JP5129727B2 - ボイラ火炉蒸発管の検査装置および検査方法 - Google Patents
ボイラ火炉蒸発管の検査装置および検査方法 Download PDFInfo
- Publication number
- JP5129727B2 JP5129727B2 JP2008296531A JP2008296531A JP5129727B2 JP 5129727 B2 JP5129727 B2 JP 5129727B2 JP 2008296531 A JP2008296531 A JP 2008296531A JP 2008296531 A JP2008296531 A JP 2008296531A JP 5129727 B2 JP5129727 B2 JP 5129727B2
- Authority
- JP
- Japan
- Prior art keywords
- tube
- evaporation
- boiler furnace
- thinning
- displacement sensor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- HQNIZXDLQDLYTO-UHFFFAOYSA-N CC(CC1NCC1)=C Chemical compound CC(CC1NCC1)=C HQNIZXDLQDLYTO-UHFFFAOYSA-N 0.000 description 1
Images








Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/02—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness
- G01B11/06—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness for measuring thickness ; e.g. of sheet material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F22—STEAM GENERATION
- F22B—METHODS OF STEAM GENERATION; STEAM BOILERS
- F22B37/00—Component parts or details of steam boilers
- F22B37/002—Component parts or details of steam boilers specially adapted for nuclear steam generators, e.g. maintenance, repairing or inspecting equipment not otherwise provided for
- F22B37/003—Maintenance, repairing or inspecting equipment positioned in or via the headers
- F22B37/005—Positioning apparatus specially adapted therefor
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/952—Inspecting the exterior surface of cylindrical bodies or wires
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Biochemistry (AREA)
- General Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Thermal Sciences (AREA)
- General Health & Medical Sciences (AREA)
- High Energy & Nuclear Physics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Optical Radar Systems And Details Thereof (AREA)
Description
また、超音波による肉厚計測では、定量性はあるものの、点計測であり、ある定点における肉厚を計測するため、蒸発管の周方向の腐食状態を測定するには適さない。
該特許文献1には、図15に示すように、ボイラ内に横置きに設置された伝熱管群は、伝熱管バンク02と、伝熱管キャビティ部03とからなり、伝熱管バンク02と伝熱管キャビティ部03との間に検査装置04が設置され、該検査装置04は本体05と、本体05に設けられ伝熱管バンク02内に挿入されるフレキシブルアーム06と、該フレキシブルアーム06の先端に取り付けられた先端固定具07と、フレキシブルアーム06に設けられた案内機構08に沿って上下方向に移動自在な光学的検知センサからなる検査ユニット09と、を備えている。
さらに、特許文献1には、検査ユニット09が伝熱管010に対して非接触で肉厚測定できることが示されているにとどまり、具体的な伝熱管の肉厚算出手法、さらに減肉量の算出について示されていない。
そして、炉壁の蒸発管にマグネットによって固定されるため、固定を確実にすることができる。さらに、計測が必要な位置への移動が容易となるため、計測が必要な個所を効率的に計測できる。
また、基準位置算出手段によって、表面形状の基準位置を算出して、該基準位置を基に表面形状の測定結果と設計基準形状とを重ね合わせるため、差分を精度よく算出できその結果減肉量を精度良く算出できる。
かかる構成によれば、変位センサから得られる表面形状は、計測時の変位センサの振動、さらに初期の設置状態での傾きによって、測定結果として表面形状が傾いたり、上下に移動する場合があるが、前記基準位置を測定結果のデータから算出して、該基準位置を減肉の無い基準形状の基準位置に相当する位置に合致するように、蒸発管の周方向の傾き、および上下位置関係を補正することで、重ね合わせを精度良く行え、計測誤差を低減できる。
また、初期の設置状態によって左右に移動して変位センサが蒸発管に対して平行に走らなかった場合でも、同様にして蒸発管の左右位置関係を補正することで、重ね合わせを精度良く行え、計測誤差を低減できる。さらに、平行でなくても計測誤差を低減できるため、設置の時間が大幅に短縮される。
なお、蒸発管の減肉量が軽微の場合には測定結果と減肉の無い基準形状の重ね合わせによる差分の算出誤差は少なく検査誤差は少ないが、減肉量が大きくなるとフィンも減肉するため、減肉量が大きくなった場合にはフィンの肉厚を測定してフィンの表面位置も補正する必要がある。
従来の変位センサが取り付けられたセンサヘッドは、スリット幅と焦点距離が決まっており、足場レベルの検査を行うにはスリット幅が狭い焦点距離が短いものを用い、スキャン回数を増やしていたが、上述したかかる構成によれば、スキャン装置が設置されるボイラ火炉の足場との距離が短い蒸発管へ照射する場合でも、焦点距離を短くすることで管1本分をレーザにてスキャン可能なため、スキャン回数が減り検査効率が向上する。
すなわち、測定結果のデータから基準位置を算出して、該基準位置を減肉の無い基準形状の基準位置に相当する位置に合致するように、蒸発管の周方向の傾き、および上下左右位置関係を補正することで、重ね合わせを精度良く行え、計測誤差を低減できる。
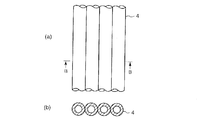
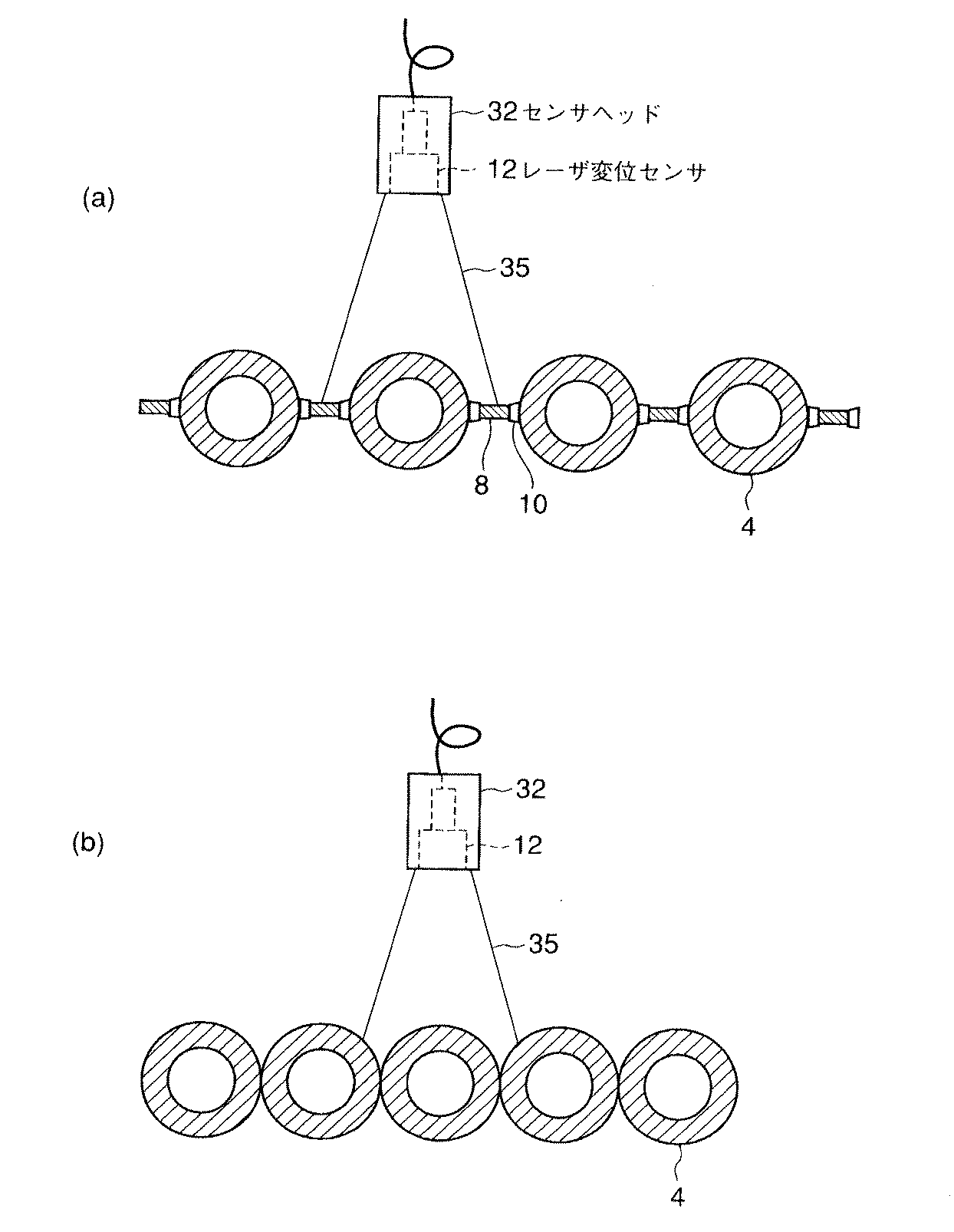
フィン8は、蒸発管4の軸方向に沿って延びる板状部材であり、両側端が蒸発管4に該蒸発管4の直径方向位置で溶接金属10によって溶接され、複数の蒸発管4が整列された状態でボイラ火炉1の壁面3を形成するように構成されている。
また、図3は蒸発管4の他の例であり、複数の蒸発管4は、上下端部が固定されたバラ管で隣の蒸発管4とは直径方向位置で接触するように配設され、ボイラ火炉1の壁面3の内壁に沿って設置される。
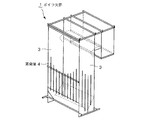
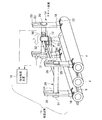
この検査装置11は、蒸発管4の表面形状を非接触式で測定するためのレーザ変位センサ12を支持するとともに、該レーザ変位センサ12を蒸発管4の軸方向に移動させるスキャン装置14と、レーザ変位センサ12からの測定信号を処理して減肉量、残管肉厚を算出して腐食状態を判定する信号処理装置16とからなっている。
そして、一方の蒸発管4の支柱20と、他方の蒸発管4の支柱20とを繋ぐように梁24、24を架設し、該梁24、24にレール26の両端部が取り付けられている。この梁24、24およびレール26によって、レーザ変位センサ12を支持する支持枠28を形成している。
なお、図5(a)は、フィン8によって蒸発管4が接続されている場合のレーザスリットの照射状態を示し、図5(b)は、蒸発管4がフィンによって接続されずにバラ管で隣の蒸発管4とは接触して配設される場合のレーザスリットの照射状態を示す。
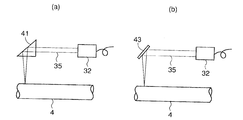
そこで、図6(a)(b)に示すようにレーザ光35の焦点距離を短くする焦点距離短縮手段を用いる。焦点距離短縮手段として、図6(a)ではプリズム41を備え、センサヘッド32を内在するレーザ変位センサで生成されるレーザ光35をプリズム41内に通過させて焦点距離を短くする。
従来の変位センサが取り付けられたセンサヘッドは、スリット幅と焦点距離が決まっており、足場レベルの検査を行うにはスリット幅が狭い焦点距離が短いものを用い、スリット幅が狭いことからスキャン回数を増やして対応していた。しかし、図6(a)(b)に示す焦点距離短縮手段を用いることにより、足場との距離が短い蒸発管4へ照射する場合でも、管1本分をレーザにてスキャン可能なため、スキャン回数が減り検査効率が向上する。
そして、モータ33によって、蒸発管4の軸方向に沿ってレーザを照射しながらレーザ変位センサ12をスキャンして、センサヘッド32のストローク範囲内(例えば300〜500mmの範囲)の表面形状データを測定する。この際にエンコーダ36によって一定の移動距離(例えば1〜2mm)毎42に表面形状データを取得可能になっている。
この信号処理装置16の全体構成を、図7に示す。レーザ変位センサ12からの変位計測データと、エンコーダ36からの位置情報とが、コントローラ40に入力され、一定距離(例えば1〜2mm)毎の変位計測データを距離情報とともにPC(検査作業者のパソコン)42内にメモリするとともに、画面上に表示する。
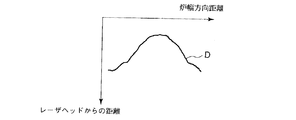
まず、ステップS1でスタートすると、ステップS2で位置情報に関連づけられた変位データを取得する。変位データは図9に示すように火炉幅方向距離を横軸にとり、センサヘッド32の位置からの変位として蒸発管4の表面形状データDが取得される。
そして、ステップS3で、基準位置算出部46によって前記取得された表面形状から蒸発管4の部分、溶接金属10の部分、フィン8の部分の認識を行う。
これらの位置を計測データから求めるには、山形の表面形状の曲線を1階微分して傾きを算出して求めることができる。
さらに、傾きのピーク値はプラス側、マイナス側それぞれに2個所現れ、横軸方向で最初のピーク値の位置はフィン8から溶接金属10への変化部であり、2度目のピーク値位置(3)は、溶接金属10から蒸発管4への変化部であり、この位置(3)を溶接金属10と蒸発管4との境界位置Pとして判定でき、(3)〜(4)が蒸発管4の表面部分であると分かる。
また、計測データから求められた山形の表面形状の曲線を1階微分して傾きを算出して、変曲点を利用して、フィン8の位置、溶接金属10と蒸発管4との境界位置Pを求めることができるため、基準位置の算出が確実になり減肉量の算出精度が向上する。
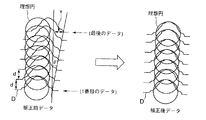
さらに、計測データから求めたフィンの位置(1)、(6)、または境界位置(3)(4)の位置が、設計データ等の減肉の無い基準形状のフィン位置または境界位置とずれている場合には、図11(a)に示すように上下方向にH移動して一致させる補正をする。なお図11(a)、(b)において点線が補正前、実線が補正後の形状位置を示す。
また、初期の設置状態によって左右に移動してレーザ変位センサ12が蒸発管4に対して平行に走らなかった場合でも、同様にして蒸発管4の左右位置関係を補正することで、重ね合わせを精度良く行え、計測誤差を低減できる。さらに、平行でなくても計測誤差を低減できるため、設置の時間が大幅に短縮される。
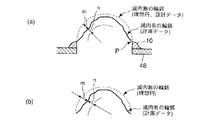
蒸発管4が図13(a)のように湾曲した湾曲管45は、その湾曲した凹部と、起点と終点を結ぶ基準高さとのあいだに隙間があるため、評価される減肉量は大きな誤差を含んだものになる。よって、湾曲した凹部を起点と終点を結ぶ基準高さまでかさ上げする補正を行う。
そのため、湾曲した凹部を起点と終点を結ぶ基準高さまでかさ上げする補正をするためには、近似曲線が必要である。まず、図13(b)のように、湾曲管45の管頂部のデータを得る。管頂部のデータは、レーザ変位センサによって得られる表面形状データから溶接金属とフィンとの境界位置、詳しくは図10(a)の溶接金属とフィンとの境界位置(3)(4)の中点から得ることができる。この管頂部データを管断面で複数取得し、最小2乗法による近似を行う。ここでは、例として近似関数が2次関数の場合を説明する。
算出する。ここでは、n=3とする。
なお、本実施形態では蒸発管はフィンと溶接されているため、左右方向への変形は小さく、前後方向の変形を考えれば良い。
この重ね合わせの際には、フィン8の表面位置(1)、(6)、または溶接金属10と蒸発管4との境界位置(3)、(4)を基準にして行う。
フィンなし構造の蒸発管4の場合には、計測データから最外位置間を直径とする理想円を描き、該理想円を重ね合わせて比較する。
また、管頂部1個所を超音波肉厚計測装置によって測定し、減肉量を算出後、その値を上下方向の補正値として使用することもできる。
この減肉基準値は、プラント情報データベース56に蓄積されている蒸発管4の設計肉厚(減肉無しの肉厚T1)と、設計要求肉厚(設計上要求される肉厚T2)とに基づいて設定(T1−T2)されており、該減肉基準値に達している場合には表示部54によって計測結果を画面表示する際に計測個所を赤色として表示する等の色分け表示を行うようにして作業者、プラント管理者に注意を促す。
このステップS15のアウトプットも前記ステップS11と同様に設計要求肉厚に達している場合には表示部54によって計測結果を画面表示する際に計測個所を赤色として表示する等の色分け表示を行う。
また、実際の蒸発管4においては製造誤差を加味して内径側に設計肉厚より2〜3%の余肉をもって製造されているため、設計要求肉厚T2を基準に判定しても、余裕をもった腐食の危険状態の判断ができる。
4 蒸発管
8 フィン
11 検査装置
14 スキャン装置
12 レーザ変位センサ
16 信号処理装置
18 軽量マグネット(マグネット)
20 支柱(脚部)
28 支持枠
29 上下調整つまみ部(調整機構)
31 左右調整つまみ部(調整機構)
32 センサヘッド
33 モータ
34 移動機構
44 減肉評価手段
46 基準位置算出部
48 補正部
50 減肉量算出部
52 残管肉厚算出部
54 表示部
56 プラント情報データベース
Claims (9)
- ボイラ火炉の内壁面に沿って上下方向に伸びて隣接配置された複数の蒸発管の減肉状態を検査するボイラ火炉蒸発管の検査装置において、
前記蒸発管の表面にマグネットによって立設固定される脚部と、該脚部に固定されて前記蒸発管の表面へ照射するレーザを生成する変位センサを支持する支持枠と、該支持枠に対して前記変位センサを蒸発管の軸方向に移動せしめる移動機構と、前記変位センサからの信号を基に蒸発管の断面の表面形状を測定し、該表面形状の測定結果と減肉の無い基準形状との差分から蒸発管の減肉量を算出して減肉状態を評価する減肉評価手段とを備え、
前記減肉評価手段には、表面形状の測定結果と減肉の無い基準形状とを重ね合わせる際の基準位置を算出する基準位置算出部を備え、
前記基準位置算出部は、前記測定結果の表面形状の曲線を1階微分して傾きを算出し、該傾きに基づいて前記基準位置を求める
ことを特徴とするボイラ火炉蒸発管の検査装置。 - 前記支持枠は複数本の前記脚部によって支持され、支持枠は脚部の立設方向およびその立設方向に直角方向に移動可能に前記脚部に取り付けられて前記変位センサの蒸発管に対する位置を調整可能にする調整機構を備えていることを特徴とする請求項1記載のボイラ火炉蒸発管の検査装置。
- 前記減肉評価手段には、前記重ね合わせる際に前記変位センサからの信号による表面形状の傾きおよび上下左右位置を補正する補正部を備えたことを特徴とする請求項1記載のボイラ火炉蒸発管の検査装置。
- 前記基準位置は隣接する蒸発管を連結するために径方向に突設されるフィンの位置であることを特徴とする請求項1記載のボイラ火炉蒸発管の検査装置。
- 前記基準位置は隣接する蒸発管の接触または最近接位置であることを特徴とする請求項1記載のボイラ火炉蒸発管の検査装置。
- 前記蒸発管の表面へ照射するレーザを生成する変位センサと蒸発管の間に、該蒸発管の表面へ照射するレーザの焦点距離を短くする焦点距離短縮手段を備えたことを特徴とする請求項1記載のボイラ火炉蒸発管の検査装置。
- ボイラ火炉の内壁面に沿って上下方向に伸びて隣接配置された蒸発管の減肉状態を検査するボイラ火炉蒸発管の検査方法において、
前記蒸発管の表面にレーザを照射する変位センサからの信号を基に蒸発管の断面の表面形状を測定し、該表面形状の測定結果の曲線を1階微分して傾きを算出し、該傾きに基づいて基準位置を求め、前記表面形状の測定結果と減肉の無い基準形状との差分を、表面形状の基準位置を基準として重ね合わせて算出し、該差分から蒸発管の減肉量を算出して減肉状態を評価することを特徴とするボイラ火炉蒸発管の検査方法。 - 前記重ね合わせる際に、前記変位センサからの信号による表面形状の傾きおよび上下左右位置を補正して重ね合わせることを特徴とする請求項7記載のボイラ火炉蒸発管の検査方法。
- 前記算出された減肉量を設計肉厚から減算して残管肉厚を求め、該残管肉厚が設計要求肉厚を満たすか否かによって残管肉厚を評価することを特徴とする請求項8記載のボイラ火炉蒸発管の検査方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008296531A JP5129727B2 (ja) | 2008-01-31 | 2008-11-20 | ボイラ火炉蒸発管の検査装置および検査方法 |
| CN200980146256.0A CN102216728B (zh) | 2008-11-20 | 2009-07-09 | 用于锅炉中的蒸发管的检查装置和检查方法 |
| PCT/JP2009/062843 WO2010058624A1 (ja) | 2008-11-20 | 2009-07-09 | ボイラ火炉蒸発管の検査装置および検査方法 |
| US13/129,503 US8786867B2 (en) | 2008-01-31 | 2009-07-09 | Inspection device and inspection method for boiler furnace water wall tubes |
| MX2011005273A MX2011005273A (es) | 2008-11-20 | 2009-07-09 | Dispositivo de inspeccion y metodo de inspeccion para tubos de pared de agua de horno de hervidor. |
| TW098125258A TW201020490A (en) | 2008-11-20 | 2009-07-27 | Inspection device and inspection method for evaporation pipe in boiler furnace |
| SA109300576A SA109300576B1 (ar) | 2008-11-20 | 2009-09-26 | جهاز وطريقة فحص لأنابيب جدار مائي لفرن مرجل |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008020170 | 2008-01-31 | ||
| JP2008020170 | 2008-01-31 | ||
| JP2008296531A JP5129727B2 (ja) | 2008-01-31 | 2008-11-20 | ボイラ火炉蒸発管の検査装置および検査方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009204604A JP2009204604A (ja) | 2009-09-10 |
| JP5129727B2 true JP5129727B2 (ja) | 2013-01-30 |
Family
ID=41147010
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008296531A Expired - Fee Related JP5129727B2 (ja) | 2008-01-31 | 2008-11-20 | ボイラ火炉蒸発管の検査装置および検査方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US8786867B2 (ja) |
| JP (1) | JP5129727B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20250123608A (ko) | 2024-02-08 | 2025-08-18 | 한국전력공사 | 보일러 튜브 검사장치 및 방법 |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010058624A1 (ja) * | 2008-11-20 | 2010-05-27 | 三菱重工業株式会社 | ボイラ火炉蒸発管の検査装置および検査方法 |
| JP5129727B2 (ja) | 2008-01-31 | 2013-01-30 | 三菱重工業株式会社 | ボイラ火炉蒸発管の検査装置および検査方法 |
| JP5199960B2 (ja) * | 2009-07-30 | 2013-05-15 | 三菱重工業株式会社 | ボイラ火炉蒸発管の検査装置および検査方法 |
| US9121697B2 (en) | 2010-02-10 | 2015-09-01 | Komatsu Ltd. | Wear amount measuring device, wear amount measuring method, wear amount measuring program and storage medium |
| JP5591054B2 (ja) * | 2010-10-04 | 2014-09-17 | 三菱重工業株式会社 | 伝熱管又は蒸発管の減肉状態監視装置 |
| JP5972527B2 (ja) | 2010-10-04 | 2016-08-17 | 三菱重工業株式会社 | 伝熱管内面又は蒸発管内面の減肉状態監視装置 |
| US9273990B1 (en) * | 2011-09-11 | 2016-03-01 | The Boeing Company | Aircraft repair fixture |
| US9485473B2 (en) * | 2012-09-13 | 2016-11-01 | Alstom Technology Ltd | Method and system for determining quality of tubes |
| PL2708844T3 (pl) * | 2012-09-13 | 2021-10-11 | General Electric Technology Gmbh | Sposób i system określania jakości rur |
| US9435749B2 (en) * | 2013-03-13 | 2016-09-06 | Alcoa Inc. | System and method for inspection of roll surface |
| US9207115B2 (en) * | 2014-03-11 | 2015-12-08 | Honeywell International Inc. | Multi-wavelength flame scanning |
| JP6447220B2 (ja) * | 2015-02-19 | 2019-01-09 | 大同特殊鋼株式会社 | 肉盛溶接対象の形状検出方法 |
| KR101759875B1 (ko) * | 2015-06-24 | 2017-07-20 | 주식회사 엘지실트론 | 웨이퍼 연마장치의 스캔장치 및 스캔시스템 |
| US11436553B2 (en) | 2016-09-08 | 2022-09-06 | Position Imaging, Inc. | System and method of object tracking using weight confirmation |
| CN108007366A (zh) * | 2016-10-31 | 2018-05-08 | 泰科电子(上海)有限公司 | 在线厚度检测平台 |
| CN106871828A (zh) * | 2017-03-09 | 2017-06-20 | 华能国际电力开发公司铜川照金电厂 | 大型锅炉水冷壁管厚度自动检测装置 |
| CN106895785B (zh) * | 2017-03-28 | 2023-06-16 | 久智光电子材料科技有限公司 | 管材固定组件及管材检测装置和方法 |
| JP6792927B2 (ja) * | 2017-04-14 | 2020-12-02 | 一般財団法人電力中央研究所 | 三次元形状の計測方法 |
| JP6792928B2 (ja) * | 2017-04-14 | 2020-12-02 | 一般財団法人電力中央研究所 | 減肉量の予測方法、予測装置、及び予測プログラム |
| JP6707057B2 (ja) * | 2017-04-28 | 2020-06-10 | 新日本非破壊検査株式会社 | 異形鉄筋の表面検査装置及びその表面検査方法 |
| JP7058811B2 (ja) * | 2019-12-20 | 2022-04-22 | 三菱重工業株式会社 | ボイラの地震モニタリングシステム |
| CN111706789B (zh) * | 2020-07-10 | 2024-08-09 | 大连理工大学 | 一种用于监测给水管内部腐蚀的装置 |
| CN111765847B (zh) * | 2020-07-17 | 2022-05-24 | 石家庄铁道大学 | 一种混凝土布料机布料厚度检测装置及其测量方法 |
| JP7050194B1 (ja) * | 2021-02-26 | 2022-04-07 | 三菱重工業株式会社 | ボイラ損傷度推定システム及びボイラ損傷度推定装置 |
| CN112945600B (zh) * | 2021-03-12 | 2023-09-05 | 苏州西热节能环保技术有限公司 | 基于水冷壁高温腐蚀防治的煤粉锅炉一体化综合调整方法 |
| CN114111678B (zh) * | 2021-10-21 | 2024-08-20 | 芜湖优尼特精密制造有限公司 | 一种基于视觉检测技术的压缩机管制零件测定装置 |
| CN114486932B (zh) * | 2022-01-22 | 2023-11-28 | 石家庄东方热电热力工程有限公司 | 一种基于图像信息的水冷壁爬壁机器人定位方法 |
| JP7203480B1 (ja) * | 2022-03-28 | 2023-01-13 | 株式会社Ail | 配管肉厚量測定装置 |
| CN116336949B (zh) * | 2022-12-29 | 2024-02-13 | 深圳市志奋领科技有限公司 | 基于激光位移的测量方法、装置、设备及介质 |
| CN116753853B (zh) * | 2023-08-21 | 2023-11-17 | 昆明学院 | 一种电线表皮绝缘层检测设备及方法 |
| CN120275419B (zh) * | 2025-04-06 | 2025-11-25 | 南京理工大学 | 一种膛内扫描误差修正与阴阳线识别方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5139412A (en) * | 1990-05-08 | 1992-08-18 | Weyerhaeuser Company | Method and apparatus for profiling the bed of a furnace |
| JPH09203616A (ja) * | 1996-01-25 | 1997-08-05 | Mitsubishi Heavy Ind Ltd | 管形状測定装置 |
| JP2782507B2 (ja) | 1996-03-26 | 1998-08-06 | 中国電力株式会社 | アッシュエロージョン検査装置 |
| JP3553289B2 (ja) * | 1996-09-25 | 2004-08-11 | 三菱重工業株式会社 | 検査装置 |
| JP3600392B2 (ja) * | 1997-01-16 | 2004-12-15 | 三菱重工業株式会社 | 管形状測定装置 |
| JP2914932B2 (ja) * | 1997-04-09 | 1999-07-05 | 川崎重工業株式会社 | 3次元レーザセンサを用いたメンブレンパネルの管の加工位置および形状の測定方法 |
| JP2001254904A (ja) * | 2000-03-10 | 2001-09-21 | Ishikawajima Harima Heavy Ind Co Ltd | ボイラ炉壁管用検査装置 |
| JP2005098936A (ja) | 2003-09-26 | 2005-04-14 | Olympus Corp | 形状測定機 |
| JP5129727B2 (ja) | 2008-01-31 | 2013-01-30 | 三菱重工業株式会社 | ボイラ火炉蒸発管の検査装置および検査方法 |
| JP2009281925A (ja) * | 2008-05-23 | 2009-12-03 | Mitsubishi Heavy Ind Ltd | 検査装置 |
-
2008
- 2008-11-20 JP JP2008296531A patent/JP5129727B2/ja not_active Expired - Fee Related
-
2009
- 2009-07-09 US US13/129,503 patent/US8786867B2/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20250123608A (ko) | 2024-02-08 | 2025-08-18 | 한국전력공사 | 보일러 튜브 검사장치 및 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| US8786867B2 (en) | 2014-07-22 |
| JP2009204604A (ja) | 2009-09-10 |
| US20110279828A1 (en) | 2011-11-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5129727B2 (ja) | ボイラ火炉蒸発管の検査装置および検査方法 | |
| WO2010058624A1 (ja) | ボイラ火炉蒸発管の検査装置および検査方法 | |
| CN104697467B (zh) | 基于线激光扫描的焊缝外观形状及表面缺陷检测方法 | |
| JP5217221B2 (ja) | 溶接部の表面欠陥形状検出方法及びコンピュータプログラム | |
| RU2524457C2 (ru) | Устройство сварки двух труб, способ сварки двух труб (варианты), система измерения "выше-ниже" и центратор совмещения двух свариваемых труб | |
| RU2449244C1 (ru) | Устройство, система и способ для измерения параметров резьбы на конце трубы | |
| EP2799809B1 (en) | Method for measuring shape of threaded tube end portion | |
| CN101927395B (zh) | 焊缝跟踪检测设备及方法 | |
| CN102288681A (zh) | 一种tky管节点焊缝相控阵超声束覆盖方法 | |
| JP4705479B2 (ja) | ビード形状検出方法及び装置 | |
| JP5199960B2 (ja) | ボイラ火炉蒸発管の検査装置および検査方法 | |
| JP2009281925A (ja) | 検査装置 | |
| JP5840909B2 (ja) | 検査装置及び方法 | |
| JP6748803B2 (ja) | タンク内溶接痕検査用光切断装置 | |
| JP2007240342A (ja) | 探傷検査装置及び方法 | |
| US20130152411A1 (en) | Method for determining defects in a wind turbine blade root attachment and measuring tool for carrying out such method | |
| JP2001272215A (ja) | ねじの測定方法及びその装置並びにねじ形状合否判定装置 | |
| JP2008212944A (ja) | 突き合わせ溶接の良否判定方法および装置 | |
| JP6099527B2 (ja) | 炉内耐火物損耗状態の測定方法 | |
| JP4762851B2 (ja) | 断面形状検出方法及び装置 | |
| KR101110848B1 (ko) | Lvs를 이용한 개선 부재 최외각점 위치 측정 방법 및 장치 | |
| JP7203480B1 (ja) | 配管肉厚量測定装置 | |
| TW202421895A (zh) | 間隙測定方法、間隙測定裝置、螺紋接頭的測定方法、螺紋接頭的測量系統、測量終端、螺紋接頭的製造方法、螺紋接頭的品質管理方法 | |
| JP6543170B2 (ja) | 計測装置及び計測方法 | |
| JP2013092439A (ja) | 管の内面曲がり測定装置およびそれを用いた測定方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120518 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120713 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121009 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121102 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5129727 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151109 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |