JP4908413B2 - 一の幅広の金属ストランド、又はこのストランドより幅の狭い最大で2つの金属ストランドの選択的な鋳造のための連続鋳造プラント及び方法 - Google Patents
一の幅広の金属ストランド、又はこのストランドより幅の狭い最大で2つの金属ストランドの選択的な鋳造のための連続鋳造プラント及び方法 Download PDFInfo
- Publication number
- JP4908413B2 JP4908413B2 JP2007526219A JP2007526219A JP4908413B2 JP 4908413 B2 JP4908413 B2 JP 4908413B2 JP 2007526219 A JP2007526219 A JP 2007526219A JP 2007526219 A JP2007526219 A JP 2007526219A JP 4908413 B2 JP4908413 B2 JP 4908413B2
- Authority
- JP
- Japan
- Prior art keywords
- strand
- continuous casting
- casting
- strands
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/14—Plants for continuous casting
- B22D11/147—Multi-strand plants
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Metal Rolling (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Seal Device For Vehicle (AREA)
Description
・ 3500mmまでのスラブ幅を有する金属ストランドの鋳造において、代替的に1600mmまでの幅を有する2つの金属ストランドを同時に鋳造することができる。
・ プラントの設定において、建設及び鋼の構造のための経費を大幅に削減する。
・ 全ての作業の変型のためのコンパクトな分配部材を使用することができる。
・ 周囲の構造、特にストランドガイド(バナナ状部)が4倍の代わりに2倍のみで足りる。
・ 連続鋳造プラントの投資額が全体で約20%削減される。
・ 分離した独立なタイプの操業を、別々の鋳型、別々の振動装置、別々の駆動装置、及び別々の切断装置によって最初に可能とする。
・ 2連の鋳造用鋳型において、金属ストランドの鋳造を互いに独立して行うことができる。
・ それぞれのストランドに対して独立して、湯漏れ対策が可能である。
・ 湯漏れの際には、一の(別の)ストランドで別の鋳造が可能である。
・ 鋳造湯口の交換を第2のストランドから独立して行うことができる。
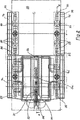
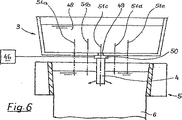
3・・・分配容器
5・・・鋳型
6、6a、6b・・・ストランド
7、7a、7b・・・振動装置
8、8a、8b・・・ストランドガイド
9a、9b、10a、10b・・・ガントリー
11・・・駆動されないローラ
12、12a、12b・・・駆動されるローラ
15a、15b・・・送出ローラテーブル
16、16a、16b・・・分離装置
17・・・分離要素
19、19a、19b・・・横断搬送装置
21a、21b・・・擬似ストランド
22a、22b・・・ガス切断ローラテーブル
25・・・空間
26、26a、26b、26c、26d・・・支持ブロック
27・・・操作装置
28・・・交換用部材
36・・・センタリング装置
37・・・クイックアクションカップリング装置
41・・・駆動装置、液圧アクチュエータ
44・・・制御ブロック
45・・・中央演算ユニット
46・・・同期装置
49・・・出口部
50・・・閉塞部材
53・・・駆動装置
55a、55b・・・ローラ保持部材
57・・・保持フレーム
60・・・遊星ギヤ
61・・・アンギュラーギヤ
62・・・カルダンシャフト
75、75a、75b・・擬似ストランドヘッド
Claims (18)
- 一の幅広の金属ストランド(6)又はこの幅広の金属ストランドより幅の狭い最大で二の金属ストランド(6a、6b)の選択的鋳造のための連続鋳造プラントであって、
少なくとも一の分配容器(3)、振動装置(7)上に支持された一の鋳型(5)、及び後続の一のストランドガイド(8)を備える前記連続鋳造プラントにおいて、
前記連続鋳造プラントには、
前記一の鋳型(5)、又は二の鋳型(5a、5b)の選択的収容のための空間(25)と、
二の振動装置(7a、7b)と、
前記振動装置(7a、7b)及びストランドガイド(8a、8b)の別々の、かつ、同期した操作のための駆動装置(41)を割り当てられた前記二のストランドガイド(8a、8b)と、
が配置され、
前記二の振動装置(7a、7b)のそれぞれは、振動を生じさせる駆動装置(41)を割り当てられており、該駆動装置(41)は、振動の同期条件を設定するための同期装置(46)に接続され、
前記振動の同期条件を設定するための前記同期装置(46)は、中央演算ユニット(45)によって形成され、
前記振動装置(7a、7b)のそれぞれは、液圧アクチュエータとして構成された駆動装置(41)及び演算ユニット(45)に信号線を介して接続された制御ブロック(44)を備えていることを特徴とする連続鋳造プラント。 - 前記振動装置(7a、7b)のそれぞれは、鋳型(5,5a、5b)を支持するための支持ブロック(26、26a、26b、26c、26d)及び中間材供給(冷却剤、電力、信号線など)のためのクイックアクションカップリング装置(37)を備え、少なくとも一のセンタリング装置(36)が、それぞれの前記支持ブロックの支持面及び前記鋳型の対応する被支持面に配置されていることを特徴とする、請求項1に記載の連続鋳造プラント。
- 鋳型の交換を行うための少なくとも一の操作装置(27)が鋳造プラットホーム上に配置されていることを特徴とする請求項1又は2に記載の連続鋳造プラント。
- 平行に延びる前記二のストランドガイド(8a、8b)は、駆動されるローラ(12、12a、12b)及び駆動されないローラ(11)を有するガントリー(9a、9b、10a、10b)を備え、前記駆動されるローラは駆動装置(53)に接続され、二の前記ガントリー(9a、9b、10a、10b)のローラの駆動装置は、前記駆動されるローラ(12、12a、12b)の同期条件を設定するための同期装置(46)に接続されていることを特徴とする、請求項1〜3のいずれか一項に記載の連続鋳造プラント。
- 前記ストランドガイド内の駆動されるローラの同期条件を設定するための前記同期装置(46)は、中央演算ユニット(45)によって形成されていることを特徴とする請求項4に記載の連続鋳造プラント。
- 一の幅広の金属ストランドの鋳造の間に協働する二の前記ガントリー(9a、9b、10a、10b)の前記ローラ(11、12、12a、12b)又はローラの対は、共通の保持フレーム(54)又はセグメントフレームに支持されていることを特徴とする、請求項4又は5に記載の連続鋳造プラント。
- 二の前記ガントリー(9a、9b)のそれぞれにおける前記1対のローラの相対的に移動可能なローラ、又は前記ローラの対のグループの相対的に移動可能なローラは、前記共通の保持フレーム(57)又はセグメントフレームに支持された、独立したローラ保持部材(55a、55b)に固定されていることを特徴とする、請求項6に記載の連続鋳造プラント。
- 前記駆動されるローラ(12a、12b)のそれぞれの駆動装置(53)は、カルダンシャフト(62)を介して、前記ローラに接続され、前記ストランドガイド(8a、8b)の、互いに隣り合って延びる二の前記ガントリー(9a、10a及び9b、10b)の半径方向外側に配置されていることを特徴とする、請求項4に記載の連続鋳造プラント。
- 少なくとも二の連続鋳造プラントの前記ストランドガイド(8a、8b)が対になって互いに隣り合って配置されている場合に、前記内側の駆動されるローラ(12b、12a)は、遊星ギヤ(60)及びアンギュラーギヤ(61)を介して前記駆動装置(53)に接続され、前記駆動装置は、前記ストランドガイド(8b、8a)の、互いに隣り合って延びる前記二のガントリーの上の半径方向に立ち上がった位置に配置されていることを特徴とする、請求項8に記載の連続鋳造プラント。
- 前記それぞれのストランドガイド(8a、8b)は、平行して鋳造される二の幅の狭い金属ストランド(6a、6b)のうちの一方の横断分割のための、独立した分離装置(16a、16b)を割り当てられ、これらの分離装置のそれぞれが少なくとも一の分離要素(17)を保持していることを特徴とする、請求項1〜9のいずれか1項に記載の連続鋳造プラント。
- 前記それぞれのストランドに対する前記二のストランドガイド(8a、8b)又はガス切断ローラテーブル(22a、22b)にまたがる二の前記分離装置(16a、16b)は、前記ストランドの搬送方向に前後に配置されていることを特徴とする、請求項10に記載の連続鋳造プラント。
- 一の幅広の金属ストランド(6)の横断分割のための二の前記分離装置(16a、16b)のうちの少なくとも一方は、二の協働する分離要素(17)を伴って設けられていることを特徴とする、請求項10又は11に記載の連続鋳造プラント。
- 前記ストランドガイド(8a、8b)及び前記分離装置(16a、16b)に続いて、送出ローラテーブル(15a、15b)が設けられ、該送出ローラテーブルは、前記ストランドの部片(スラブ)の搬送方向の変更のための横断搬送装置(19、19a、19b)を割り当てられ、前記部片(スラブ)を前記ストランドの搬送方向に対して横方向に導くことを特徴とする、請求項1〜12のいずれか1項に記載の連続鋳造プラント。
- 前記分配容器(3)は、互いに所定の距離をおいて隣り合うように配置された、複数の溶融金属の出口部(49)を有し、該出口部には閉塞部材(50)が割り当てられ、これら閉塞部材は、信号線を介して前記中央演算ユニット(45)に接続されるとともに、後続の前記鋳型(5、5a、5b)の鋳造形式の関数として起動可能であることを特徴とする、請求項1〜13のいずれか1項に記載の連続鋳造プラント。
- 鋳造の開始に対して、二の擬似ストランド(21a、21b)は前記ストランドガイド(8a、8b)によって前記鋳型(5、5a、5b)の中に誘導され、二の前記鋳型(5a、5b)が使用される場合には、前記二の擬似ストランドは分離した擬似ストランドヘッド(75a、75b)を伴って設けられ、一の前記鋳型(5)が使用される場合には、前記二の擬似ストランドは共通の擬似ストランドヘッド(75)を伴って設けられることを特徴とする、請求項1〜14のいずれか1項に記載の連続鋳造プラント。
- 連続鋳造プラントにおいて、一の幅広の金属ストランド、又は、この幅広の金属ストランドより幅の狭い二の金属ストランドを選択的に鋳造する方法であって、
少なくとも部分的に固体化した金属ストランドを形成するステップと、
前記少なくとも部分的に固体化した金属ストランドを後続のストランドガイド中で支持し誘導するステップと、
を有し、
それぞれの金属ストランドを鋳造するための鋳造パラメータは、一の金属ストランドの鋳造中及び二の金属ストランドの平行した鋳造中の両方において、個別に設定し、制御することができることを特徴とする方法。 - それぞれの個別の前記金属ストランドの鋳造のための鋳型の少なくとも一の振動パラメータ及びそれぞれ個別の前記金属ストランドの鋳造速度は、個別に設定し、制御することができることを特徴とする請求項16に記載の方法。
- 単一の幅広の金属ストランドの鋳造のためには、単一の鋳型が、前記連続鋳造プラントに挿入され、少なくとも二の同期して操作される振動装置上に支持され、鋳造された金属ストランドは、二の同期して操作されるストランドガイド中で支持されるとともに誘導され、
二の幅の狭い金属ストランドの同時鋳造のためには、互いに独立した二の鋳型が、前記連続鋳造プラントの中に挿入され、それぞれのストランドに対して、さらなる前記振動装置のうちの独立して操作される少なくとも一の振動装置上に支持され、鋳造された金属ストランドは、互いから分離して操作されるストランドガイド中で支持され、案内されることを特徴とする、請求項16又は17に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT0100404A AT414221B (de) | 2004-06-09 | 2004-06-09 | Stranggiessanlage und verfahren zum wahlweisen giessen eines breiten metallstranges oder maximal zweier demgegenüber schmälerer metallstränge |
| ATA1004/2004 | 2004-06-09 | ||
| PCT/EP2005/004570 WO2005120746A2 (de) | 2004-06-09 | 2005-04-28 | Stranggiessanlage und verfahren zum wahlweisen giessen eines breiten metallstranges oder maximal zweier demgegenüber schmälerer metallstränge |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008501532A JP2008501532A (ja) | 2008-01-24 |
| JP2008501532A5 JP2008501532A5 (ja) | 2011-07-28 |
| JP4908413B2 true JP4908413B2 (ja) | 2012-04-04 |
Family
ID=35207024
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007526219A Expired - Fee Related JP4908413B2 (ja) | 2004-06-09 | 2005-04-28 | 一の幅広の金属ストランド、又はこのストランドより幅の狭い最大で2つの金属ストランドの選択的な鋳造のための連続鋳造プラント及び方法 |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP1761349B1 (ja) |
| JP (1) | JP4908413B2 (ja) |
| CN (1) | CN1993195B (ja) |
| AT (2) | AT414221B (ja) |
| DE (1) | DE502005005270D1 (ja) |
| RU (1) | RU2370338C2 (ja) |
| WO (1) | WO2005120746A2 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT506673B1 (de) | 2008-05-13 | 2012-07-15 | Siemens Vai Metals Tech Gmbh | Verfahren zur kühlmittelaufbringung auf einen gegossenen metallstrang in einer stranggiessanlage und stranggiessanlage dazu |
| AT506824B1 (de) * | 2008-05-26 | 2013-01-15 | Siemens Vai Metals Tech Gmbh | Mehrstrang-stranggiessanlage |
| AT509352B1 (de) * | 2010-02-05 | 2014-06-15 | Siemens Vai Metals Tech Gmbh | Strangführungssegment in kassettenbauweise mit einzelrollenanstellung |
| KR101360552B1 (ko) * | 2011-12-19 | 2014-02-11 | 주식회사 포스코 | 연주 설비 |
| CN103182488B (zh) * | 2013-04-08 | 2016-03-16 | 中国重型机械研究院股份公司 | 一种一机两流板坯连铸机及其生产方法 |
| AT516300B1 (de) * | 2014-09-23 | 2016-09-15 | Primetals Technologies Austria GmbH | Verfahren zum raschen Umbau einer einsträngigen Brammen-Stranggießanlage in eine mehrsträngige Knüppel-Stranggießanlage und vice versa |
| CN106541704B (zh) * | 2016-11-04 | 2018-07-03 | 马钢(集团)控股有限公司 | 一种圆柱钢锭分离式双端面读码系统 |
| CN109482826B (zh) * | 2018-12-28 | 2024-01-30 | 宁夏铸源机械制造有限公司 | 生产电石用回转式自动浇铸设备 |
| CN109604543B (zh) * | 2018-12-28 | 2024-01-26 | 宁夏铸源机械制造有限公司 | 铸造电石料同步破碎式回转浇铸设备 |
| RU2698005C1 (ru) * | 2019-05-06 | 2019-08-21 | Общество с ограниченной ответственностью "Инновационные металлургические технологии" (ООО "ИНМЕТ") | Криволинейная установка для непрерывной разливки сортовых заготовок |
| EP3885060A1 (de) * | 2020-03-25 | 2021-09-29 | Primetals Technologies Austria GmbH | Stranggiessanlage und verfahren zum betreiben der stranggiessanlage |
| DE102024126423A1 (de) * | 2024-09-13 | 2026-03-19 | Thyssenkrupp Steel Europe Ag | Vorrichtung zum Stranggießen eines Gießstrangs |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5274527A (en) * | 1975-12-18 | 1977-06-22 | Ishikawajima Harima Heavy Ind | Method of continuous casting by poly strand |
| JPS5290421A (en) * | 1976-01-27 | 1977-07-29 | Ishikawajima Harima Heavy Ind | Pinch roll apparatus in poly strand continuous casting equipment |
| CH639884A5 (en) * | 1979-06-14 | 1983-12-15 | Gautschi Electro Fours Sa | Horizontal casting installation for the continuous and simultaneous production of two or more continuously cast profiles, in particular round bars |
| JPS5623252U (ja) * | 1979-07-25 | 1981-03-02 | ||
| JPS5680945U (ja) * | 1979-11-22 | 1981-06-30 | ||
| JPS6024457U (ja) * | 1983-07-28 | 1985-02-19 | 川崎製鉄株式会社 | 兼用型連続鋳造装置の鋳片引抜き装置 |
| DE3706720C2 (de) * | 1987-03-02 | 1994-04-21 | Voest Alpine Ind Anlagen | Stranggießanlage mit zwei nebeneinander angeordneten Druchlaufkokillen |
| JPH0344368Y2 (ja) * | 1987-07-23 | 1991-09-18 | ||
| JPH0631416A (ja) * | 1992-07-15 | 1994-02-08 | Hitachi Zosen Corp | 連続鋳造設備 |
| JP3110212B2 (ja) * | 1993-07-08 | 2000-11-20 | 共英製鋼株式会社 | 鋳型交換装置を備えた連続鋳造設備 |
| JPH08174169A (ja) * | 1994-12-21 | 1996-07-09 | Kawasaki Steel Corp | ツインキャスト型連続鋳造装置の鋳片引抜き装置およびその運転方法 |
| JPH08323453A (ja) * | 1995-05-30 | 1996-12-10 | Kawasaki Steel Corp | ツイン鋳造における鋳片切断装置 |
| DE10057250A1 (de) * | 2000-11-18 | 2002-05-23 | Sms Demag Ag | Mehrfach-Stranggießanlage mit verstellbarer Gleitkokille |
| DE10116087A1 (de) * | 2001-03-30 | 2002-10-10 | Sms Demag Ag | Verstellbarer Kokillenteiler zum Einbau in eine konventionelle Brammenkokille |
| US6857464B2 (en) * | 2002-09-19 | 2005-02-22 | Hatch Associates Ltd. | Adjustable casting mold |
-
2004
- 2004-06-09 AT AT0100404A patent/AT414221B/de not_active IP Right Cessation
-
2005
- 2005-04-28 RU RU2006146803/02A patent/RU2370338C2/ru not_active IP Right Cessation
- 2005-04-28 AT AT05739881T patent/ATE406969T1/de not_active IP Right Cessation
- 2005-04-28 WO PCT/EP2005/004570 patent/WO2005120746A2/de not_active Ceased
- 2005-04-28 CN CN2005800267365A patent/CN1993195B/zh not_active Expired - Fee Related
- 2005-04-28 JP JP2007526219A patent/JP4908413B2/ja not_active Expired - Fee Related
- 2005-04-28 DE DE502005005270T patent/DE502005005270D1/de not_active Expired - Lifetime
- 2005-04-28 EP EP05739881A patent/EP1761349B1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| ATE406969T1 (de) | 2008-09-15 |
| CN1993195B (zh) | 2010-05-05 |
| RU2370338C2 (ru) | 2009-10-20 |
| CN1993195A (zh) | 2007-07-04 |
| JP2008501532A (ja) | 2008-01-24 |
| AT414221B (de) | 2006-10-15 |
| ATA10042004A (de) | 2006-01-15 |
| DE502005005270D1 (de) | 2008-10-16 |
| EP1761349A2 (de) | 2007-03-14 |
| WO2005120746A3 (de) | 2006-03-16 |
| EP1761349B1 (de) | 2008-09-03 |
| RU2006146803A (ru) | 2008-07-20 |
| WO2005120746A2 (de) | 2005-12-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4908413B2 (ja) | 一の幅広の金属ストランド、又はこのストランドより幅の狭い最大で2つの金属ストランドの選択的な鋳造のための連続鋳造プラント及び方法 | |
| US3483915A (en) | Method of forming continuously-cast metal strand into integral billets | |
| KR920004969B1 (ko) | 이중 로울러식 연속 주조기용 주입 장치 | |
| FI61817C (fi) | Saett och anordning foer framstaellning av ett halvfabrikat urn metallsmaelta | |
| GB2305144A (en) | Strip casting using nozzle with side openings | |
| JPH0470105B2 (ja) | ||
| JP2008501532A5 (ja) | ||
| RU2428276C2 (ru) | Ленточная литейная машина, имеющая регулируемую длину контакта с отливаемой металлической заготовкой | |
| JPS6068145A (ja) | 熔融金属の連続鋳造装置及びこの連続鋳造装置で鋳造される鋳造ストリップの幅を制御する方法 | |
| CN113523208B (zh) | 复合连铸机及其生产方法 | |
| JP7531397B2 (ja) | 連続鋳造用の浸漬入口ノズル | |
| CN1349442A (zh) | 带浇注装置 | |
| US8047264B2 (en) | Casting delivery nozzle | |
| US342920A (en) | And hoeace w | |
| JP5743225B2 (ja) | 幅が可変の鋳造ストリップ用連続鋳造装置 | |
| JPH0411287B2 (ja) | ||
| JPH0147271B2 (ja) | ||
| CN103182488A (zh) | 一种一机两流板坯连铸机及其生产方法 | |
| JPS61182804A (ja) | 板連続製造方法及びその装置 | |
| JP2004505775A (ja) | 鋼から成る鋳込みストランド、特に桁用粗形材の、支持、案内、および冷却のための方法およびストランド案内機構 | |
| KR100470661B1 (ko) | 용강균일장입장치 및 연속주조장치 | |
| JPH01273654A (ja) | 金属溶湯の注湯用ノズル | |
| JPS6261765A (ja) | 連続鋳造用ロ−ラエプロン | |
| JP2003053488A (ja) | 連続鋳造設備 | |
| KR101052265B1 (ko) | 턴디쉬노즐의 토출량 제어방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110104 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20110308 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20110331 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110610 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111213 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120112 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150120 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |