電子部品用容器体を用いた圧電振動子は、外部の温度や湿度の影響を受けやすくなり、圧電振動子の電気的特性の悪化や、圧電振動子の周波数の安定度を悪化させることがあった。
水晶、ガラス、シリコン、その他圧電材料のいずれか一つから選択された材料から主に構成されている電子部品用容器体は、非金属からなる基板部と基板部と同一の材料からなる壁部とから構成されている。この電子部品用容器体を用いて圧電振動子に用いた場合、圧電振動素子は、絶縁材料で完全に包囲される。そのため圧電振動子は、外部の電磁波等のノイズを防ぐことができない。
このため、水晶、ガラス、シリコン、その他圧電材料のいずれか一つから選択した材料から構成されている電子部品用容器体を用いた圧電振動子は、セラミックから構成される電子部品用容器体を用いた圧電振動子と比較して、圧電振動子の電気的特性の悪化や、圧電振動子の周波数の安定度の悪化という問題があった。
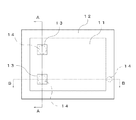
図1は、本発明の第一の実施形態に係る電子部品用容器体の斜視図である。図2は、本発明の第一の実施形態に係る電子部品用容器体を基板部の一方の主面から見た場合の概念図である。図3は、本発明の第一の実施形態に係る電子部品用容器体を基板部の他方の主面から見た場合の概念図である。図4は、図2のA−A断面の概念図である。図5は、図2のB−B断面の概念図である。
ここで、基板部11が水晶からなる場合について説明する。
水晶からなる基板部11を用いた電子部品用容器体は、セラミックから主に構成された電子部品用容器体と比較して、焼成による伸縮がないため外形寸法精度がよい。そのため、この電子部品用容器体を用いた圧電振動子は、気密性の高い状態で封止され、圧電振動子の特性の悪化および圧電振動子の周波数の安定度の悪化を防ぐことができる。
壁部12は、グラウンドと電気的に接続されている。つまり、壁部12は、所定の外部接続端子15とグラウンドに接続されているので、電子部品容器体自身で発生した浮遊容量による影響を回避することができる。このため、この電子部品用容器体を使用した圧電振動子は、浮遊容量による圧電振動子の電気的特性の悪化および圧電振動子の周波数の安定度の悪化を防ぐことができる。
本発明の電子部品用容器体は、レジスト付着工程と第一のレジスト除去工程とめっき工程と第二のレジスト除去工程と平滑工程と個片化工程とを経て製造されている。
図6〜図9は、第一の実施形態の電子部品用容器体の製造工程時の部分的な形態の概念図を示したものである。
前記ウエハ11Wは、複数の前記基板をマトリックス状に配列された状態となっている。この基板は、電子部品用容器体の基板部11に相当する。
この基板は、複数の貫通孔14を有している。この貫通孔14は、フォトリソグラフィ技術とエッチング技術等により形成される。この貫通孔14を導電ペーストで塞ぐことにより、基板の一方の主面と他方の主面とが、電気的に接続される。
前記ウエハ11Wの一方の主面には、めっき用金属層12MWがフォトリソグラフィ技術とエッチング技術により形成されている。また、このめっき用金属層12MWは、基板ごとに個片化する際の切り代分を含んでいるため、第一の実施形態に係る電子部品用容器体の壁部の厚みよりも厚くなっている。このめっき用金属層12MWは、前記ウエハ11Wの他方の主面の外部接続端子15と貫通孔14を介して電気的に接続されている。
前記ウエハ11Wの一方の主面には、配線パターン13がフォトリソグラフィ技術とエッチング技術により形成されている。この配線パターン13は、めっき用金属層12MWの内側であって2つ一対で設けられており、圧電振動素子を表面実装できるように配置されている。また、配線パターン13は、特定の貫通孔14を介して所定の外部接続端子15と電気的に接続されている。
このレジストは、ポジ型フォトレジストだけでなく、ネガ型フォトレジストを使用しても構わない。
またこのレジストは、ドライフィルムレジストのようなドライレジストだけでなく、液状のレジストを使用しても構わない。
ウエハ11Wの一方の主面にレジストRが付着されている状態のウエハを、レジスト付着工程後ウエハとする。レジスト付着工程後ウエハの概念図を図6(b)に示す。
第一のレジスト除去工程には、フォトリソグラフィ技術とエッチング技術を用いる。
レジスト付着工程後ウエハは、前記めっき用金属層12MWと重なる部分を除去できるように露光マスクを合わせた状態で、前記レジストRに合わせた一定時間露光され、その後、前記レジストRに合わせた現像液で現像される。現像されたレジスト付着工程後ウエハは、前記めっき用金属層12MWと重なっている部分のレジストRを除去される。
前記レジストRが液状のものを使用した場合には、第一のレジスト工程後に乾燥を行う。
めっき用金属層12MWと重なっている部分のレジストRのみ除去されたレジスト付着工程後のウエハを、第一のレジスト除去工程後ウエハとする。第一のレジスト除去工程後ウエハの概念図を図7に示す。
めっき形成壁部12Wは、電気化学反応を利用して、露出されためっき用金属層12MW上に、所定の金属で形成される。そのめっき形成壁部12Wの厚みは、レジスト付着工程で付着させた前記レジストRの厚みと同等とする。めっき形成壁部12Wの厚みは、例えば、0.1〜0.3mmとなる。
めっき方法は、電解めっき、無電解めっきのいずれか一つの方法を使用する。
めっき形成壁部12Wを形成する金属は、特に指定しない。電磁波等のシールド効果の高い金属の使用により、圧電振動子の電気的特性の悪化を防ぎ、圧電振動子の周波数の安定度の悪化を防ぐ効果を上げることができる。めっき形成壁部12Wを構成する金属の例として、銅、ニッケルなどが挙げられる。
めっき工程後のウエハの概念図を図8に示す。
所定の金属からなるめっき形成壁部12Wの形成されている第一のレジスト除去工程後ウエハに付着しているレジストRを除去した第二のレジスト除去工程後のウエハの概念図を図9に示す。
本発明の電子部品用容器体を使用した圧電振動子は、めっき形成壁部12Wの前記ウエハと平行となる面はと蓋を接合し封止される構造となっている。そのため、前記めっき形成壁部12Wの前記ウエハ11Wと平行となる面が平滑になっていないと、気密性のとれない状態での封止となってしまうため、圧電振動子の電気的特性の悪化や圧電振動子の周波数の安定度の悪化を引き起こす原因となる。
めっき形成壁部12Wの前記ウエハ11Wと平行となる面を平滑にしためっき工程後ウエハを、平滑工程後ウエハとする。
個片化工程では、複数の基板からなるウエハ11Wとめっき形成壁部12Wが切断される。切断後の基板を基板部11、めっき形成壁部12Wを壁部12とする。
次に本発明の第二の実施形態に係る電子部品用容器体について説明する。
図10は、本発明の第二の実施形態に係る電子部品用容器体の斜視図である。図11は、本発明の第二の実施形態に係る電子部品用容器体を基板部の一方の主面から見た場合の概念図である。図12は、本発明の第二の実施形態に係る電子部品用容器体を基板部の他方の主面から見た場合の概念図である。図13は、図11のC−C断面の概念図である。図14は、D−D断面の概念図である。
壁部12と外部接続端子とを金属膜等の導電物質を介して電気的に接続させることによって、第一の実施形態と同様の浮遊容量による圧電振動子の電気的特性および周波数の安定度への影響を防ぐことができる。
また、壁部12と外部接続端子15とを電気的に接続させる方法として、金属膜や導電接着剤を例として挙げているが、はんだ等の導電物質を使用しても構わない。
本発明の電子部品用容器体の製造方法において、第一の実施形態の製造方法と異なる点は、導電部形成工程を追加する点である。第二の実施形態の製造方法では、第一の実施形態と異なる製造方法の箇所のみについて説明する。
前記ウエハ11Wは、複数の前記基板をマトリックス状に配列された状態となっている。この基板は、電子部品用容器体の基板部11に相当する。
この基板は、2つ一対の貫通孔14を有している。貫通孔14は、フォトリソグラフィ技術とエッチング技術当により形成されている。この貫通孔14を導電ペーストで塞ぐことによって、基板の一方の主面と他方の主面とが、電気的に接続される。
前記ウエハ1Wの一方の主面には、めっき用金属層12MWがフォトリソグラフィ技術とエッチング技術により形成されている。また、このめっき用金属層12MWは、基板ごとに個片化する際の切り代分を含んでいるため、第一の実施形態に係る電子部品用容器体の壁部の厚みよりも厚くなっている。このめっき用金属層12MWは、前記ウエハ1Wの他方の主面の外部接続端子15とは、電気的に接続されていない。
前記ウエハ11Wの一方の主面には、配線パターンがフォトリソグラフィ技術とエッチング技術により形成されている。この配線パターン13は、めっき用金属層12MWの内側であって2つ一対で設けられており、圧電振動素子を表面実装できるように配置されている。また、配線パターン13は、特定の貫通孔14を介して所定の外部接続端子15と電気的に接続されている。
導電部形成工程は、基板ごとに個片化した状態で行う。個片化工程では、めっき形成壁部12Wと複数の基板からなるウエハ11Wは、切断されている。切断されたときの形態を図19に示す。切断後のめっき形成壁部12Wを壁部12、切断後の基板を基板部11とする。
導電部形成工程は、めっき形成壁部12Wとグラウンドを電気的に接続させるため、壁部12と基板の他方の主面の外部接続端子15の所定の一つと電気的に接続させる工程である。
電気的に接続させる方法として、スパッタリング法・蒸着法といった金属膜により導電させる方法、導電性のワイヤーを用いて導電させる方法、導電性接着剤やシール等を用いて導電させる方法などが挙げられる。電気的に接続させる方法については、指定しない。
図10は、第二の実施形態の圧電デバイス用容器体の製造工程の一部である導電部形成工程後の形態の概略図である。
12 壁部
13 配線パターン
14 貫通孔
15 外部接続端子
16 導電部
11W 複数の基板からなる水晶ウエハ
12W 水晶ウエハの一方の主面に形成されためっき形成壁部
12MW 水晶ウエハの一方の主面に形成されためっき用金属層
R レジスト
Claims (3)
- 複数の基板となる部分が設けられ、前記基板となる部分の縁に沿って設けられるグラウンドに接続されためっき用金属層と前記めっき用金属層の内側であって2つ一対で設けられる配線パターンとを一方の主面に有し、前記基板となる部分の4隅に設けられる外部接続端子を他方の主面に有したウエハの一方の主面に、レジストを後述する壁部と同じ厚みまで付着させるレジスト付着工程と、
前記めっき用金属層と重なる部分の前記レジストを除去する第一のレジスト除去工程と、
電解めっき又は無電解めっきにより、前記めっき用金属層に所定の金属からなり且つ前記レジストと同じ厚みとなるめっき形成壁部を設けるめっき工程と、
前記ウエハの一方の主面に付着しているレジストを全て除去する第二のレジスト除去工程と、
前記めっき形成壁部の前記ウエハと平行となる面を平滑にする平滑工程と、
前記ウエハを基板ごとに個片化し、各基板の一方の主面に壁部を有する電子部品用容器体を得る個片化工程と、
からなることを特徴とする電子部品用容器体の製造方法。 - 複数の基板となる部分が設けられ、前記基板となる部分の縁に沿って設けられるめっき用金属層と前記めっき用金属層の内側であって2つ一対で設けられる配線パターンとを一方の主面に有し、前記基板となる部分の4隅に設けられる外部接続端子を他方の主面に有したウエハの前記一方の主面に、レジストを後述する壁部と同じ厚みまで付着させるレジスト付着工程と、
前記めっき用金属層と重なる部分の前記レジストを除去する第一のレジスト除去工程と、
電解めっき又は無電解めっきにより、前記めっき用金属層に所定の金属からなり且つ前記レジストと同じ厚みとなるめっき形成壁部を設けるめっき工程と、
前記ウエハの一方の主面に付着しているレジストを全て除去する第二のレジスト除去工程と、
前記めっき形成壁部の前記ウエハと平行となる面を平滑にする平滑工程と、
前記ウエハを基板ごとに個片化し、各基板の一方の主面に壁部を有する電子部品用容器体を得る個片化工程と、
前記壁部と前記外部接続端子のうちグラウンドとなる前記外部接続端子とを電気的に接続する導電部を、前記電子部品用容器体の外側面に形成する導電部形成工程と、
からなることを特徴とする電子部品用容器体の製造方法。 - 前記レジストは、ドライフィルムレジストからなることを特徴とする請求項1または請求項2に記載の電子部品用容器体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008255705A JP5240913B2 (ja) | 2008-09-30 | 2008-09-30 | 電子部品用容器体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008255705A JP5240913B2 (ja) | 2008-09-30 | 2008-09-30 | 電子部品用容器体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010087926A JP2010087926A (ja) | 2010-04-15 |
| JP5240913B2 true JP5240913B2 (ja) | 2013-07-17 |
Family
ID=42251404
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008255705A Active JP5240913B2 (ja) | 2008-09-30 | 2008-09-30 | 電子部品用容器体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5240913B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015056606A (ja) | 2013-09-13 | 2015-03-23 | 株式会社東芝 | 半導体装置 |
| JP7211081B2 (ja) | 2018-12-28 | 2023-01-24 | セイコーエプソン株式会社 | 振動デバイス |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003087071A (ja) * | 2001-09-14 | 2003-03-20 | Toyo Commun Equip Co Ltd | 表面実装型圧電デバイス及びその製造方法 |
| JP2005065104A (ja) * | 2003-08-19 | 2005-03-10 | Murata Mfg Co Ltd | 表面実装型圧電振動子およびその製造方法 |
| JP2007027279A (ja) * | 2005-07-13 | 2007-02-01 | Shinko Electric Ind Co Ltd | 半導体装置および半導体装置の製造方法 |
-
2008
- 2008-09-30 JP JP2008255705A patent/JP5240913B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010087926A (ja) | 2010-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5054703B2 (ja) | Memsマイクロフォン、memsマイクロフォンの製造方法およびmemsマイクロフォンの組み込み方法 | |
| US8991022B2 (en) | Method for manufacturing piezoelectric resonator device | |
| JP2006203700A (ja) | 圧電基板の製造方法、圧電振動素子、圧電振動子、及び圧電発振器 | |
| TWI517310B (zh) | Manufacturing method of electronic device package | |
| US20060290238A1 (en) | Electronic part having high sealing performance and method of manufacturing the same | |
| JP2012084954A (ja) | 弾性波素子とこれを用いた電子機器 | |
| US7876168B2 (en) | Piezoelectric oscillator and method for manufacturing the same | |
| JP5171210B2 (ja) | 圧電振動子の製造方法 | |
| JP5240913B2 (ja) | 電子部品用容器体の製造方法 | |
| JP4010293B2 (ja) | 金属パッケージの製造方法 | |
| WO2017135395A1 (ja) | 貫通電極基板及びその製造方法 | |
| JP2015211362A (ja) | 水晶デバイスおよび水晶デバイスの製造方法 | |
| JP2010130400A (ja) | 圧電振動デバイス | |
| JP2007067773A (ja) | 発振器及び電子機器 | |
| JP2008252805A (ja) | 水晶振動子及び水晶振動子の製造方法 | |
| JP2004356687A (ja) | 圧電振動デバイスの製造方法およびその方法によって製造された圧電振動デバイス | |
| JP2011182064A (ja) | 表面実装用の水晶振動子 | |
| JP4673670B2 (ja) | 圧電デバイスの製造方法 | |
| JP2011055315A (ja) | 弾性波素子とこれを用いた電子機器 | |
| JP4605083B2 (ja) | 圧電振動片の製造方法 | |
| JP2009111931A (ja) | 圧電振動子及び圧電振動子の製造方法 | |
| JP5513047B2 (ja) | 電子デバイス及び電子デバイスの製造方法 | |
| JP2008159844A (ja) | 電子部品パッケージ構造およびその製造方法 | |
| JP2008035276A (ja) | 圧電発振器の製造方法 | |
| JP2009182873A (ja) | 圧電振動デバイスの製造方法および圧電振動デバイス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110909 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130108 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130306 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130327 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130329 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5240913 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |