JP5116448B2 - 連続気泡発泡体とその製造方法 - Google Patents
連続気泡発泡体とその製造方法 Download PDFInfo
- Publication number
- JP5116448B2 JP5116448B2 JP2007300357A JP2007300357A JP5116448B2 JP 5116448 B2 JP5116448 B2 JP 5116448B2 JP 2007300357 A JP2007300357 A JP 2007300357A JP 2007300357 A JP2007300357 A JP 2007300357A JP 5116448 B2 JP5116448 B2 JP 5116448B2
- Authority
- JP
- Japan
- Prior art keywords
- foam
- open
- weight
- cell foam
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000006260 foam Substances 0.000 title claims description 53
- 238000004519 manufacturing process Methods 0.000 title claims description 15
- 239000000203 mixture Substances 0.000 claims description 20
- 229920000642 polymer Polymers 0.000 claims description 15
- 239000000126 substance Substances 0.000 claims description 12
- 235000014113 dietary fatty acids Nutrition 0.000 claims description 11
- 239000000194 fatty acid Substances 0.000 claims description 11
- 229930195729 fatty acid Natural products 0.000 claims description 11
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical group O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 claims description 10
- 239000002736 nonionic surfactant Substances 0.000 claims description 9
- 229920000098 polyolefin Polymers 0.000 claims description 8
- 229920000181 Ethylene propylene rubber Polymers 0.000 claims description 7
- 239000004793 Polystyrene Substances 0.000 claims description 6
- 229920002223 polystyrene Polymers 0.000 claims description 6
- 229920002725 thermoplastic elastomer Polymers 0.000 claims description 6
- 239000001569 carbon dioxide Substances 0.000 claims description 5
- 229910002092 carbon dioxide Inorganic materials 0.000 claims description 5
- 125000000217 alkyl group Chemical group 0.000 claims description 4
- 238000000034 method Methods 0.000 description 26
- -1 artificial lungs Substances 0.000 description 22
- 210000004027 cell Anatomy 0.000 description 22
- 238000005187 foaming Methods 0.000 description 19
- 238000002156 mixing Methods 0.000 description 12
- 239000007789 gas Substances 0.000 description 11
- 239000004743 Polypropylene Substances 0.000 description 9
- 239000011148 porous material Substances 0.000 description 9
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 8
- 150000004665 fatty acids Chemical class 0.000 description 8
- 229920002503 polyoxyethylene-polyoxypropylene Polymers 0.000 description 7
- 229920001155 polypropylene Polymers 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 6
- 229920001577 copolymer Polymers 0.000 description 6
- 229920006132 styrene block copolymer Polymers 0.000 description 6
- 239000004088 foaming agent Substances 0.000 description 5
- 230000005484 gravity Effects 0.000 description 5
- 238000005470 impregnation Methods 0.000 description 5
- 229920001400 block copolymer Polymers 0.000 description 4
- 230000035699 permeability Effects 0.000 description 4
- 239000004094 surface-active agent Substances 0.000 description 4
- VBICKXHEKHSIBG-UHFFFAOYSA-N 1-monostearoylglycerol Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(O)CO VBICKXHEKHSIBG-UHFFFAOYSA-N 0.000 description 3
- 229920002943 EPDM rubber Polymers 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229920000570 polyether Polymers 0.000 description 3
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 3
- OJOWICOBYCXEKR-KRXBUXKQSA-N (5e)-5-ethylidenebicyclo[2.2.1]hept-2-ene Chemical compound C1C2C(=C/C)/CC1C=C2 OJOWICOBYCXEKR-KRXBUXKQSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical group CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- 241000700605 Viruses Species 0.000 description 2
- 239000011358 absorbing material Substances 0.000 description 2
- 239000003945 anionic surfactant Substances 0.000 description 2
- 239000003093 cationic surfactant Substances 0.000 description 2
- 210000005056 cell body Anatomy 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 150000001993 dienes Chemical class 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 150000002430 hydrocarbons Chemical group 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 210000004072 lung Anatomy 0.000 description 2
- 239000012528 membrane Substances 0.000 description 2
- 238000010899 nucleation Methods 0.000 description 2
- 230000006911 nucleation Effects 0.000 description 2
- GLDOVTGHNKAZLK-UHFFFAOYSA-N octadecan-1-ol Chemical compound CCCCCCCCCCCCCCCCCCO GLDOVTGHNKAZLK-UHFFFAOYSA-N 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 239000010734 process oil Substances 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000003381 stabilizer Substances 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- JNYAEWCLZODPBN-JGWLITMVSA-N (2r,3r,4s)-2-[(1r)-1,2-dihydroxyethyl]oxolane-3,4-diol Chemical class OC[C@@H](O)[C@H]1OC[C@H](O)[C@H]1O JNYAEWCLZODPBN-JGWLITMVSA-N 0.000 description 1
- PRBHEGAFLDMLAL-GQCTYLIASA-N (4e)-hexa-1,4-diene Chemical compound C\C=C\CC=C PRBHEGAFLDMLAL-GQCTYLIASA-N 0.000 description 1
- LPMBTLLQQJBUOO-KTKRTIGZSA-N (z)-n,n-bis(2-hydroxyethyl)octadec-9-enamide Chemical compound CCCCCCCC\C=C/CCCCCCCC(=O)N(CCO)CCO LPMBTLLQQJBUOO-KTKRTIGZSA-N 0.000 description 1
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 1
- WWKIBJJAMYXFIK-UHFFFAOYSA-N 2,2-bis(hydroxymethyl)propane-1,3-diol;3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoic acid Chemical compound OCC(CO)(CO)CO.CC(C)(C)C1=CC(CCC(O)=O)=CC(C(C)(C)C)=C1O.CC(C)(C)C1=CC(CCC(O)=O)=CC(C(C)(C)C)=C1O.CC(C)(C)C1=CC(CCC(O)=O)=CC(C(C)(C)C)=C1O.CC(C)(C)C1=CC(CCC(O)=O)=CC(C(C)(C)C)=C1O WWKIBJJAMYXFIK-UHFFFAOYSA-N 0.000 description 1
- BVUXDWXKPROUDO-UHFFFAOYSA-N 2,6-di-tert-butyl-4-ethylphenol Chemical compound CCC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 BVUXDWXKPROUDO-UHFFFAOYSA-N 0.000 description 1
- DKCPKDPYUFEZCP-UHFFFAOYSA-N 2,6-di-tert-butylphenol Chemical compound CC(C)(C)C1=CC=CC(C(C)(C)C)=C1O DKCPKDPYUFEZCP-UHFFFAOYSA-N 0.000 description 1
- UHKPXKGJFOKCGG-UHFFFAOYSA-N 2-methylprop-1-ene;styrene Chemical compound CC(C)=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 UHKPXKGJFOKCGG-UHFFFAOYSA-N 0.000 description 1
- PRWJPWSKLXYEPD-UHFFFAOYSA-N 4-[4,4-bis(5-tert-butyl-4-hydroxy-2-methylphenyl)butan-2-yl]-2-tert-butyl-5-methylphenol Chemical compound C=1C(C(C)(C)C)=C(O)C=C(C)C=1C(C)CC(C=1C(=CC(O)=C(C=1)C(C)(C)C)C)C1=CC(C(C)(C)C)=C(O)C=C1C PRWJPWSKLXYEPD-UHFFFAOYSA-N 0.000 description 1
- NGYFVLXDIUCNIG-UHFFFAOYSA-N C=C.C=C.CC=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 Chemical class C=C.C=C.CC=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 NGYFVLXDIUCNIG-UHFFFAOYSA-N 0.000 description 1
- CKMMENIHLWUQNF-UHFFFAOYSA-N C=CC1=CC=CC=C1.C(=C)C=CC(C)=C.C=CC1=CC=CC=C1 Chemical compound C=CC1=CC=CC=C1.C(=C)C=CC(C)=C.C=CC1=CC=CC=C1 CKMMENIHLWUQNF-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical group C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerol Natural products OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 1
- 208000030984 MIRAGE syndrome Diseases 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- FMRLDPWIRHBCCC-UHFFFAOYSA-L Zinc carbonate Chemical compound [Zn+2].[O-]C([O-])=O FMRLDPWIRHBCCC-UHFFFAOYSA-L 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 150000003973 alkyl amines Chemical class 0.000 description 1
- 150000005215 alkyl ethers Chemical class 0.000 description 1
- 125000002947 alkylene group Chemical group 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 125000000129 anionic group Chemical group 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 230000002579 anti-swelling effect Effects 0.000 description 1
- 229910000410 antimony oxide Inorganic materials 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 150000004982 aromatic amines Chemical class 0.000 description 1
- 125000002511 behenyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 150000001556 benzimidazoles Chemical class 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- BDDNEBAVIKDYLS-UHFFFAOYSA-N buta-1,3-diene 2-methylbuta-1,3-diene styrene Chemical compound C=CC1=CC=CC=C1.C=CC(C)=C.C=CC=C.C=CC(C)=C.C=CC1=CC=CC=C1 BDDNEBAVIKDYLS-UHFFFAOYSA-N 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 210000002421 cell wall Anatomy 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- KYKAJFCTULSVSH-UHFFFAOYSA-N chloro(fluoro)methane Chemical compound F[C]Cl KYKAJFCTULSVSH-UHFFFAOYSA-N 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 238000004925 denaturation Methods 0.000 description 1
- 230000036425 denaturation Effects 0.000 description 1
- 125000005265 dialkylamine group Chemical group 0.000 description 1
- 239000012990 dithiocarbamate Substances 0.000 description 1
- 150000004659 dithiocarbamates Chemical class 0.000 description 1
- GVGUFUZHNYFZLC-UHFFFAOYSA-N dodecyl benzenesulfonate;sodium Chemical compound [Na].CCCCCCCCCCCCOS(=O)(=O)C1=CC=CC=C1 GVGUFUZHNYFZLC-UHFFFAOYSA-N 0.000 description 1
- 125000003438 dodecyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 238000003912 environmental pollution Methods 0.000 description 1
- NRJXUPLBIUZXLW-UHFFFAOYSA-N ethene;prop-1-ene;styrene Chemical compound C=C.CC=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 NRJXUPLBIUZXLW-UHFFFAOYSA-N 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 229910021485 fumed silica Inorganic materials 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 125000003976 glyceryl group Chemical group [H]C([*])([H])C(O[H])([H])C(O[H])([H])[H] 0.000 description 1
- 229940075507 glyceryl monostearate Drugs 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- VUNCWTMEJYMOOR-UHFFFAOYSA-N hexachlorocyclopentadiene Chemical compound ClC1=C(Cl)C(Cl)(Cl)C(Cl)=C1Cl VUNCWTMEJYMOOR-UHFFFAOYSA-N 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 231100000086 high toxicity Toxicity 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 229940057995 liquid paraffin Drugs 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 1
- 239000000347 magnesium hydroxide Substances 0.000 description 1
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229920001179 medium density polyethylene Polymers 0.000 description 1
- 239000004701 medium-density polyethylene Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000001788 mono and diglycerides of fatty acids Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- GOQYKNQRPGWPLP-UHFFFAOYSA-N n-heptadecyl alcohol Natural products CCCCCCCCCCCCCCCCCO GOQYKNQRPGWPLP-UHFFFAOYSA-N 0.000 description 1
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000002667 nucleating agent Substances 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- 238000010943 off-gassing Methods 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 239000012860 organic pigment Substances 0.000 description 1
- VTRUBDSFZJNXHI-UHFFFAOYSA-N oxoantimony Chemical compound [Sb]=O VTRUBDSFZJNXHI-UHFFFAOYSA-N 0.000 description 1
- 125000005429 oxyalkyl group Chemical group 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- AQSJGOWTSHOLKH-UHFFFAOYSA-N phosphite(3-) Chemical class [O-]P([O-])[O-] AQSJGOWTSHOLKH-UHFFFAOYSA-N 0.000 description 1
- 150000003014 phosphoric acid esters Chemical class 0.000 description 1
- XFZRQAZGUOTJCS-UHFFFAOYSA-N phosphoric acid;1,3,5-triazine-2,4,6-triamine Chemical compound OP(O)(O)=O.NC1=NC(N)=NC(N)=N1 XFZRQAZGUOTJCS-UHFFFAOYSA-N 0.000 description 1
- NQQWFVUVBGSGQN-UHFFFAOYSA-N phosphoric acid;piperazine Chemical compound OP(O)(O)=O.C1CNCCN1 NQQWFVUVBGSGQN-UHFFFAOYSA-N 0.000 description 1
- 229960001954 piperazine phosphate Drugs 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920002959 polymer blend Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920006124 polyolefin elastomer Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- TVLSRXXIMLFWEO-UHFFFAOYSA-N prochloraz Chemical compound C1=CN=CN1C(=O)N(CCC)CCOC1=C(Cl)C=C(Cl)C=C1Cl TVLSRXXIMLFWEO-UHFFFAOYSA-N 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 102000004169 proteins and genes Human genes 0.000 description 1
- 108090000623 proteins and genes Proteins 0.000 description 1
- 229920005604 random copolymer Polymers 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 230000037380 skin damage Effects 0.000 description 1
- 229940080264 sodium dodecylbenzenesulfonate Drugs 0.000 description 1
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000011115 styrene butadiene Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000011667 zinc carbonate Substances 0.000 description 1
- 229910000010 zinc carbonate Inorganic materials 0.000 description 1
- 235000004416 zinc carbonate Nutrition 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
すなわち、特許文献1のような機械的応力によって破泡させる方法では、機械的応力をかけて連続気泡化する工程のための設備や、それを収容するためのスペースが必要になる。また、この方法では数百μm以上の直径の大きな独立気泡の連通化は可能であるが、微細なセル径の気泡を連通化させるのは困難である。
特許文献2、3の方法は、気泡径が大きいばかりでなく、化学発泡剤や整泡剤を使用し、またシリコーン化合物を使用するため、特に電気機器用途において不具合を起こす懸念がある。
本気泡の径が大きい問題に対し特許文献4の方法は、一般的なガス発泡法でありながらフロンガスを混合物することにより微細な連続気泡体を得ている。しかしながら、フロンガスによる発泡法はフロン規制により実施することが困難である。
超臨界ガスを用いたポリオレフィン系発泡体の製造方法では、クリーンで気泡の径が小さい発泡体が得られるものの、一般的に独立気泡である。わずかに連続気泡が得られる例として特許文献6があるが、この方法で得られる発泡体は充填材を大量に含み、その発泡倍率も10倍以内と、硬いものであった。
以上のように、超臨界法によるガス発泡法は微細な独立気泡を得るのには大変優れた方法であるが、十分に発泡させた連続気泡体を得ることは実施された例がなかった。
(A)(A1)ポリオレフィン(ただし、エチレン−プロピレンゴムを除く) (A)の50〜95重量%;および
(A2)エチレン−プロピレンゴムおよび/またはポリスチレン系熱可塑性エラストマー (A)の5〜50重量%
を含むポリマー組成物に、該ポリマー組成物100重量部あたり、(B)ノニオン系界面活性剤0.2〜10重量部を含有させて、常温・常圧で気体である物質を、超臨界状態で含浸させた後に、圧力を解放して、発泡倍率を10倍以上としたことを特徴とする、連続気泡発泡体の製造方法に関し、また、そのような製造方法で得られる連続気泡発泡体に関する。
更には、アルキルポリエーテルアミン、脂肪酸グリセリル、脂肪酸(ジ)エタノールアミドから選ばれた1種または混合物が好ましく使用でき、またステアリルアルコールなどの高級アルコールなどを添加してもよい。
一方、アニオン系界面活性剤、カチオン系界面活性剤は、連続気泡化が得られなかったり、分解性が悪かったり、蛋白変性、皮膚障害など毒性が高く人体・環境汚染問題が発生したりする問題がある。
PP:ランダム型ポリプロピレン、PE:低密度ポリエチレン、EPDM:EPDM(エチレン単位29.5モル%、プロピレン単位66.0モル%、エチリデンノルボルネン単位4.5モル%)、SEBS:スチレンブタジエントリブロックポリマーの水素添加物(スチレン比率20%、数平均分子量約10万)、核剤:煙霧質シリカ、安定剤:テトラキス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオン酸]ペンタエリトリトール、界面活性剤A:オレイン酸ジエタノールアミド、界面活性剤B:グリセリロールモノステアレート、界面活性剤C:ジ(ジオキシエチレン)ステアリルアミン、界面活性剤D:ドデシルベンゼンスルホン酸ナトリウム
(1)見掛け比重:JIS K7112に準拠した電子比重計MD-200S(ミラージュ貿易株式会社商品名)を用いて、発泡体の見掛け比重を測定した。なお、発泡倍率は、未発泡の組成物の比重とから算出した。
(2)平均セル径:電子走査型顕微鏡JXA-6100P(日本電子株式会社商品名)を使用し、視野内に観測される全セルの短径、長径を測定し平均した。
(3)細孔径分布:JIS K3832に準拠するPerm-Polometer(Porous Material Inc.商品名)を用いて、最大細孔径、細孔径分布および最少細孔径を測定し、平均細孔径を算出した。
(4)通気性:フラジール型通気性試験機を用い、JIS L1004により、通気性を測定した。すなわち、適切なオリフィスをテーブルに設置し、試験片を固定して空気を流し、その際のマノメーターの水位を読み取って、流量換算表から流量を算出した。
(5)柔軟性:オートグラフAGS-5KNB(株式会社島津製作所商品名)を用いて、元の厚さに対して50%につぶした時のひずみ−応力曲線を求め、それより柔軟性を算出した。
表1に示す配合比になるよう、均質となるようミキサーにて混合してポリマー組成物を調製した。これを単軸タンデム型押出機において、樹脂温度185℃設定して加熱しながら、圧力10MPaにて二酸化炭素を圧入して溶解させ、10分経過した後、圧力を、減少速度1.5MPa/sで減少させつつ温度168℃で押出して、発泡体を得た。
割り機にてこの発泡体の両面をスライスすることにより0.7mm厚の均一な連続気泡体を得た。見掛け比重は0.044g/cm3、発泡倍率は20.9倍(未発泡比重0.92g/cm3)、平均セル径は180μm、連通した細孔径は、最大40μm、最小5μm、平均9μmであり、通気性7.0cm3/cm2/s、柔軟性0.011MPaであった。
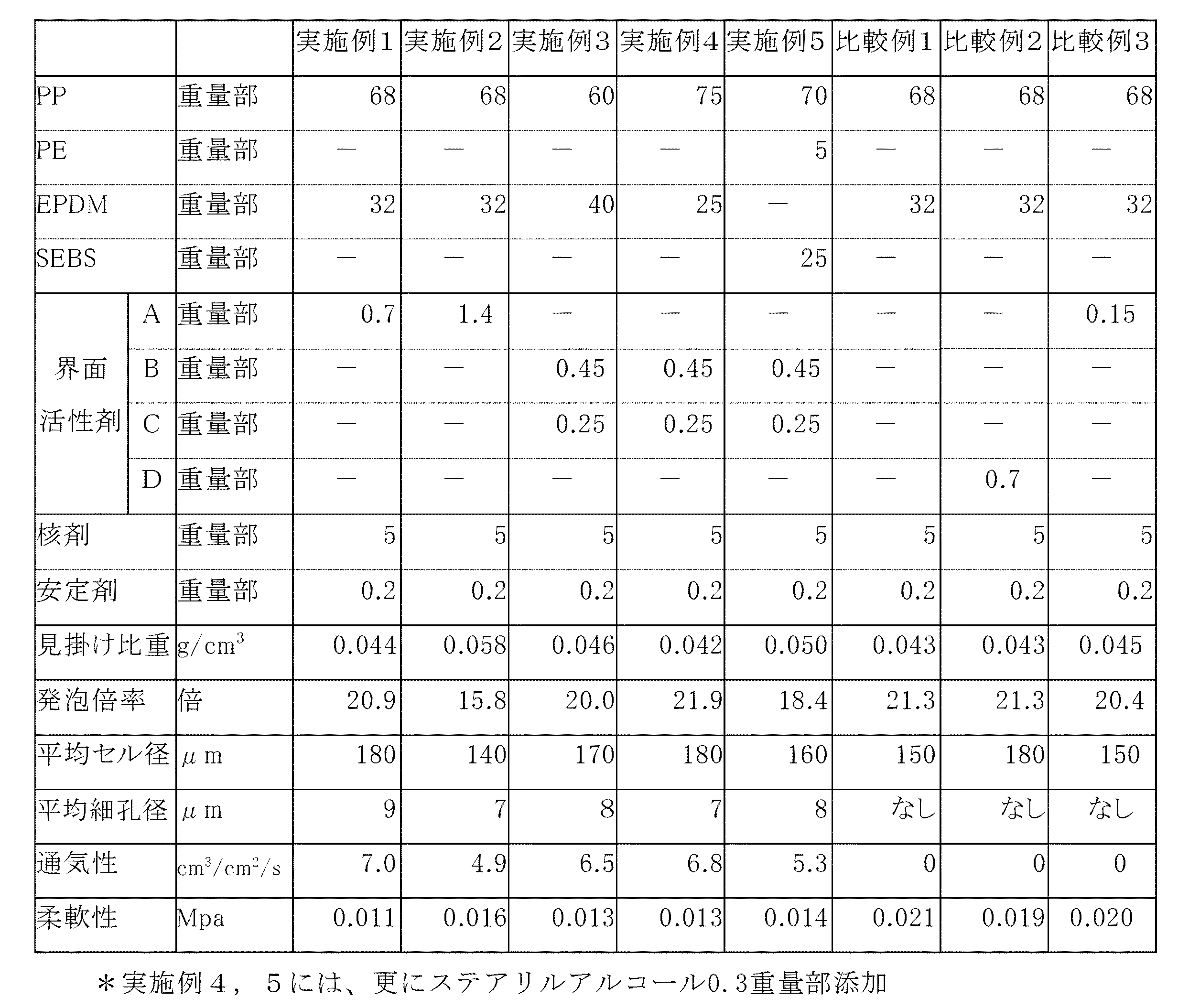
実施例1と同様に、表1に示す配合比になるように混合し、発泡体を得た。結果を表1に示す。実施例1に対し、実施例2ではノニオン系界面活性剤の量を増やし、実施例3,4、5ではノニオン系界面活性剤の種類と配合量を変更し、実施例5では樹脂の種類を変更したが、いずれも柔軟で良好な通気性が確認できた。
実施例1と同様に、表1に示す配合比になるように混合し、発泡体を得た。結果を表1に示す。ノニオン系界面活性剤のない比較例1、ノニオン系ではない界面活性剤の比較例2、ノニオン系界面活性剤が少量の比較例3では通気性がなかった。また、連続気泡は認められず、平均細孔径は測定できなかった。
Claims (4)
- (A)(A1)ポリオレフィン(ただし、エチレン−プロピレンゴムを除く) (A)の50〜95重量%;および
(A2)ポリスチレン系熱可塑性エラストマー (A)の5〜50重量%
を含むポリマー組成物に、該ポリマー組成物100重量部あたり、(B)ノニオン系界面活性剤としてアルキルポリエーテルアミン及び脂肪酸グリセリルの中から選ばれた1種または2種0.2〜10重量部を含有させて、常温・常圧で気体である物質を、超臨界状態で含浸させた後に、圧力を解放して、発泡倍率を10倍以上としたことを特徴とする、連続気泡発泡体の製造方法。 - 常温・常圧で気体である物質が二酸化炭素であり、発泡体を押出機で成形する、請求項1に記載の連続気泡発泡体の製造方法。
- 請求項1または2に記載の製造方法によって製造された連続気泡発泡体。
- 50%圧縮荷重における柔軟性が0.02MPa以下であることを特徴とする、請求項3記載の発泡体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007300357A JP5116448B2 (ja) | 2007-11-20 | 2007-11-20 | 連続気泡発泡体とその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007300357A JP5116448B2 (ja) | 2007-11-20 | 2007-11-20 | 連続気泡発泡体とその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009126881A JP2009126881A (ja) | 2009-06-11 |
| JP5116448B2 true JP5116448B2 (ja) | 2013-01-09 |
Family
ID=40818154
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007300357A Active JP5116448B2 (ja) | 2007-11-20 | 2007-11-20 | 連続気泡発泡体とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5116448B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5410221B2 (ja) * | 2009-09-29 | 2014-02-05 | 積水化成品工業株式会社 | ポリプロピレン系樹脂発泡体 |
| JP5600835B2 (ja) * | 2009-09-29 | 2014-10-08 | 積水化成品工業株式会社 | 透湿防水シートの製造方法 |
| JP2011132420A (ja) * | 2009-12-25 | 2011-07-07 | Sekisui Plastics Co Ltd | ポリプロピレン系樹脂発泡体の製造方法及びポリプロピレン系樹脂発泡体 |
| JP2014031390A (ja) * | 2010-11-24 | 2014-02-20 | Bridgestone Corp | ゴム組成物及びそれを用いたタイヤ |
| JP5782456B2 (ja) * | 2010-11-24 | 2015-09-24 | 株式会社ブリヂストン | ゴム組成物及びそれを用いたタイヤ |
| JP5938395B2 (ja) * | 2011-03-28 | 2016-06-22 | 積水化成品工業株式会社 | ポリオレフィン系樹脂発泡体及びそれを用いたポリオレフィン系樹脂発泡防塵材 |
| JP2013253241A (ja) * | 2012-05-11 | 2013-12-19 | Nitto Denko Corp | 樹脂発泡体及び発泡シール材 |
| JP6018495B2 (ja) * | 2012-12-14 | 2016-11-02 | 株式会社イノアック技術研究所 | オレフィン系樹脂発泡体及びその製造方法 |
| WO2017002957A1 (ja) * | 2015-07-02 | 2017-01-05 | 日東電工株式会社 | エチレン・プロピレン・ジエンゴム発泡体およびシール材 |
| JP6757609B2 (ja) * | 2015-07-02 | 2020-09-23 | 日東電工株式会社 | エチレン・プロピレン・ジエンゴム発泡体およびシール材 |
| JP6997563B2 (ja) * | 2017-09-08 | 2022-01-17 | 株式会社イノアックコーポレーション | 透湿防水シート及び衣料用生地 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3883864B2 (ja) * | 2001-12-28 | 2007-02-21 | 積水化成品工業株式会社 | 無架橋ポリオレフィン系樹脂発泡シート及びその製造方法 |
| JP2004250529A (ja) * | 2003-02-19 | 2004-09-09 | Nitto Denko Corp | ポリオレフィン系樹脂発泡体用組成物とその発泡体、および発泡体の製造方法 |
| JP4881010B2 (ja) * | 2005-02-08 | 2012-02-22 | ダイセルノバフォーム株式会社 | 連続気泡発泡体用樹脂組成物及びそれを用いた連続気泡発泡体 |
| JP5121243B2 (ja) * | 2006-03-30 | 2013-01-16 | Jsr株式会社 | ポリオレフィン系樹脂発泡体とその製造方法 |
| JP5008965B2 (ja) * | 2006-12-22 | 2012-08-22 | 株式会社イノアックコーポレーション | 連続気泡発泡体とその製造方法 |
-
2007
- 2007-11-20 JP JP2007300357A patent/JP5116448B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009126881A (ja) | 2009-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5116448B2 (ja) | 連続気泡発泡体とその製造方法 | |
| JP4036601B2 (ja) | ポリオレフィン系樹脂発泡体及びその製造方法 | |
| JP5008965B2 (ja) | 連続気泡発泡体とその製造方法 | |
| KR100798204B1 (ko) | 폴리올레핀 수지 발포체용 조성물, 폴리올레핀 수지발포체, 및 이의 제조방법 | |
| US20040162358A1 (en) | Composition for polyolefin resin foam and foam thereof, and method for producing foam | |
| JP7326023B2 (ja) | 熱可塑性エラストマー発泡粒子及びその成形体 | |
| JP6082239B2 (ja) | 樹脂発泡体シート、樹脂発泡体シート製造方法、及び樹脂発泡複合体 | |
| EP3072922B1 (en) | Polyethylene resin foamed particles, polyethylene resin in-mold expansion-molded article, and methods respectively for producing those products | |
| JP2010100826A (ja) | 連続気泡発泡シート及び連続気泡発泡シート製造方法 | |
| JP6378730B2 (ja) | 発泡粒子成形体 | |
| JP7053594B2 (ja) | オレフィン系熱可塑性エラストマー架橋発泡粒子 | |
| TWI520996B (zh) | 聚烯烴系樹脂發泡體及使用該樹脂發泡體之聚烯烴系樹脂發泡防塵材 | |
| JP6394150B2 (ja) | 発泡体、それからなる積層体、成形体及び自動車内装材 | |
| JP2011132356A (ja) | ポリオレフィン系樹脂発泡粒子、ポリオレフィン系樹脂発泡粒子成形体、及びポリオレフィン系樹脂発泡粒子の製造方法 | |
| WO2018084245A1 (ja) | 発泡粒子及び発泡粒子成形体 | |
| WO2018052125A1 (ja) | 発泡粒子とその成形体 | |
| JP5269368B2 (ja) | 親水性マイクロセル連続気泡発泡体とその製造方法 | |
| JP2005239995A (ja) | 熱可塑性樹脂発泡体シート及び熱可塑性樹脂発泡体シートの製造方法 | |
| EP3269762B1 (en) | Polyethylene resin foam particles having antistatic performance, and polyethylene resin in-mold foam-molded article and method for manufacturing same | |
| JP4940688B2 (ja) | ポリプロピレン系樹脂予備発泡粒子の製造方法 | |
| JP2014040507A (ja) | ポリオレフィン系樹脂発泡粒子及びその成形体 | |
| JP2024075550A (ja) | ポリオレフィン系樹脂発泡体及び止水材 | |
| JP2018080226A (ja) | 発泡粒子成形体及び靴底用クッション | |
| JP6272896B2 (ja) | スチレン発泡体のための気泡サイズ拡大剤 | |
| JP2024039124A (ja) | 発泡体及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100927 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120522 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120720 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121009 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121016 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5116448 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151026 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |