JP5154909B2 - 熱収縮性筒状ラベル、及び筒状ラベル付き容器 - Google Patents
熱収縮性筒状ラベル、及び筒状ラベル付き容器 Download PDFInfo
- Publication number
- JP5154909B2 JP5154909B2 JP2007331475A JP2007331475A JP5154909B2 JP 5154909 B2 JP5154909 B2 JP 5154909B2 JP 2007331475 A JP2007331475 A JP 2007331475A JP 2007331475 A JP2007331475 A JP 2007331475A JP 5154909 B2 JP5154909 B2 JP 5154909B2
- Authority
- JP
- Japan
- Prior art keywords
- heat
- container
- shrinkable
- cylindrical label
- cylindrical body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000853 adhesive Substances 0.000 claims description 88
- 230000001070 adhesive effect Effects 0.000 claims description 87
- 229920006257 Heat-shrinkable film Polymers 0.000 description 12
- -1 polyethylene terephthalate Polymers 0.000 description 8
- 229920005989 resin Polymers 0.000 description 7
- 239000011347 resin Substances 0.000 description 7
- 229920000139 polyethylene terephthalate Polymers 0.000 description 6
- 239000005020 polyethylene terephthalate Substances 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 5
- 238000007639 printing Methods 0.000 description 5
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 230000003111 delayed effect Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 230000000149 penetrating effect Effects 0.000 description 4
- 229920003002 synthetic resin Polymers 0.000 description 4
- 239000000057 synthetic resin Substances 0.000 description 4
- 230000002950 deficient Effects 0.000 description 3
- 239000005038 ethylene vinyl acetate Substances 0.000 description 3
- 238000007654 immersion Methods 0.000 description 3
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 3
- 229920001225 polyester resin Polymers 0.000 description 3
- 239000004645 polyester resin Substances 0.000 description 3
- 229920005672 polyolefin resin Polymers 0.000 description 3
- 239000004831 Hot glue Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000003599 detergent Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000007756 gravure coating Methods 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000004840 adhesive resin Substances 0.000 description 1
- 229920006223 adhesive resin Polymers 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000000249 desinfective effect Effects 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 229910052571 earthenware Inorganic materials 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- CYKDLUMZOVATFT-UHFFFAOYSA-N ethenyl acetate;prop-2-enoic acid Chemical compound OC(=O)C=C.CC(=O)OC=C CYKDLUMZOVATFT-UHFFFAOYSA-N 0.000 description 1
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 1
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 239000002346 layers by function Substances 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000009958 sewing Methods 0.000 description 1
- 239000002453 shampoo Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
Images

Landscapes
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Wrappers (AREA)
Description
かかる熱収縮性筒状ラベルが容器に装着された筒状ラベル付き容器は、使用後、熱収縮性筒状ラベルを縦方向に切断し、熱収縮性筒状ラベルと容器を分別してリサイクル等に供される。
一般に、熱収縮性筒状ラベルには、上記熱収縮性筒状ラベルの切断を容易に行うため、その上端縁から縦方向に延びるミシン目線などの切断用補助線が形成されている。
具体的には、熱収縮性筒状ラベルを縦方向に実際に切断する際には、先ず、熱収縮性筒状ラベルの端縁を摘んで外側へ引き出す。摘んだ部分を外側へ引き出すと、摘んだ部分(以下、「摘み部」という場合がある)と摘んでいない部分(容器に密着している熱収縮性筒状ラベルの部分。以下、「非摘み部」という場合がある)の境界に存する切取用補助線に引裂力が加わって引裂起点を生じ、事後、熱収縮性筒状ラベルを縦方向に実際に切断できる。
しかしながら、摘み部を摘んで外側へ引き出した際、非摘み部が摘み部に追従して外側へ膨らみ(すなわち、摘み部と共に非摘み部も一緒に引っ張られる)、その結果、引裂力が前記境界に対して十分に作用しないことがある。このため、摘み部と非摘み部の境界に引裂起点が生じ難く、熱収縮性筒状ラベルを容易に切断することが困難である。
また、本発明は、端縁を摘んで引き出すことにより容易に切断し除去することができる熱収縮性筒状ラベルが装着された筒状ラベル付き容器を提供することを第2の課題とする。
かかる熱収縮性筒状ラベルは、切断用補助線の一方側近傍に形成された接着部を介して、筒状体の上端部及び下端部の内面が容器に接着している。
この筒状体の端縁(例えば、上端縁)を摘んでこれを外側へ引き出すと、摘み部が容器から離れるが、非摘み部は、接着部を介して接着されているので容器から離れない。従って、摘み部を引き出したときに、非摘み部がこれに追従して外側へ膨らむことがなく、摘み部と非摘み部の境界に存する切断用補助線に引裂力が作用する。このため、筒状体の端部に引裂起点が容易に生じ、事後、筒状体(熱収縮性筒状ラベル)を縦方向に切断することができる。
また、上記熱収縮性筒状ラベルは、接着部が筒状体の上端縁及び下端縁から間隙を開けて形成されているため、不良品となり難い。
第1の接着部は、第1の切断用補助線の一方側近傍に形成され、第2の接着部は、第2の切断用補助線の他方側近傍に形成されているので、前記第1及び第2の切断用補助線の間は、容器に非接着となっている。この第1及び第2の切断用補助線の間における筒状体の端部を摘んでこれを外側へ引き出すと、摘み部が容器から離れるが、前記摘み部の両側における非摘み部は、接着部を介して容器に接着されているので容器から離れない。従って、摘み部を引き出したときに、非摘み部がこれに追従して外側へ膨らむことがなく、摘み部と非摘み部の境界に存する第1及び第2の切断用補助線に引裂力が作用する。このため、筒状体の端部に2箇所の引裂起点が容易に生じ、事後、第1及び第2の切断用補助線によって囲われた領域を帯状に切取り、筒状体(熱収縮性筒状ラベル)を切断することができる。
ただし、同様の構成を示す用語の接頭語として、「第1」、「第2」などを付すが、これは、用語を区別するために付するものであり、部材の優劣、順序などを意味するものではない。また、方向を示す用語として、「上」は、自立状態の容器に装着された熱収縮性筒状ラベルを基準として、自立させた面から鉛直方向へ離れる方向を指す。「下」は、同熱収縮性筒状ラベルを基準として、自立させた面に近づく方向を指す。「縦方向」とは、同熱収縮性筒状ラベルを基準として、その上下方向を指し、「周方向」とは、熱収縮性筒状ラベルの軸線周り方向を指す。
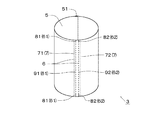
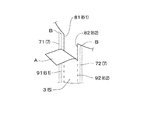
熱収縮性筒状ラベル3は、熱収縮可能な筒状体5と、前記筒状体5の上端縁から下端縁にかけて縦方向に延びて形成された切断用補助線6と、を有する。
熱収縮性筒状ラベル3は、切断用補助線6の近傍に設けられた接着部7を介して、容器2の外面に部分接着されている。
以下、各構成要素毎に分説し、本発明の熱収縮性筒状ラベル3及び筒状ラベル付き容器1の実施形態を説明する。
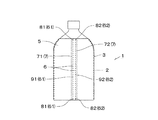
例えば、容器2は、筒状の胴部と、胴部の上方に形成された肩部と、肩部の上方に形成された首部と、首部の上方に形成された開口部を塞ぐキャップ部と、を有する。図示した容器2は、肩部が上方に向かうに従って窄まった所謂ボトル型容器である。
この容器2の胴部及び肩部の一部に、熱収縮性筒状ラベル3が熱収縮装着されている。
なお、熱収縮性筒状ラベル3は、容器2のキャップ部に装着することもできる(図示せず)。容器2のキャップ部に装着された熱収縮性筒状ラベル3は、特に、キャップシールとも呼ばれる。かかる装着形態の熱収縮性筒状ラベル3は、一般に、容器2のキャップ部の上面周囲から容器2の首部にかけて装着され、キャップ部を封緘する。
容器2の材質も特に限定されず、例えば、合成樹脂、紙、金属、ガラス、陶器などが挙げられる。安価に製造できることから、容器2の材質は、合成樹脂が好ましい。その合成樹脂としては、ポリエチレンテレフタレートなどのポリエステル系樹脂、ポリプロピレンなどのオレフィン系樹脂、スチレン系樹脂などを例示できる。これらの中でも、容器2は、ポリエチレンテレフタレートなどのポリエステル系樹脂の成形品が好ましい(所謂ペットボトルなど)。
容器2に充填される充填物は、特に限定されず、ジュースなどの飲料、液体洗剤や詰替え用シャンプーなどのサニタリー品、消毒用アルコールなどの医薬品、化粧品などの液体、顆粒状の洗剤などの粒状体などが挙げられる。
筒状体5は、収縮温度(例えば80〜100℃程度)で熱収縮しうる熱収縮性フィルムの両側端部を接着することにより筒状に形成されている。
筒状体5を構成する熱収縮性フィルムは、少なくとも一方向(筒状に形成した際に於ける周方向。以下同じ)に熱収縮しうるものであればその材質は特に限定されず、例えば、ポリエチレンテレフタレートなどのポリエステル系樹脂、ポリプロピレンなどのオレフィン系樹脂、ポリスチレン、スチレン−ブタジエン共重合体などのスチレン系樹脂、環状オレフィン系樹脂、塩化ビニル系樹脂などの熱可塑性樹脂から選ばれる1種、又は2種以上の混合物などからなる合成樹脂製フィルムが挙げられる。また、熱収縮性フィルムとしては、熱収縮性を有する2種以上のフィルムが積層された積層フィルム、熱収縮性を有するフィルムに発泡樹脂シート等の断熱層やその他の機能層が積層された積層フィルムなどを用いることもできる。
熱収縮性フィルムの厚みは、特に限定されないが、一般に、20μm〜100μmであり、好ましくは30μm〜80μmである。
但し、熱収縮率(%)=[{(一方向(又は他方向)の元の長さ)−(一方向(又は他方向)の浸漬後の長さ)}/(一方向(又は他方向)の元の長さ)]×100。
筒状体5は、上記熱収縮性フィルムの主延伸方向が周方向になるように、熱収縮性フィルムの一側端部を他側端部の外面に重ね合わせて筒状に形成され、該重ね合わせ部分を、溶剤又は接着剤を用いて接着してセンターシール部51が形成されている。
切断用補助線6には、筒状体5の端縁から縦方向に延びる切り目、及び、筒状体5の面内において縦方向に延びるミシン目線、が含まれる。
ここで、切り目とは、筒状体5を厚み方向に分断した切込み線であって、筒状体5の端縁から縦方向に所定長さ形成された切込み線である。ミシン目線とは、ミシン針の縫い目跡の如く、筒状体5の厚み方向に貫通する貫通孔(直線状の貫通孔または略円形状の貫通孔)が断続的に刻設された線である。つまり、ミシン目線とは、図4に示すように、貫通孔911と非貫通部912が交互に連なって形成された線である。
切り目の上下長さは、特に限定されないが、好ましくは1mm〜5mmであり、より好ましくは2mm〜4mmである。
また、ミシン目線において、その貫通孔の上下長さと非貫通部の上下長さの比は、好ましくは2:1〜1:10であり、より好ましくは1:7程度である。具体的には、ミシン目線の貫通孔の上下長さは、好ましくは0.5mm〜2mmである。一方、ミシン目線の非貫通部の上下長さは、好ましくは0.5mm〜3.5mmである。
また、切断用補助線6は、筒状体5の1箇所に形成されていてもよいし、筒状体5の周方向に間隔を開けて2箇所形成されていてもよい。
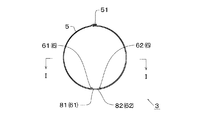
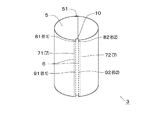
以下、2箇所の切断用補助線6を区別するため、その一方を「第1の切断用補助線61」といい、他方を「第2の切断用補助線62」という。また、第1の切断用補助線61を構成する切り目及びミシン目線を「第1の切り目81」及び「第1のミシン目線91」といい、第2の切断用補助線を構成する切り目及びミシン目線を「第2の切り目82」及び「第2のミシン目線92」という。
第1の切断用補助線61と第2の切断用補助線62は、筒状体5の周方向に所定間隔(この間隔は、例えば、8mm〜20mm程度である)を開けて形成されている。
第1の切断用補助線61は、筒状体5の上端縁及び下端縁において、縦方向に所定長さ切り込まれた上下一対の第1の切り目81,81と、この上下一対の第1の切り目81,81の端に連設された第1のミシン目線91と、から構成されている。
また、第2の切断用補助線62は、筒状体5の上端縁及び下端縁において、縦方向に所定長さ切り込まれた上下一対の第2の切り目82,82と、この上下一対の第2の切り目82,82の端に連設された第2のミシン目線92と、から構成されている。
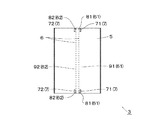
この接着部7は、筒状体5の上端部及び下端部の少なくとも何れか一方に部分的に形成されている。好ましくは、接着部7は、筒状体5の上端部及び下端部の双方に部分的に形成され、より好ましくは、接着部7は、筒状体5の上端部から下端部にかけて形成される。
図示した例では、接着部7は、前記筒状体5の上端部から下端部まで延びる帯状範囲に形成されている。
接着部7の幅(周方向における長さ)は、特に限定されないが、余りに短いと容器2に対して実質的に接着せず、一方、余りに長くてもその効果に優位性がない。このような観点から、接着部7の幅は、2mm〜10mm程度が好ましい。
切断用補助線6が2箇所形成されている場合には、接着部7は、各切断用補助線6の一方側近傍に形成されている。以下、各接着部7を区別するため、その一方を「第1の接着部71」といい、他方を「第2の接着部72」という。
具体的には、第1の接着部71は、筒状体5の上端部から下端部までの帯状範囲であって、第1の切断用補助線61の一方側(第1の切断用補助線61を基準にして、筒状体5の周方向一方側)近傍に部分的に形成されている。
第2の接着部72は、筒状体5の上端部から下端部までの帯状範囲であって、第2の切断用補助線62の他方側(第2の切断用補助線62を基準にして、筒状体5の周方向他方側(前記周方向一方側とは反対側))近傍に部分的に形成されている。
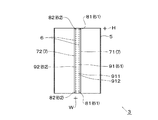
第1及び第2の接着部71,72の縁が第1及び第2の切断用補助線61,62から僅かに離れて形成されていると、例えば、筒状体5に第1及び第2のミシン目線91,92を形成する際に用いられるミシン目刻設用の刃に接着剤が付着することを防止できる。
第1及び第2の接着部71,72の縁が第1及び第2の切断用補助線61,62から僅かに離れている場合、第1及び第2の接着部の縁と第1及び第2の切断用補助線との間の長さWは、10mm以内であり、好ましくは5mm以内であり、より好ましは0.1mm〜2mmである。前記長さWが余りに大きいと、熱収縮性筒状ラベル3の切断時に摘み部を引き出した際、非摘み部が摘み部に追従して外側へ膨れ易くなるからである。
もっとも、第1及び第2の接着部71,72は、筒状体5の上端縁及び下端縁の少なくとも何れか一方から僅かに間隙を開けて形成されていることが好ましく、さらに、筒状体5の上端縁及び下端縁から僅かに間隙を開けて形成されていることがより好ましい。
このように第1及び第2の接着部71,72が筒状体5の上端縁及び下端縁から僅かに間隙を開けて形成されていると、長尺状筒状ラベルを切断する際に不良品が生じることを防止できる。すなわち、熱収縮性筒状ラベル3は、通常、長尺状筒状ラベル(長尺状の熱収縮性フィルムを筒状に形成したもの)をロール状に巻いたロール体の形態で提供され、容器に装着する前に、切断用刃を用いて前記長尺状筒状ラベルを所定長さに切断することによって得られる。この切断箇所が、得られる熱収縮性筒状ラベル3の上下端縁に相当する。そして、熱収縮性筒状ラベル3の上下端縁にまで第1及び第2の接着部71,72が形成されていると、切断用刃の押圧によって筒状ラベルの内面が前記接着部71,72を介して接着し得る。このように内面が部分接着した熱収縮性筒状ラベルは、容器に外嵌する際に開口不良を生じる。この点、上記のように、第1及び第2の接着部71,72が筒状体5の上端縁及び下端縁から僅かに間隙を開けて形成されていると、開口不良を生じない熱収縮性筒状ラベル3を得ることができる。
さらに、第1及び第2の接着部71,72が筒状体5の上端縁及び下端縁から僅かに間隙を開けて形成されていると、装着された熱収縮性筒状ラベル3の上端縁近傍及び下端縁近傍が容器2に接着しないので、筒状体5(熱収縮性筒状ラベル3)の上端縁又は下端縁を摘み易くなる。
前記間隙の長さHは、特に限定されないが、好ましくは10mm以下であり、より好ましくは3mm以下である。前記間隙の長さHの下限は、通常、0.5mm以上である。
感熱性接着剤は、室温では接着性を示さず且つ加熱されることによって接着性を発現しうる接着剤である。感熱性接着剤としては、熱収縮性筒状ラベル3の収縮温度(例えば、80〜100℃程度)で接着力が発現するものを用いることが好ましい。かかる感熱性接着剤を用いれば、熱収縮性筒状ラベル3を熱収縮させるために加える熱で接着剤が活性化し、容器2に接着しえる。
ディレードタック型感熱接着剤は、室温で接着性を示さず、加熱することによって活性化して接着性を示し且つ冷却後長時間に亘ってそれが持続するものであり、グラビアコーティングなどの印刷によって塗工可能な接着剤である。ディレードタック型感熱接着剤としては、例えば、エチレン−酢酸ビニル共重合体、酢酸ビニル−アクリル酸エステル共重合体、合成ゴムなどのベース樹脂に粘着付与剤及び固体可塑剤が配合されたエマルジョン型のものなどが例示される。
パートコート型感熱接着剤は、室温で接着性を示さず、加熱によって接着性を示し、例えば、エチレン−酢酸ビニル共重合体などの熱接着性樹脂と粘着付与剤などを有機溶剤などに溶解又は分散させた溶液を、グラビアコーティングなどの印刷によって塗工可能な接着剤であり、塗工後乾燥して使用するものである。
ホットメルト型接着剤は、常温で接着性を示さず、加熱することによって接着可能となるものであり、加熱溶融することによって塗工可能な接着剤である。ホットメルト型接着剤としては、例えば、エチレン−酢酸ビニル共重合体やエチレンアクリル酸共重合体などのエチレン系樹脂、スチレン−ブタジエンブロック共重合体などのベース樹脂に粘着付与剤などの添加剤が配合されたものが例示される。
例えば、接着部7(第1及び第2の接着部71,72)の容器2に対する接着強度は、好ましくは0.1〜2.5N/15mmであり、より好ましくは0.3〜1.5N/15mmである。かかる接着強度を有する接着部7であれば、摘み部を引き出した際に剥がれず、且つ熱収縮性筒状ラベル3を完全に除去した後、接着剤が容器2に残存することを防止できる。
ただし、上記接着強度は、下記測定方法で測定された値をいう。なお、上記接着強度は、熱収縮性筒状ラベルの内面と容器の外面を接着する接着剤の接着強度を意味しているが、容器の外面形状は、様々な形状が存在する。このため、下記測定方法では、平坦状のフィルムを容器の外面と見なして測定している。
第1被着体(熱収縮性筒状ラベルに相当):横15mm×縦50mmの厚み45μmのポリエチレンテレフタレートフィルム。
第2被着体(容器に相当):横15mm×縦50mmの厚み100μmのポリエチレンテレフタレートフィルム。
第1被着体の裏面の横15mm×縦10mmの範囲に、測定対象となる接着剤を塗工する。第1被着体と第2被着体の縦横を対応させて、第1被着体の裏面を第2被着体の表面に接着剤を介して貼り合わせる。第2被着体を動かないように固定すると共に、第1被着体の下端部に精密万能試験機(島津製作所社製、製品名「島津オートグラフ AGS−50Gロードセルタイプ500N)のチャックを取り付ける(第1被着体の接着部分の下縁とチャックの間の距離は40mmである)。このチャックを引き寄せ、第2被着体に対して約90度方向に第1被着体を引張り(引張り速度:200mm/min。温度:23±2℃。相対湿度:50±5%)、第1被着体が第2被着体から剥離するときの荷重を測定する。ただし、測定は、同一条件で6回行い、6回の荷重の平均値を接着強度とする。
このようにして、熱収縮装着された熱収縮性筒状ラベル3が接着部7を介して容器2に部分的に接着された上記筒状ラベル付き容器1を得ることができる。
このように摘み部Aが外側へ位置ズレする一方で、非摘み部Bが動かないので、摘み部Aと非摘み部B,Bの境界に存する第1及び第2の切り目81,82(切断用補助線6)に引裂力が作用し、前記切り目81,82の端部に引裂起点が生じる。一旦、引裂起点が生じると、事後、摘み部Aを下方に引き出すことにより、実際の切断線が第1及び第2のミシン目線91,92(第1及び第2の切断用補助線61,62)から外れることなく、これに沿って筒状体5を容易に切断できる。
特に、第1及び第2の接着部71,72が、筒状体5の上端部から下端部までの帯状範囲に形成されているので、筒状体5を切断している途中(筒状体5の上下方向中途部)においても筒状体5が容器2から浮き上がらず、第1及び第2のミシン目線91,92に沿って、筒状体5の上端縁から下端縁まで帯状に容易に切り取ることができる。
下記に本発明の熱収縮性筒状ラベル3及び筒状ラベル付き容器1の他の実施形態を示すが、上記実施形態と同様の構成及び効果については説明を省略し、用語及び符号をそのまま援用する場合がある。
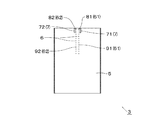
また、特に図示しないが、接着部7は、筒状体5の上端部又は下端部の何れか一方に部分的に形成されていてもよい。好ましくは、接着部7は、筒状体5の上端部に少なくとも形成される。
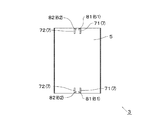
また、図7に示す熱収縮性筒状ラベル3は、接着部7が筒状体5の上端部に部分的に形成されているが、接着部7が筒状体5の上端部から下端部までの帯状範囲に形成されていてもよい。この点は、図8に示す熱収縮性筒状ラベル3の接着部7についても同様である。
例えば、図8に示すように、筒状体5の上端縁に周方向に間隔を開けて第1及び第2の切り目81,82が形成され、且つ筒状体5の下端縁に前記間隔と略同間隔を開けて第1及び第2の切り目81,82が形成されていてもよい。なお、図8に示す熱収縮性筒状ラベル3は、第1及び第2の切り目81,82が筒状体5の上端縁及び下端縁に形成されているが、第1及び第2の切り目81,82が筒状体5の上端縁又は下端縁の何れか一方に形成されていてもよい。好ましくは、第1及び第2の切り目81,82が筒状体5の上端部に少なくとも形成される。
また、特に図示しないが、切断用補助線6がミシン目線のみで構成され、該ミシン目線が筒状体の上端縁から下端縁にまで縦方向に延びて形成されていてもよい。
Claims (4)
- 容器に熱収縮装着可能な筒状体を有し、前記筒状体の端縁から縦方向に延びる切断用補助線が形成された熱収縮性筒状ラベルにおいて、
前記筒状体の上端縁及び下端縁から間隔を開けた前記筒状体の上端部及び下端部の内面であって、前記切断用補助線の一方側近傍に、容器に接着可能な接着部が形成されていることを特徴とする熱収縮性筒状ラベル。 - 前記接着部及び切断用補助線が、筒状体の周方向に間隔を開けて少なくとも2箇所形成されており、
第1の接着部が、第1の切断用補助線の一方側近傍に形成され、且つ、第2の接着部が、第2の切断用補助線の他方側近傍に形成されている請求項1に記載の熱収縮性筒状ラベル。 - 前記接着部が、前記筒状体の上端部及び下端部のみに形成され、且つ、前記切断用補助線が、前記筒状体の上端縁から下端縁まで形成されている請求項1または2に記載の熱収縮性筒状ラベル。
- 請求項1乃至3のいずれか一項に記載の熱収縮性筒状ラベルと、容器と、を有し、前記熱収縮性筒状ラベルが容器に熱収縮装着されており、前記熱収縮性筒状ラベルが、前記接着部にて容器に部分接着されていることを特徴とする筒状ラベル付き容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007331475A JP5154909B2 (ja) | 2007-12-25 | 2007-12-25 | 熱収縮性筒状ラベル、及び筒状ラベル付き容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007331475A JP5154909B2 (ja) | 2007-12-25 | 2007-12-25 | 熱収縮性筒状ラベル、及び筒状ラベル付き容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009154877A JP2009154877A (ja) | 2009-07-16 |
| JP5154909B2 true JP5154909B2 (ja) | 2013-02-27 |
Family
ID=40959326
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007331475A Expired - Fee Related JP5154909B2 (ja) | 2007-12-25 | 2007-12-25 | 熱収縮性筒状ラベル、及び筒状ラベル付き容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5154909B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5552675B2 (ja) * | 2010-02-15 | 2014-07-16 | 株式会社フジシール | ラベル付き容器 |
| KR102095133B1 (ko) * | 2018-12-18 | 2020-03-30 | 박용대 | 보온 보냉된 단열 저장모듈 및 이를 포함하는 단열장치 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0822250A (ja) * | 1994-07-04 | 1996-01-23 | Fuji Seal Co Ltd | 熱収縮性フィルムからなる筒状体 |
| JPH0966966A (ja) * | 1995-08-31 | 1997-03-11 | Fuji Seal Co Ltd | 開封テープを有する包装体及び開封テープを有する包装材 |
| JP4405792B2 (ja) * | 2003-12-10 | 2010-01-27 | 株式会社フジシールインターナショナル | 熱収縮性筒状ラベル |
-
2007
- 2007-12-25 JP JP2007331475A patent/JP5154909B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009154877A (ja) | 2009-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10150891B2 (en) | Shrink films and related combinations and methods | |
| JP6236003B2 (ja) | シュリンクフィルム付き台紙 | |
| US11756453B2 (en) | Tag attachment by shrink film | |
| JP5204981B2 (ja) | 熱収縮性筒状ラベル、及びラベル付き容器 | |
| JP5154909B2 (ja) | 熱収縮性筒状ラベル、及び筒状ラベル付き容器 | |
| JP2001294282A (ja) | ラベル付き容器 | |
| JP6249672B2 (ja) | 包装体 | |
| JP6202913B2 (ja) | ラベル付き容器 | |
| JP2012035898A (ja) | ラベル付き容器 | |
| JP4540110B2 (ja) | 熱収縮性筒状ラベル | |
| JP5052915B2 (ja) | 熱収縮性筒状ラベル、及びラベル付き容器 | |
| JP5552675B2 (ja) | ラベル付き容器 | |
| JP2017052537A (ja) | 筒状ラベル付き容器、及びその製造方法 | |
| KR101136625B1 (ko) | 디스플레이 스트립 | |
| JP6430309B2 (ja) | 熱収縮性ラベル | |
| JP2006030668A (ja) | 断熱性シュリンクラベル、およびラベル付き容器 | |
| JP4931040B2 (ja) | カップ状容器用熱収縮性筒状ラベル | |
| JP6308884B2 (ja) | 包装体及びシュリンクフィルム付き台紙 | |
| JP4498832B2 (ja) | シュリンク包装材、シュリンク包装材の製造方法及びシュリンク包装材の製造装置 | |
| JP6345484B2 (ja) | 包装体 | |
| JP2016009148A (ja) | 筒状ラベル及びラベル付き容器 | |
| KR20190101968A (ko) | 통상 용기 및 그 제조 방법 | |
| JP6591836B2 (ja) | 表示ラベル付き熱収縮性筒状ラベル、及びラベル付き容器 | |
| JP2013203459A (ja) | シュリンクフィルム及び台紙付きシュリンクフィルム並びに包装体 | |
| JP4363028B2 (ja) | ボトル開栓キャップ用ホールドツール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101104 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120614 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120622 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120809 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121206 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151214 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5154909 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151214 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |