JP5145200B2 - 部品実装装置および部品実装方法 - Google Patents
部品実装装置および部品実装方法 Download PDFInfo
- Publication number
- JP5145200B2 JP5145200B2 JP2008308283A JP2008308283A JP5145200B2 JP 5145200 B2 JP5145200 B2 JP 5145200B2 JP 2008308283 A JP2008308283 A JP 2008308283A JP 2008308283 A JP2008308283 A JP 2008308283A JP 5145200 B2 JP5145200 B2 JP 5145200B2
- Authority
- JP
- Japan
- Prior art keywords
- mounting
- order
- component mounting
- component
- electronic components
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 39
- 238000004364 calculation method Methods 0.000 claims description 95
- 238000009826 distribution Methods 0.000 claims description 16
- 238000004458 analytical method Methods 0.000 description 15
- 238000001179 sorption measurement Methods 0.000 description 2
- 238000003491 array Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images














Landscapes
- Supply And Installment Of Electrical Components (AREA)
Description
この種の部品実装装置においては、電子部品の実装効率をさらに高くすることができるように、パーツフィーダの配列や電子部品の実装順序などについて最適化が図られている。
しかし、このように前記第1の演算順序と前記第2の演算順序との両方で演算を行うと、演算に要する時間が著しく長くなり、生産性が低下することになる。
したがって、演算時間がそれほど長くなることなく、高い実装効率が得られるようにパーツフィーダの最適な配列と電子部品の最適な実装順序とを決めることが可能な部品実装装置を提供することができる。
したがって、この発明によれば、演算時間がそれほど長くなることなく、高い実装効率が得られるようにパーツフィーダの最適な配列と電子部品の最適な実装順序とを決めることが可能な部品実装方法を提供することができる。
以下、本発明に係る部品実装装置および部品実装方法の一実施例を図1〜図16によって詳細に説明する。
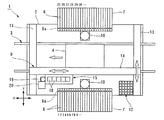
図1および図2に示す部品実装装置1は、基台2の上で図1において左右方向(以下、この方向を単に「X方向」という)に延在するコンベア3を備えている。なお、この実施例においては、図1において下側を部品実装装置1の前側といい、図1において上側を部品実装装置1の後側という。
前記コンベア3は、プリント配線板4をX方向に(例えば図1において右側から左側に)移動させるためのものである。このコンベア3の動作は、部品実装装置1の後述するコントローラ5(図3参照)によって制御される。
前記多数のテープフィーダ6は、多数の電子部品Pを収納したテープ(図示せず)をY方向に送り、部品吸着部6a(図1参照)に位置決めする構造のもので、基台2の上にフィーダベース7を介して着脱可能に装填されている。これらのテープフィーダ6の動作は、後述するコントローラ5によって制御される。
前記ノズル交換ステーション12は、従来からよく知られたものが用いられており、部品実装装置1の前側であってX方向の一端部に配設されている。
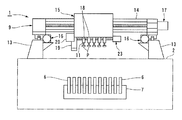
これらの吸着ヘッド18の下端部には、電子部品Pを吸着するための吸着ノズル11がそれぞれ着脱可能に取付けられている。
前記複数の吸着ヘッド18に装着された複数の吸着ノズル11どうしの間隔は、上述したテープフィーダ6のセット位置どうしの間隔と同一の間隔に設定されている。なお、部品実装装置の中には、吸着ノズル11どうしの間隔と前記セット位置どうしの間隔とが一致しないものもある。
前記上部カメラ20は、プリント配線板4の位置決め用マーク(図示せず)やテープフィーダ6上の電子部品Pなどを上方から撮像するためのもので、ヘッドユニット15に固定されている。
この実施例によるコントローラ5は、ネットワーク39を介して後述するデータ作成装置8に接続されており、実装に必要なデータをデータ通信によってデータ作成装置8から受け取ることができるように構成されている。
演算処理部41は、CPUからなり、実装プログラム記憶手段42に記憶されているプリント配線板に電子部品を実装する際の実装情報{図4(A)参照}と部品情報{図4(B)参照}とに基づいてプリント配線板4上の各部品実装位置毎に最適な実装順序、使用する吸着ノズル11や吸着ヘッド18などを決定するとともに、テープフィーダ6の最適な配列を決める。
前記プリント配線板4の固有の数値は、プリント配線板4上の各電子部品Pの実装位置を特定するためのランドパターン名と、このランドパターン名に該当する部品実装位置のプリント配線板4上の位置を示す座標Xおよび座標Yと、この部品実装位置に実装される電子部品Pの角度Rと、この部品実装位置に実装される電子部品Pを特定するための部品番号である。
ここで、前記データ作成プログラムの構成を図5〜図8に示すフローチャートによって説明する。
解析値S=μX+KXσX+μY+KYσY……(1)
解析値が設定値未満であるときは、プリント配線板4に電子部品Pを実装するときのヘッドユニット15の移動距離が相対的に短くなり、解析値が設定値以上であるときは、実装時のヘッドユニット15の移動距離が相対的に長くなると考えられる。
すなわち、図8に示すフローチャートのステップ401に示すように、プリント配線板4上の全ての部品実装位置(実装点)に電子部品Pを実装するに当たって、ヘッドユニット15の移動距離の総和が最短になるように、実装順序と使用する吸着ヘッド18とを決定する。
図12に示す例においては、全ての部品実装位置を最短距離でいわゆる一筆書き状に接続するように実装順序が決められる。
図13に示す例においては、全ての部品実装位置を最短距離でいわゆる一筆書き状に接続するとともに、吸着ノズル11の交換回数が最小になるように実装順序が決められる。
前記第1の条件とは、吸着ノズル11の交換回数を可及的少なくすることである。
前記第2の条件とは、全ての電子部品Pを認識カメラ10によって認識することである。
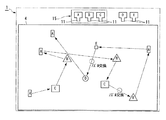
すなわち、先ず、図9に示すフローチャートのステップ501において、多数のテープフィーダ6の中から任意の1台のテープフィーダ6(F)を選択する。次に、この選択されたテープフィーダ6(F)の電子部品Pが実装されるプリント配線板4上の全ての部品実装位置の平均座標{AV(F)}を算出する(ステップ502)。そして、残存している空きセット位置のうち、前記平均座標{AV(F)}に最も近接する位置にあるセット位置に前記選択されたテープフィーダ6(F)を配置する(ステップ503)。
図16に示すプリント配線板4を使用する場合は、電子部品A〜E用のテープフィーダ6が使用される。図9のステップ501でたとえば電子部品Bを供給するためのテープフィーダ6が選択された場合、ステップ502において、プリント配線板4上にある3箇所の電子部品B用の部品実装位置の平均座標AV(B)が求められる。
図16は、電子部品A用のテープフィーダ6が2番目に選択され、以下順に電子部品E、電子部品D、電子部品Cの順で選択された場合を示している。
図5のステップ109においては、上述したステップ105〜108で求められた実装情報(部品実装位置毎の実装順序、使用ノズル番号、使用ヘッド番号)と部品情報(フィーダ位置)とがデータ作成装置8の実装プログラム記憶手段42に書き加えられる。その後、この実装プラグラム記憶手段42に記憶されている実装情報の全てのデータと、部品情報の全てのデータとが部品実装装置1の実装プログラム記憶手段32に読み込まれ、部品実装装置1において実際の実装動作が開始される。
したがって、この実施例によれば、演算時間がそれほど長くなることなく、高い実装効率が得られるようにテープフィーダ6の最適な配列と電子部品Pの最適な実装順序とを決めることが可能な部品実装装置を提供することができる。
したがって、この実施例によれば、演算時間がそれほど長くなることなく、高い実装効率が得られるようにパーツフィーダの最適な配列と電子部品Pの最適な実装順序とを決めることが可能な部品実装方法を提供することができる。
テープフィーダ6の配列や電子部品Pの実装順序を演算によって求めるときの所要時間は、1枚のプリント配線板4に形成されている部品実装位置の総数(実装点数)に対応して増減する。このため、実装点数が相対的に少なく、前記演算の結果を得るために必要な時間が相対的に短くなると予測できる場合は、図17のフローチャートに示すように、テープフィーダ6の配列の決定を優先する演算順序で演算を行った結果と、電子部品Pの実装順序を優先する演算順序で演算を行った結果とを比較し、実装効率が高くなる演算結果を採用することができる。
次に、ステップ113において、前記ステップ112で算出したテープフィーダ6の配列に基づいて電子部品Pの最適な実装順序を算出する。すなわち、ステップ113においては、図5に示すフローチャートのステップ106で実施する処理と同一の処理を行う。
このヘッドユニット15の移動距離は、ステップ114において、データ作成装置8の実装プログラム記憶手段42に保存する。
この結果、この実施例によれば、大量の電子部品Pを速く実装することが可能な、生産状況に適合した部品実装装置を提供することができる。
この構成を採ることにより、プリント配線板4上における部品実装位置の分布する範囲の大きさを簡単な演算によって求めることができるから、例えば画像処理によって求める場合に較べて所要時間が短くてよいし、上部カメラ20を使用する必要もない。したがって、テープフィーダ6の最適な配列と電子部品Pの最適な実装順序とを短時間にかつ容易に求めることが可能になる。
したがって、使用するプリント配線板4に対応させて、テープフィーダ6の最適な配列と電子部品Pの最適な実装順序とを短時間にかつ容易に求めることが可能になる。
Claims (6)
- 電子部品を供給する多数のパーツフィーダと、
これらのパーツフィーダ上の電子部品を吸着ノズルに吸着させてプリント配線板の部品実装位置に実装する部品移動装置と、
前記パーツフィーダの最適な配列を演算によって求める配列決定部と、
前記電子部品の最適な実装順序を演算によって求める実装順序決定部とを備え、
前記配列決定部によって求められた配列とされたパーツフィーダの電子部品を、前記実装順序決定部によって求められた実装順序でプリント配線板に実装する部品実装装置において、
前記プリント配線板上における前記部品実装位置の分布する範囲の大きさが予め定めた値未満である場合は、前記配列決定部が求めたパーツフィーダの配列に基づいて前記実装順序決定部が電子部品の実装順序を求め、前記範囲の大きさが前記値以上である場合は、前記実装順序決定部が求めた電子部品の実装順序に基づいて前記配列決定部がパーツフィーダの配列を求めるように前記配列決定部と実装順序決定部との演算順序を設定する演算順序設定部を備えている部品実装装置。 - 請求項1記載の部品実装装置において、前記演算順序設定部による演算順序の設定は、前記プリント配線板に実装される電子部品の総数が予め定めた数以上であるときに行われる部品実装装置。
- 請求項1記載の部品実装装置において、前記演算順序設定部は、前記プリント配線板に実装される電子部品の総数が予め定めた数未満である場合、前記配列決定部がパーツフィーダの配列を求めた後にこの配列に基づいて前記実装順序決定部が電子部品の実装順序を求める演算と、前記実装順序決定部が電子部品の実装順序を求めた後にこの実装順序に基づいて前記配列決定部がパーツフィーダの配列を求める演算とを行い、
これらの演算の結果を比較して実装効率が高くなる一方の演算順序を採用する部品実装装置。 - 請求項1ないし請求項3のうちいずれか一つに記載の部品実装装置において、前記プリント配線板上における前記部品実装位置の分布する範囲の大きさは、前記部品実装位置のプリント配線板上における座標の最大値と最小値との差に基づいて求められている部品実装装置。
- 請求項1ないし請求項3のうちいずれか一つに記載の部品実装装置において、前記プリント配線板上における前記部品実装位置の分布する範囲の大きさは、前記部品実装位置のプリント配線板上における座標の平均値と標準偏差とに基づいて求められている部品実装装置。
- 電子部品を供給する多数のパーツフィーダの最適な配列を求める工程と、
前記パーツフィーダ上の電子部品を吸着ノズルに吸着させてプリント配線板の部品実装位置に実装するときの最適な実装順序を求める工程と、
最適な配列のパーツフィーダの電子部品を最適な実装順序でプリント配線板に実装する工程とを有する部品実装方法において、
前記プリント配線板上における前記部品実装位置の分布する範囲の大きさが予め定めた値未満である場合は、パーツフィーダの最適な配列を求めた後にこの配列に基づいて電子部品の最適な実装順序を求め、
前記範囲の大きさが前記値以上である場合は、電子部品の最適な実装順序を求めた後にこの実装順序に基づいてパーツフィーダの最適な配列を求める部品実装方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008308283A JP5145200B2 (ja) | 2008-12-03 | 2008-12-03 | 部品実装装置および部品実装方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008308283A JP5145200B2 (ja) | 2008-12-03 | 2008-12-03 | 部品実装装置および部品実装方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010135463A JP2010135463A (ja) | 2010-06-17 |
| JP5145200B2 true JP5145200B2 (ja) | 2013-02-13 |
Family
ID=42346477
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008308283A Active JP5145200B2 (ja) | 2008-12-03 | 2008-12-03 | 部品実装装置および部品実装方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5145200B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5535032B2 (ja) * | 2010-10-27 | 2014-07-02 | 株式会社日立ハイテクインスツルメンツ | 部品装着システム、部品装着設定装置、部品装着設定プログラム、及び部品装着方法 |
| JP5861037B2 (ja) * | 2012-06-08 | 2016-02-16 | パナソニックIpマネジメント株式会社 | 部品実装装置及び部品実装方法 |
| JP6139948B2 (ja) * | 2013-04-05 | 2017-05-31 | ヤマハ発動機株式会社 | 部品実装装置 |
| JP6341926B2 (ja) * | 2013-10-21 | 2018-06-13 | 株式会社Fuji | 実装装置及び管理装置 |
| EP3768059A4 (en) * | 2018-03-13 | 2021-03-03 | Fuji Corporation | ASSEMBLY DEVICE, INFORMATION PROCESSING METHODS, AND ASSEMBLY METHODS |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3476485B2 (ja) * | 1992-09-11 | 2003-12-10 | 松下電器産業株式会社 | 部品の実装順序決定方法 |
| JPH08167796A (ja) * | 1994-12-15 | 1996-06-25 | Matsushita Electric Ind Co Ltd | 電子部品実装方法 |
| JPH0951198A (ja) * | 1995-08-07 | 1997-02-18 | Matsushita Electric Ind Co Ltd | 実装データ作成方法 |
| JP3504394B2 (ja) * | 1995-09-08 | 2004-03-08 | 松下電器産業株式会社 | 部品配列のデータ作成方法 |
| JP2000312094A (ja) * | 1999-04-28 | 2000-11-07 | Matsushita Electric Ind Co Ltd | 電子部品実装の最適化方法 |
-
2008
- 2008-12-03 JP JP2008308283A patent/JP5145200B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010135463A (ja) | 2010-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5683006B2 (ja) | 部品実装装置、情報処理装置、情報処理方法及び基板製造方法 | |
| JP5145200B2 (ja) | 部品実装装置および部品実装方法 | |
| CN106391397A (zh) | 一种喷胶装置及边框轨迹的确定方法 | |
| KR20000011720A (ko) | 전자부품의실장방법 | |
| US11363751B2 (en) | Mounting order determination device, mounting order examination device, mounting order determination method, and mounting order examination method | |
| JP2007012929A (ja) | 表面実装機の干渉チェック方法、干渉チェック装置、同装置を備えた表面実装機、及び実装システム | |
| JP5775807B2 (ja) | 情報提供装置、情報提供方法および部品実装システム | |
| JP2008141183A (ja) | 部品実装方法 | |
| JP5331859B2 (ja) | 実装基板製造システムおよび実装基板の製造方法 | |
| JP4995745B2 (ja) | 部品実装装置 | |
| JP2012134303A (ja) | 電子部品装着装置、および、電子部品装着方法 | |
| JPH09312494A (ja) | 実装機の部品供給方法 | |
| JP5064758B2 (ja) | データ作成装置および表面実装機 | |
| JP2008277772A (ja) | 基板製造方法 | |
| JP4804402B2 (ja) | 部品実装順序決定方法 | |
| JP6043993B2 (ja) | 部品実装装置、情報処理装置、情報処理方法及び基板の製造方法 | |
| JP4954698B2 (ja) | 表面実装機および表面実装機の制御方法 | |
| JP2011023616A (ja) | 部品実装方法および部品実装装置 | |
| JP5768173B2 (ja) | 部品実装方法および部品実装装置 | |
| JP2007109893A (ja) | 部品実装順序決定方法 | |
| JP4521982B2 (ja) | 電子素子実装装置およびフィーダバンク | |
| JP7319264B2 (ja) | 制御方法、電子部品装着装置 | |
| JP7186519B2 (ja) | バックアップ装置における一時保管領域位置決定方法および一時保管領域位置決定装置 | |
| JP2008218538A (ja) | 電子部品実装システムおよび電子部品実装方法 | |
| JP5622886B2 (ja) | 部品実装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110628 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121025 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121106 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121126 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151130 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5145200 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |