JP5087763B2 - 金属被膜を有するプラスチック成形体とその製造方法およびそれらを用いた物品 - Google Patents
金属被膜を有するプラスチック成形体とその製造方法およびそれらを用いた物品 Download PDFInfo
- Publication number
- JP5087763B2 JP5087763B2 JP2005264716A JP2005264716A JP5087763B2 JP 5087763 B2 JP5087763 B2 JP 5087763B2 JP 2005264716 A JP2005264716 A JP 2005264716A JP 2005264716 A JP2005264716 A JP 2005264716A JP 5087763 B2 JP5087763 B2 JP 5087763B2
- Authority
- JP
- Japan
- Prior art keywords
- plastic molded
- molded body
- film
- metal coating
- plastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Laminated Bodies (AREA)
- Silicon Polymers (AREA)
- Chemically Coating (AREA)
- Electroplating Methods And Accessories (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Description
ここで問題となるのは、前記樹脂プラスチック成形体基材と前記金属被膜との間の密着性であった。
しかし、かかる方法では、前記樹脂プラスチック成形体の表面が粗らされる結果、光沢が無くなるといった大きな問題があった。
そこで、下記特許文献1には、上記とは異なった方法で前記密着性を向上させる方法が開示されている。
これにより、特許文献1では、プラスチック成形体表面に凹凸を設けることなく、プラスチック成形体と金属被膜との密着性を向上させることが出来るとしている。
また、特許文献1では前記プラスチック成形体基材表面に付着する前記シランカップリング剤の厚みの調整を特に行っておらず、このことが前記密着性を向上できない原因の一つであると考えられた。
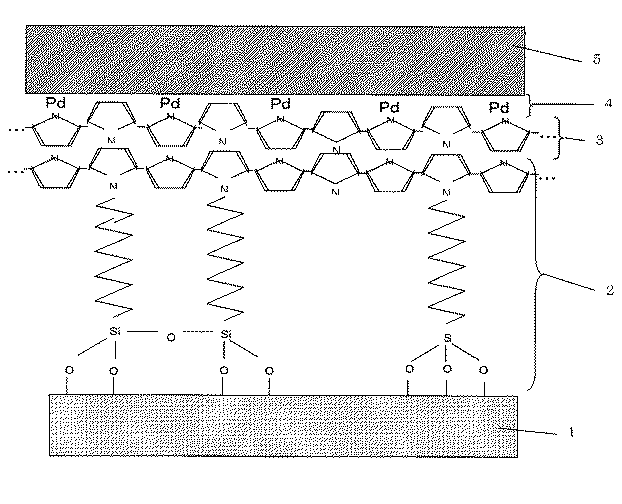
(a) プラスチック成形体基材の表面に共有結合し、ピロリル基を有する単分子膜を形成する工程と、
(b) 前記単分子膜に結合し、ポリピロール骨格を含むポリマーよりなる中間膜を形成する工程と、
(c) 前記単分子膜および中間膜上に、金属被膜を形成する工程とを含む方法を用いて製造され、
プラスチック成形体基材の表面が、該基材表面に共有結合した単分子膜と、該単分子膜に結合し、金属原子に配位可能なヘテロ芳香族環を含むポリマーよりなる中間膜を介して金属被膜で被われていることを特徴とするプラスチック成形体を提供することを要旨とする。
前記単分子膜は、上記の(化1)の化合物を繰り返し単位とし、各化合物が、−SiO−結合を介してプラスチック成形体基材表面に共有結合させておくと、耐剥離性の高い金属被膜を有するプラスチック成形体を提供する上で都合がよい。
さらにまた、前記中間膜が、前記単分子膜に結合し、ポリピロール骨格を含むので、より一層、金属被膜とプラスチック成形体基材表面との耐剥離強度を向上する上で都合がよい。
また、前記金属被膜が、金、銀、銅、アルミニウム、クロム、錫、鉛、Ta,W,Ti、亜鉛あるいはニッケルのうち少なくともいずれか1種の元素を含んで形成されていると金属被膜とプラスチック成形体基材表面との耐剥離強度を向上する上で都合がよい。さらに、プラスチック基材が、フィラーを含む合成樹脂、あるいは繊維強化プラスチックで成型されていると耐久性を上げる上で都合がよい。さらにまた、前記プラスチック成形体を用いた各種物品を製造すれば、耐久性を向上できて都合がよい。
さらに、前記(b)工程において、ピロールを含む溶液に前記プラスチック成形体基材を浸漬させて前記中間膜を形成すると、製造能率を向上する上で都合がよい。
また、前記酸化剤として、鉄、銅、アルミニウムのうち少なくともいずれか一種を含む塩、あるいはハロゲンガスを用いると、コストが安く且つ効率よく酸化重合できて都合がよい。
さらにここで、前記プラスチック成形体の基材として、無機フィラーを含む合成樹脂、あるいは無機繊維強化プラスチックで成型された部材を用いること、フィラーを介してより強固に結合した単分子膜を形成できるので都合がよい。
図1に示すように、前記中間層3上にはメッキ還元反応の触媒からなる触媒膜4が設けられ、前記触媒膜4(図1ではPd)の上に金属被膜5がメッキ形成されている。
まず、あらかじめ、フィラーとしてガラス繊維が混入されたPPS(ポリフェニレンサルファイド)樹脂を用いて下地となるカーブミラーの基材を成形し、表面を脱脂洗浄した。また、並行して、前記(化5)で示した物質(出発物質)
を、クロロホルムとジメチルシリコーンの混合溶媒に0.05mol/lの濃度で溶解し、吸着液を作成した。
続いて、前記基材を、塩化第二鉄を0.02mol/l含む水溶液に常温で5分間、浸漬し、その後、前記基材を、水洗・乾燥した(ピロリル基どうしの重合工程)。
上記実施例1の各工程のうち、基材を塩化第二鉄の水溶液に浸漬する工程だけを除いた。
上記実施例1の各工程のうち、基材をピロール液に浸漬する工程、基材を塩化第二鉄の水溶液に浸漬する工程を除いた。その代わり、Pd−Snコロイドを含む酸性水溶液に浸漬する工程において、前記水溶液にピロールを0.2mol/lの濃度で添加した。
上記実施例1の各工程のうち、基材をピロール液に浸漬する工程だけを除いた。
実施例1の各工程のうち、基材を吸着材料液中に浸漬する工程から基材を塩化第二鉄の水溶液に浸漬する工程までを除き、すなわち重合した単分子膜を形成することなく、前記基材を直接、Pd−Snコロイドを含む酸性水溶液に浸漬し、さらに実施例1と同様に、銅膜をメッキ形成した。
その結果、実施例1では、0.6N/mm、実施例2では、0.5N/mm、実施例3では、0.5N/mm、実施例4では、0.3N/mmの密着強度が得られた。
2 単分子膜
3 中間膜
4 触媒膜
5 金属被膜
Claims (12)
- プラスチック成形体基材の表面が、該基材表面に共有結合し、ピロリル基を有する単分子膜と、該単分子膜に結合し、ポリピロール骨格を含むポリマーよりなる中間膜を介して金属被膜で被われていることを特徴とするプラスチック成形体。
- 前記金属被膜中に、前記中間膜に含まれるピロリル基またはポリピロール骨格が取り込まれていることを特徴とする請求項1に記載の金属被膜を有するプラスチック成形体。
- 前記金属被膜が、金、銀、銅、アルミニウム、クロム、錫、鉛、Ta,W,Tiあるいはニッケルのうち少なくともいずれか1種の元素を含んで形成されていることを特徴とする請求項1または2に記載の金属被膜を有するプラスチック成形体。
- プラスチック基材が、フィラーを含む合成樹脂、あるいは繊維強化プラスチックで成型されることを特徴とする請求項1乃至3のいずれかに記載の金属被膜を有するプラスチック成形体。
- 請求項1乃至4のいずれかに記載された前記プラスチック成形体が用いられていることを特徴とする物品。
- (a) プラスチック成形体基材の表面に共有結合し、ピロリル基を有する単分子膜を形成する工程と、
(b) 前記単分子膜に結合し、ポリピロール骨格を含むポリマーよりなる中間膜を形成する工程と、
(c) 前記単分子膜および中間膜上に、金属被膜を形成する工程を含むことを特徴とする金属被膜を有するプラスチック成形体の製造方法。 - 前記工程(a)において、単分子膜形成のための出発物質に、下記の(化1)に示す化合物を含み、複数の前記化合物を脱離反応によってSiO結合を介して前記プラスチック成形体に共有結合させ、下記(化2)で表される構造を有し、−SiO−結合を介して該基材表面に共有結合した単分子膜を形成することを特徴とする請求項6記載の金属被膜を有するプラスチック成形体の製造方法。
- 前記(b)工程に於いて、ピロールを含む溶液に前記プラスチック成形体基材を浸漬させて前記中間膜を形成することを特徴とする請求項7記載の金属被膜を有するプラスチック成形体の製造方法。
- 前記(b)工程と前記(c)工程の間に、さらに
(d) 前記(化2)で表される構造を有する単分子膜および前記中間膜が形成された前記プラスチック成形体基材を酸化剤と接触させ、ピロールおよび前記単分子膜に含まれるピロリル基を重合させる工程を含むことを特徴とする請求項7または8記載の金属被膜を有するプラスチック成形体の製造方法。 - 前記酸化剤として、鉄、銅、アルミニウムのうち少なくともいずれか一種を含む塩、あるいはハロゲンガスを用いることを特徴とする請求項9記載の金属被膜を有するプラスチック成形体の製造方法。
- 前記金属被膜を、金、銀、銅、アルミニウム、錫、鉛、Ta,W,Tiあるいはニッケルのうち少なくともいずれか1つを含んでメッキ形成することを特徴とする請求項6乃至10のいずれかに記載の金属被膜を有するプラスチック成形体の製造方法。
- 前記プラスチック成形体の基材として、フィラーを含む合成樹脂、あるいは繊維強化プラスチックで成型された部材を用いることを特徴とする請求項6乃至11のいずれかに記載の金属被膜を有するプラスチック成形体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005264716A JP5087763B2 (ja) | 2005-09-13 | 2005-09-13 | 金属被膜を有するプラスチック成形体とその製造方法およびそれらを用いた物品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005264716A JP5087763B2 (ja) | 2005-09-13 | 2005-09-13 | 金属被膜を有するプラスチック成形体とその製造方法およびそれらを用いた物品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007076076A JP2007076076A (ja) | 2007-03-29 |
| JP5087763B2 true JP5087763B2 (ja) | 2012-12-05 |
Family
ID=37936847
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005264716A Active JP5087763B2 (ja) | 2005-09-13 | 2005-09-13 | 金属被膜を有するプラスチック成形体とその製造方法およびそれらを用いた物品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5087763B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008111234A1 (en) * | 2007-03-12 | 2008-09-18 | Kazufumi Ogawa | Shaped plastic member with a metal film, a manufacturing method thereof and articles made therefrom |
| US20110108425A1 (en) * | 2009-11-12 | 2011-05-12 | Yelin Dov | Method for producing karat gold jewelry items and a jewelry item made in accordance therewith |
| JP5674561B2 (ja) * | 2011-06-16 | 2015-02-25 | 株式会社イオックス | 無電解めっき用塗料組成物 |
| JP6592915B2 (ja) * | 2015-02-25 | 2019-10-23 | コニカミノルタ株式会社 | 透明電極基板とその製造方法、電子デバイス及び有機elデバイス |
| JP6513308B2 (ja) * | 2017-02-13 | 2019-05-15 | 東洋炭素株式会社 | めっきの前処理方法、めっき方法、めっき前処理物及びめっき物 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04180572A (ja) * | 1990-11-14 | 1992-06-26 | Sumitomo Metal Mining Co Ltd | 無電解めっき法 |
| JP3181092B2 (ja) * | 1991-04-30 | 2001-07-03 | 松下電器産業株式会社 | 帯電防止膜およびその製造方法 |
| JP3292205B2 (ja) * | 1991-04-30 | 2002-06-17 | 松下電器産業株式会社 | 機能性化学吸着膜およびその製造方法 |
| JP3331153B2 (ja) * | 1997-07-14 | 2002-10-07 | 株式会社巴川製紙所 | ポリイミドフィルム−金属薄膜の複合フィルムの製造方法 |
| JP3933128B2 (ja) * | 2003-12-26 | 2007-06-20 | 松下電工株式会社 | 金属箔付き樹脂フィルム、金属箔付き樹脂シート、金属張り積層板 |
| JP2007077429A (ja) * | 2005-09-13 | 2007-03-29 | Alps Electric Co Ltd | 金属膜を有する基板およびその製造方法、ならびに前記基板を用いた電子部品およびその製造方法 |
-
2005
- 2005-09-13 JP JP2005264716A patent/JP5087763B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007076076A (ja) | 2007-03-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5087763B2 (ja) | 金属被膜を有するプラスチック成形体とその製造方法およびそれらを用いた物品 | |
| JP4418035B2 (ja) | 特に自動車に使用するプラスチックガラス及びその製造方法 | |
| TWI462979B (zh) | A coating liquid, a hardened film and a resin laminate, and a method for producing the hardened film and the resin laminate | |
| JP2002282777A (ja) | フルオロアルキル基含有ケイ素化合物を用いたポリマー基材の被覆方法、油、水及び汚れをはじく被覆、この種の被覆により被覆された基材、この種の被覆を有する物品及び被覆及び基材の使用 | |
| JP4526153B2 (ja) | 光触媒担持構造体、その製造法および中間層形成用組成物 | |
| JP2008525593A5 (ja) | ||
| CN102933745B (zh) | 利用金属层涂覆非金属材料制成的基底的表面的方法 | |
| EP3733719B1 (en) | A substrate for formation of a polymer brush, a process of producing the substrate, and a precursor solution for use in the process | |
| TW201716237A (zh) | 防污性組成物、防污性薄片、及防污性薄片之製造方法 | |
| JP2007531805A5 (ja) | ||
| KR20090125744A (ko) | 다층 필름 및 그로부터 제조된 복합재 부품 | |
| JPH05506410A (ja) | 2層積層重合体被覆金属片およびその製造法 | |
| KR20190003737A (ko) | 금속 표면 처리용 수용액, 금속 표면의 처리 방법 및 접합체 | |
| AU2003301971B2 (en) | Coating method | |
| JP4251678B2 (ja) | プラスチックのシートを調製するためのプロセス、該シート、及び、該シートを含むグレイジング | |
| JP2020531319A (ja) | 疎水性、及び耐久性を備える処理基板 | |
| JPS5857508B2 (ja) | 基体上に密着性金属表面を生成する方法 | |
| JP4693965B2 (ja) | 光触媒担持構造体及び光触媒層形成用組成物 | |
| US4794026A (en) | Reflector construction | |
| JP2007077429A (ja) | 金属膜を有する基板およびその製造方法、ならびに前記基板を用いた電子部品およびその製造方法 | |
| JP2001107256A (ja) | 金属光沢を有する積層品及びその製造方法 | |
| WO2008111234A1 (en) | Shaped plastic member with a metal film, a manufacturing method thereof and articles made therefrom | |
| EP0897759A2 (en) | Process for imparing a metal appearance to articles | |
| JP3879982B2 (ja) | プラスチックの金属めっき方法及びその方法でめっきされた製品 | |
| JP2011144338A (ja) | 水系塗料およびこれを用いた水系塗膜 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080512 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20080929 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100817 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101016 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101022 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110906 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111024 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120814 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |