JP5129460B2 - スタッド、フェルールおよびこれらを用いた溶接方法 - Google Patents
スタッド、フェルールおよびこれらを用いた溶接方法 Download PDFInfo
- Publication number
- JP5129460B2 JP5129460B2 JP2006149807A JP2006149807A JP5129460B2 JP 5129460 B2 JP5129460 B2 JP 5129460B2 JP 2006149807 A JP2006149807 A JP 2006149807A JP 2006149807 A JP2006149807 A JP 2006149807A JP 5129460 B2 JP5129460 B2 JP 5129460B2
- Authority
- JP
- Japan
- Prior art keywords
- stud
- ferrule
- insertion hole
- welding
- shield
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Landscapes
- Standing Axle, Rod, Or Tube Structures Coupled By Welding, Adhesion, Or Deposition (AREA)
Description
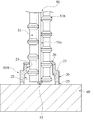
41の中央部をドーム状に膨出させ、この膨出部43の頂部付近に溶剤45を付着させたものである。薄板部材41の4つの角部42は、ばね性をもって折り立てられており、この折り立て部にフェルール本体20の内部空間22の内壁が弾力をもって外接するように構成されている。
20 フェルール本体
21 スタッド挿通孔
22 内部空間
23 段部
25 凹溝
30 シールド部材
31 スリット
40 溶剤保持部材
41 板材
42 角部
43 膨出部
45 溶剤
50 スタッド
51 突起
55 溶剤
60 母材
Claims (7)
- 全体として軸方向両端が開口する筒状を呈するとともに、軸方向一端側にスタッド挿通孔を有し、軸方向他端側に上記スタッド挿通孔と連続する内部空間を備えるフェルール本体と、
上記スタッド挿通孔の内方に向けてフランジ状に延出し、かつ外力によって変形可能な不燃性のシールド部を備え、
上記シールド部は、全体としてドーナツ円板状をしたシールド部材を上記フェルール本体の軸方向一端側の端面に貼着することにより形成されていることを特徴とする、スタッド溶接用フェルール。 - 全体として軸方向両端が開口する筒状を呈するとともに、軸方向一端側にスタッド挿通孔を有し、軸方向他端側に上記スタッド挿通孔と連続する内部空間を備えるフェルール本体と、
上記スタッド挿通孔の内方に向けてフランジ状に延出し、かつ外力によって変形可能な不燃性のシールド部を備え、
上記フェルール本体は、上記スタッド挿通孔とこれより大径とした上記内部空間との境界に段部が形成されており、上記シールド部は、全体としてドーナツ円板状をしたシールド部材を上記段部に貼着することにより形成されていることを特徴とする、スタッド溶接用フェルール。 - 上記全体としてドーナツ円板状をしたシールド部材は、周方向について複数に分割されている、請求項1または2に記載のスタッド溶接用フェルール。
- 上記全体としてドーナツ円板状をしたシールド部材は、外力により、周方向について複数に分割可能である、請求項1または2に記載のスタッド溶接用フェルール。
- 上記フェルール本体の上記内部空間には、溶剤保持部材が嵌着されている、請求項1ないし4のいずれかに記載のスタッド溶接用フェルール。
- 請求項1ないし4のいずれかに記載のスタッド溶接用フェルールを用い、表面に凹凸を有するスタッドの先端を上記スタッド溶接用フェルールの上記スタッド挿通孔に挿通した状態で行うことを特徴とする、スタッド溶接方法。
- 請求項6に記載のスタッド溶接方法に用いるスタッドであって、棒状金属部材の表面に凹凸を有し、かつ、先端に溶剤が付着させられていることを特徴とする、スタッド。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006149807A JP5129460B2 (ja) | 2006-05-30 | 2006-05-30 | スタッド、フェルールおよびこれらを用いた溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006149807A JP5129460B2 (ja) | 2006-05-30 | 2006-05-30 | スタッド、フェルールおよびこれらを用いた溶接方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007319868A JP2007319868A (ja) | 2007-12-13 |
| JP2007319868A5 JP2007319868A5 (ja) | 2009-05-21 |
| JP5129460B2 true JP5129460B2 (ja) | 2013-01-30 |
Family
ID=38853094
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006149807A Active JP5129460B2 (ja) | 2006-05-30 | 2006-05-30 | スタッド、フェルールおよびこれらを用いた溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5129460B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6045823B2 (ja) * | 2012-06-28 | 2016-12-14 | 共英製鋼株式会社 | スタッド溶接に用いられる鉄筋用棒鋼の製造方法 |
| JP6242836B2 (ja) * | 2015-04-01 | 2017-12-06 | 日本スタッドウェルディング株式会社 | スタッド溶接方法 |
| KR20240052188A (ko) * | 2022-10-14 | 2024-04-23 | 박찬석 | 용접형 철근커플러 및 체결방법 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09262677A (ja) * | 1996-03-28 | 1997-10-07 | Negishi Kogyo:Kk | 筒状放電溶融部材付きア−クシ−ルド |
| JP3690403B2 (ja) * | 2003-04-22 | 2005-08-31 | 株式会社竹中工務店 | アークスタッド溶接法におけるアークスターターの取付方法 |
-
2006
- 2006-05-30 JP JP2006149807A patent/JP5129460B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007319868A (ja) | 2007-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4052545B2 (ja) | 取り付け部材と取り付け部材のチューブ保持部に挿入されたチューブ端部とを圧締めしてカップリングを形成する方法及びそのための形状部品 | |
| JP5129460B2 (ja) | スタッド、フェルールおよびこれらを用いた溶接方法 | |
| KR101690341B1 (ko) | 다목적 차량을 위한 압축 공기 탱크 및 제조 방법 | |
| JP4624360B2 (ja) | 金属鋳造用フィーダエレメント | |
| CA2378412C (en) | Weld nut | |
| JP2007319868A5 (ja) | ||
| JP5526567B2 (ja) | 溶接接合部材 | |
| EP0480034A1 (en) | Plasma torch | |
| JP5291516B2 (ja) | ダンパ固定治具、およびその製造方法 | |
| JP2007190592A (ja) | 銀ロウ溶接方法 | |
| JP2002282980A (ja) | 触媒コンバータの製造方法 | |
| JP6242836B2 (ja) | スタッド溶接方法 | |
| JPH11277153A (ja) | 円筒状部材へのくびれの形成方法 | |
| JPH0357350Y2 (ja) | ||
| JP6730839B2 (ja) | ガス吹き込み用プラグ | |
| JP5613539B2 (ja) | 金型構造 | |
| JP2002168348A (ja) | Oリング構造 | |
| KR101969737B1 (ko) | 조향 장치용 요크의 백비드 발생 방지 장치 | |
| JP2008198558A (ja) | 電線ヒューズにおけるヒューズ素子の組立構造 | |
| JP2007209994A (ja) | 銀ロウ溶接方法 | |
| JP4292852B2 (ja) | ガスケット | |
| JP3918130B2 (ja) | 油圧シリンダ | |
| JPS595074B2 (ja) | スタツド溶接用フエル−ル | |
| KR100452258B1 (ko) | 실린더 헤드용 금형의 코어 고정구조 | |
| JP2002097515A (ja) | ポーラスプラグ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090403 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090403 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110721 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120710 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120718 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121030 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121102 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5129460 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151109 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |