JP5172103B2 - X線コンピュータ断層撮影装置、x線コンピュータ断層撮影装置用コリメータ、及びその製造方法 - Google Patents
X線コンピュータ断層撮影装置、x線コンピュータ断層撮影装置用コリメータ、及びその製造方法 Download PDFInfo
- Publication number
- JP5172103B2 JP5172103B2 JP2006113892A JP2006113892A JP5172103B2 JP 5172103 B2 JP5172103 B2 JP 5172103B2 JP 2006113892 A JP2006113892 A JP 2006113892A JP 2006113892 A JP2006113892 A JP 2006113892A JP 5172103 B2 JP5172103 B2 JP 5172103B2
- Authority
- JP
- Japan
- Prior art keywords
- collimator
- ray
- groove
- plate
- computed tomography
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000002591 computed tomography Methods 0.000 title claims description 67
- 238000004519 manufacturing process Methods 0.000 title claims description 50
- 238000001514 detection method Methods 0.000 claims description 60
- 238000000034 method Methods 0.000 claims description 57
- 238000010586 diagram Methods 0.000 description 36
- 238000012986 modification Methods 0.000 description 29
- 230000004048 modification Effects 0.000 description 29
- 239000000853 adhesive Substances 0.000 description 27
- 230000001070 adhesive effect Effects 0.000 description 27
- 238000012545 processing Methods 0.000 description 17
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 14
- 230000000694 effects Effects 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- 229920005989 resin Polymers 0.000 description 9
- 239000011347 resin Substances 0.000 description 9
- 238000003780 insertion Methods 0.000 description 7
- 230000037431 insertion Effects 0.000 description 7
- 239000003822 epoxy resin Substances 0.000 description 6
- 230000035699 permeability Effects 0.000 description 6
- 229920000647 polyepoxide Polymers 0.000 description 6
- -1 polyethylene terephthalate Polymers 0.000 description 6
- 239000005020 polyethylene terephthalate Substances 0.000 description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 description 6
- 229920000049 Carbon (fiber) Polymers 0.000 description 5
- 239000004917 carbon fiber Substances 0.000 description 5
- 238000012423 maintenance Methods 0.000 description 5
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 5
- 230000005540 biological transmission Effects 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 238000003384 imaging method Methods 0.000 description 4
- 238000004891 communication Methods 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 238000007781 pre-processing Methods 0.000 description 3
- 238000002834 transmittance Methods 0.000 description 3
- 0 C*1C(C)(C)CCC1 Chemical compound C*1C(C)(C)CCC1 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000003321 amplification Effects 0.000 description 1
- 238000003491 array Methods 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images







































Landscapes
- Measurement Of Radiation (AREA)
- Apparatus For Radiation Diagnosis (AREA)
Description
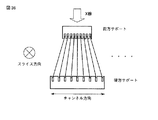
請求項9に記載の発明は、X線を曝射するX線曝射ユニットと、被検体を介して前記X線曝射ユニットと対向して配置され検出面に入射したX線を検出するX線検出ユニットと、を具備するX線コンピュータ断層撮影装置に用いられ、散乱X線を除去するために前記検出面上に設けられるコリメータユニットであって、所定の方向に沿って配列される複数のコリメータ板と、前記コリメータ板の配列方向に沿って形成された複数の第1の溝を有する第1の支持部材と、前記第1の支持部材と並列して設けられ、前記コリメータ板の配列方向に沿って前記複数の第1の溝と対応するように形成された複数の第2の溝を有する第2の支持部材と、相対する前記第1の溝及び前記第2の溝にはめ込まれた前記複数のコリメータ板の前記検出面側の辺をはめ込むための複数の第3の溝を有し、前記コリメータ板の前記検出面側に設けられる第3の支持部材と、前記第1の溝及び前記第2の溝並びに前記第3の溝にはめ込まれた前記複数のコリメータ板の前記X線曝射ユニット側の辺をはめ込むための複数の第4の溝を有し、前記コリメータ板の前記X線曝射ユニット側に設けられる第4の支持部材と、を有し、前記X線曝射ユニットから前記検出面へ向かうX線入射方向と実質的に平行になるように、前記各コリメータ板を前記第1乃至第4のいずれの溝にもはめ込んで4辺で支持すること、を具備することを特徴とするX線コンピュータ断層撮影装置用コリメータである。
請求項17に記載の発明は、X線を曝射するX線曝射ユニットと、被検体を介して前記X線曝射ユニットと対向して配置され検出面に入射したX線を検出するX線検出ユニットと、を具備するX線コンピュータ断層撮影装置に用いられ、散乱X線を除去するために前記検出面上に設けられるコリメータの製造方法であって、前記X線曝射ユニットから前記検出面へ向かうX線入射方向に沿って形成された複数の第1の溝を有する第1の支持ユニットと、前記X線曝射ユニットから前記検出面へ向かうX線入射方向に沿って前記複数の第1の溝と対応するように形成された複数の第2の溝を有する第2の支持ユニットとを、側面部材を用いて組み立て、相対する前記第1の溝及び前記第2の溝にはめ込まれた前記コリメータ板の前記検出面側の辺をはめ込むための複数の第3の溝を有する第3の支持ユニットを、前記第1の支持ユニット及び前記第2の支持ユニットの前記検出面側に固定し、相対する前記第1の溝、前記第2の溝、前記第3の溝のそれぞれにコリメータ単板をはめ込み、第4の支持部材が有する複数の第4の溝に前記複数のコリメータ板の前記X線曝射ユニット側の辺をはめ込むと共に、当該第4の支持部材を前記コリメータ板の前記X線曝射ユニット側に設けることで、前記各コリメータ板の4辺を支持すること、を具備することを特徴とするX線コンピュータ断層撮影装置用コリメータ製造方法である。
図1は、本実施形態に係るX線CT装置10のブロック構成図を示している。同図に示すように、本X線CT装置10は、撮影系Aと処理・表示系Bとから構成されている。以下、それぞれが具備する構成要素について説明する。
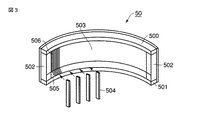
次に、X線検出器側コリメータの詳細について説明する。このX線検出器側コリメータは、スライス方向の検出範囲が比較的大きくなった場合であっても、X線焦点の連続性、コリメータ単板の平坦度の維持を担保する構造を有している。
次に、突き当て板503の溝506の形成方法について説明する。
次に、第1の実施形態に係る検出器側コリメータ50の製造方法について説明する。
(第2の実施形態)
次に、本発明の第2の実施形態に係る検出器側コリメータ50、及びこれを具備するX線CT装置10について説明する。第2の実施形態は、第1の実施形態に比して、コリメータ単板の平坦性維持をさらに担保することを目的とするものである。
次に、第2の実施形態に係る検出器側コリメータ50の製造方法について説明する。
本発明の第3の実施形態に係る検出器側コリメータ、及びこれを具備するX線CT装置について説明する。本検出器側コリメータは、上方サポート、下方サポート、一体型である突き当て板、一体型である内径カバーにより、コリメータ単板を4辺によって支持する構造をもつものである。
次に、本実施形態に係る検出器側コリメータ50の製造方法について説明する。
次に、本実施形態の変形例について説明する。本変形例に係る検出器側コリメータ50は、溝521を有しない内径カバーにより、コリメータ単板504の4辺のうちの一辺を支持するものである。
次に、本変形例に係る検出器側コリメータ50の製造方法について説明する。
本発明の第4の実施形態に係る検出器側コリメータ、及びこれを具備するX線CT装置について説明する。本検出器側コリメータは、上方サポート、下方サポート、一体型である突き当て板、モジュール型である内径カバーにより、コリメータ単板を4辺によって支持する構造をもつものである。
次に、本実施形態に係る検出器側コリメータ50の製造方法について説明する。
次に、本実施形態の変形例について説明する。本変形例に係る検出器側コリメータ50は、溝532を有しないモジュール化された内径カバーにより、コリメータ単板504の4辺のうちの一辺を支持するものである。
次に、本変形例に係る検出器側コリメータ50の製造方法について説明する。
本発明の第5の実施形態に係る検出器側コリメータ、及びこれを具備するX線CT装置について説明する。本検出器側コリメータは、上方サポート、下方サポート、一体型である内径カバー、モジュール型である突き当て板により、コリメータ単板を4辺によって支持する構造をもつものである。
次に、本実施形態に係る検出器側コリメータ50の製造方法について説明する。
次に、本実施形態の変形例について説明する。本変形例に係る検出器側コリメータ50は、溝521を有しない内径カバー525により、コリメータ単板504の4辺のうちの一辺を支持するものである。
次に、本変形例に係る検出器側コリメータ50の製造方法について説明する。
本発明の第6の実施形態に係る検出器側コリメータ、及びこれを具備するX線CT装置について説明する。本検出器側コリメータは、上方サポート、下方サポート、突き当て板、上方内径カバー及び下方内径カバーにより、コリメータ単板を4辺によって支持する構造をもつものである。
次に、本実施形態に係る検出器側コリメータ50の製造方法について説明する。
次に、本実施形態の変形例について説明する。本変形例に係る検出器側コリメータ50は、溝552を有しない上方内径カバー555及び下方内径カバー556により、コリメータ単板504の4辺のうちの一辺を支持するものである。
次に、本変形例に係る検出器側コリメータ50の製造方法について説明する。
Claims (17)
- X線を曝射するX線曝射ユニットと、
被検体を介して前記X線曝射ユニットと対向して配置され検出面に入射したX線を検出するX線検出ユニットと、
散乱X線を除去するために前記検出面上に設けられるコリメータユニットと、を具備し、
前記コリメータユニットは、
所定の方向に沿って配列される複数のコリメータ板と、
前記コリメータ板の配列方向に沿って形成された複数の第1の溝を有する第1の支持部材と、
前記第1の支持部材と並列して設けられ、前記コリメータ板の配列方向に沿って前記複数の第1の溝と対応するように形成された複数の第2の溝を有する第2の支持部材と、
相対する前記第1の溝及び前記第2の溝にはめ込まれた前記複数のコリメータ板の前記検出面側の辺をはめ込むための複数の第3の溝を有し、前記コリメータ板の前記検出面側に設けられる第3の支持部材と、
前記第1の溝及び前記第2の溝並びに前記第3の溝にはめ込まれた前記複数のコリメータ板の前記X線曝射ユニット側の辺をはめ込むための複数の第4の溝を有し、前記コリメータ板の前記X線曝射ユニット側に設けられる第4の支持部材と、を有し、
前記X線曝射ユニットから前記検出面へ向かうX線入射方向と実質的に平行になるように、前記各コリメータ板を前記第1乃至第4のいずれの溝にもはめ込んで4辺で支持すること、
を特徴とするX線コンピュータ断層撮影装置。 - 前記第3の支持部材は、複数の外径モジュール板によって構成されていることを特徴とする請求項1記載のX線コンピュータ断層撮影装置。
- 前記第3の溝は、隣り合う前記外径モジュール板の溝によって形成されることを特徴とする請求項2記載のX線コンピュータ断層撮影装置。
- 前記第4の支持部材は、相対する前記第1の溝及び前記第2の溝にはめ込まれた前記各コリメータ板の前記X線曝射ユニット側の辺を第4の溝で押圧することを特徴とする請求項1乃至3のうちいずれか一項記載のX線コンピュータ断層撮影装置。
- 前記第4の支持部材は、複数の内径モジュール板によって構成されていることを特徴とする請求項1乃至4のうちいずれか一項記載のX線コンピュータ断層撮影装置。
- 前記第4の溝は、隣り合う前記内径モジュール板の溝によって形成されることを特徴とする請求項5記載のX線コンピュータ断層撮影装置。
- 前記X線検出ユニットは円弧形状を有し、
前記コリメータユニットは前記X線検出ユニットに対応した前記円弧形状を有することを特徴とする請求項1乃至6のうちいずれか一項記載のX線コンピュータ断層撮影装置。 - 前記複数の第3の溝のそれぞれの開口部を形成する前記X線曝射ユニット側の溝幅は、前記コリメータ板の突き当て面を形成する前記X線検出ユニット側の溝幅と略等しい大きさ、又はそれ以上の大きさを有することを特徴とする請求項1乃至7のうちいずれか一項記載のX線コンピュータ断層撮影装置。
- X線を曝射するX線曝射ユニットと、被検体を介して前記X線曝射ユニットと対向して配置され検出面に入射したX線を検出するX線検出ユニットと、を具備するX線コンピュータ断層撮影装置に用いられ、散乱X線を除去するために前記検出面上に設けられるコリメータユニットであって、
所定の方向に沿って配列される複数のコリメータ板と、
前記コリメータ板の配列方向に沿って形成された複数の第1の溝を有する第1の支持部材と、
前記第1の支持部材と並列して設けられ、前記コリメータ板の配列方向に沿って前記複数の第1の溝と対応するように形成された複数の第2の溝を有する第2の支持部材と、
相対する前記第1の溝及び前記第2の溝にはめ込まれた前記複数のコリメータ板の前記検出面側の辺をはめ込むための複数の第3の溝を有し、前記コリメータ板の前記検出面側に設けられる第3の支持部材と、
前記第1の溝及び前記第2の溝並びに前記第3の溝にはめ込まれた前記複数のコリメータ板の前記X線曝射ユニット側の辺をはめ込むための複数の第4の溝を有し、前記コリメータ板の前記X線曝射ユニット側に設けられる第4の支持部材と、を有し、
前記X線曝射ユニットから前記検出面へ向かうX線入射方向と実質的に平行になるように、前記各コリメータ板を前記第1乃至第4のいずれの溝にもはめ込んで4辺で支持すること、
を具備することを特徴とするX線コンピュータ断層撮影装置用コリメータ。 - 前記第3の支持部材は、複数の外径モジュール板によって構成されていることを特徴とする請求項9記載のX線コンピュータ断層撮影装置用コリメータ。
- 前記第3の溝は、隣り合う前記外径モジュール板の溝によって形成されることを特徴とする請求項10記載のX線コンピュータ断層撮影装置用コリメータ。
- 前記第4の支持部材は、相対する前記第1の溝及び前記第2の溝にはめ込まれた前記各コリメータ板の前記X線曝射ユニット側の辺を第4の溝で押圧することを特徴とする請求項9乃至11のうちいずれか一項記載のX線コンピュータ断層撮影装置用コリメータ。
- 前記第4の支持部材は、複数の内径モジュール板によって構成されていることを特徴とする請求項9乃至12のうちいずれか一項記載のX線コンピュータ断層撮影装置用コリメータ。
- 前記第4の溝は、隣り合う前記内径モジュール板の溝によって形成されることを特徴とする請求項13記載のX線コンピュータ断層撮影装置用コリメータ。
- 前記X線検出ユニットは円弧形状を有し、
前記コリメータユニットは前記X線検出ユニットに対応した前記円弧形状を有することを特徴とする請求項9乃至14のうちいずれか一項記載のX線コンピュータ断層撮影装置用コリメータ。 - 前記複数の第3の溝のそれぞれの開口部を形成する前記X線曝射ユニット側の溝幅は、前記コリメータ板の突き当て面を形成する前記X線検出ユニット側の溝幅と略等しい大きさ、又はそれ以上の大きさを有することを特徴とする請求項9乃至15のうちいずれか一項記載のX線コンピュータ断層撮影装置用コリメータ。
- X線を曝射するX線曝射ユニットと、被検体を介して前記X線曝射ユニットと対向して配置され検出面に入射したX線を検出するX線検出ユニットと、を具備するX線コンピュータ断層撮影装置に用いられ、散乱X線を除去するために前記検出面上に設けられるコリメータの製造方法であって、
前記X線曝射ユニットから前記検出面へ向かうX線入射方向に沿って形成された複数の第1の溝を有する第1の支持ユニットと、前記X線曝射ユニットから前記検出面へ向かうX線入射方向に沿って前記複数の第1の溝と対応するように形成された複数の第2の溝を有する第2の支持ユニットとを、側面部材を用いて組み立て、
相対する前記第1の溝及び前記第2の溝にはめ込まれた前記コリメータ板の前記検出面側の辺をはめ込むための複数の第3の溝を有する第3の支持ユニットを、前記第1の支持ユニット及び前記第2の支持ユニットの前記検出面側に固定し、
相対する前記第1の溝、前記第2の溝、前記第3の溝のそれぞれにコリメータ単板をはめ込み、
第4の支持部材が有する複数の第4の溝に前記複数のコリメータ板の前記X線曝射ユニット側の辺をはめ込むと共に、当該第4の支持部材を前記コリメータ板の前記X線曝射ユニット側に設けることで、前記各コリメータ板の4辺を支持すること、
を具備することを特徴とするX線コンピュータ断層撮影装置用コリメータ製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006113892A JP5172103B2 (ja) | 2005-04-15 | 2006-04-17 | X線コンピュータ断層撮影装置、x線コンピュータ断層撮影装置用コリメータ、及びその製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005118772 | 2005-04-15 | ||
| JP2005118772 | 2005-04-15 | ||
| JP2006113892A JP5172103B2 (ja) | 2005-04-15 | 2006-04-17 | X線コンピュータ断層撮影装置、x線コンピュータ断層撮影装置用コリメータ、及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006314779A JP2006314779A (ja) | 2006-11-24 |
| JP5172103B2 true JP5172103B2 (ja) | 2013-03-27 |
Family
ID=37535950
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006113892A Active JP5172103B2 (ja) | 2005-04-15 | 2006-04-17 | X線コンピュータ断層撮影装置、x線コンピュータ断層撮影装置用コリメータ、及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5172103B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8003950B2 (en) | 2008-01-18 | 2011-08-23 | Kabushiki Kaisha Toshiba | Radiation detector, X-ray CT apparatus, and method for manufacturing radiation detector |
| JP2009232955A (ja) * | 2008-03-26 | 2009-10-15 | Toshiba Corp | X線ct装置、コリメータおよびコリメータの製造方法 |
| JP2009285050A (ja) * | 2008-05-28 | 2009-12-10 | Ge Medical Systems Global Technology Co Llc | コリメータ板の固定構造、放射線検出装置及び放射線診断装置 |
| JP5610461B2 (ja) * | 2009-10-23 | 2014-10-22 | ジーイー・メディカル・システムズ・グローバル・テクノロジー・カンパニー・エルエルシー | コリメータモジュール、x線検出器及びx線ct装置 |
| WO2012093695A1 (ja) * | 2011-01-07 | 2012-07-12 | 株式会社 東芝 | コリメータ及びx線コンピュータ断層撮影装置 |
| JP5972606B2 (ja) * | 2012-03-02 | 2016-08-17 | 東芝メディカルシステムズ株式会社 | コリメータ、x線検出器ユニット及びx線コンピュータ断層撮影装置 |
| JP2020507419A (ja) * | 2017-02-16 | 2020-03-12 | アナロジック コーポレイション | 放射線撮像モダリティ用の散乱線除去コリメータ |
| KR20230092510A (ko) * | 2021-12-17 | 2023-06-26 | 한국해양과학기술원 | 컨테이너 위험화물 정밀검색용 후방산란 방사선 영상시스템 및 그의 제어 방법 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5357553A (en) * | 1994-02-28 | 1994-10-18 | Ferlic Daniel J | Radiographic grid |
| JP3730319B2 (ja) * | 1996-06-21 | 2006-01-05 | 株式会社東芝 | X線コンピュータ断層撮影装置 |
| JPH10314157A (ja) * | 1997-05-15 | 1998-12-02 | Hitachi Medical Corp | X線検出器及びこれを用いたx線ct装置 |
| US6115448A (en) * | 1997-11-26 | 2000-09-05 | General Electric Company | Photodiode array for a scalable multislice scanning computed tomography system |
| JP2000014665A (ja) * | 1998-06-29 | 2000-01-18 | Hitachi Medical Corp | 放射線検出素子、それを用いた放射線検出器およびx線ct装置 |
| JP3977558B2 (ja) * | 1998-10-20 | 2007-09-19 | 株式会社東芝 | 2次元アレイ型x線検出器、x線検出器の製造方法及び2次元アレイ型x線検出器を用いたctスキャナ装置 |
| JP2001051063A (ja) * | 1999-08-09 | 2001-02-23 | Hitachi Medical Corp | 放射線検出器及びそれを用いたx線ct装置 |
-
2006
- 2006-04-17 JP JP2006113892A patent/JP5172103B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006314779A (ja) | 2006-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1713090B1 (en) | X-ray CT apparatus collimator and X-ray CT apparatus | |
| JP5172103B2 (ja) | X線コンピュータ断層撮影装置、x線コンピュータ断層撮影装置用コリメータ、及びその製造方法 | |
| JP6224352B2 (ja) | コリメータ板、コリメータ・モジュール、放射線検出装置、放射線撮影装置、及びコリメータ・モジュールの組み立て方法 | |
| US8057098B2 (en) | X-ray CT apparatus and method of creating correction data for X-ray CT | |
| WO2012093695A1 (ja) | コリメータ及びx線コンピュータ断層撮影装置 | |
| US8976935B2 (en) | Collimator grid and an associated method of fabrication | |
| US7235790B2 (en) | Methods and apparatus for radiation detection | |
| JP5727277B2 (ja) | X線ct装置 | |
| CN108366769A (zh) | X射线图像捕捉设备 | |
| JP2009232955A (ja) | X線ct装置、コリメータおよびコリメータの製造方法 | |
| JP4718970B2 (ja) | X線コリメータ装置及びx線ct装置 | |
| JP4225726B2 (ja) | ポストペイシェント・コリメータ及びポストペイシェント・コリメータを製作する方法 | |
| JP2000093418A (ja) | X線検出装置およびx線イメージング装置 | |
| JP6307268B2 (ja) | Ctシステムで使用するためのコリメータ | |
| JPH105207A (ja) | X線コンピュータ断層撮影装置 | |
| US8003950B2 (en) | Radiation detector, X-ray CT apparatus, and method for manufacturing radiation detector | |
| JP6818592B2 (ja) | コリメータ、放射線検出器、及び放射線検査装置 | |
| JP2014018592A (ja) | コリメータモジュール、放射線検出装置および放射線断層撮影装置 | |
| JPH10127618A (ja) | X線ctスキャナ | |
| JP2000083942A (ja) | 放射線断層撮影方法および装置、放射線検出器並びにx線管 | |
| JP4594699B2 (ja) | X線コンピュータ断層撮影装置 | |
| JP2004093489A (ja) | X線検出器、x線撮像装置、x線ct装置 | |
| JP2009028110A (ja) | X線ct装置及びそれに使用するフィルタ板 | |
| JP2011229605A (ja) | X線ct装置およびx線検出器 | |
| JPH11206750A (ja) | 放射線照射位置合わせ方法および放射線照射・検出装置並びに放射線断層撮影装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061027 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20061030 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090409 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110809 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120403 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120529 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120604 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5172103 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |