JP4900968B2 - 加工制御装置 - Google Patents
加工制御装置 Download PDFInfo
- Publication number
- JP4900968B2 JP4900968B2 JP2008115666A JP2008115666A JP4900968B2 JP 4900968 B2 JP4900968 B2 JP 4900968B2 JP 2008115666 A JP2008115666 A JP 2008115666A JP 2008115666 A JP2008115666 A JP 2008115666A JP 4900968 B2 JP4900968 B2 JP 4900968B2
- Authority
- JP
- Japan
- Prior art keywords
- tool
- axis
- machining
- control data
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000003754 machining Methods 0.000 claims description 184
- 238000000034 method Methods 0.000 claims description 43
- 230000001133 acceleration Effects 0.000 claims description 33
- 238000009499 grossing Methods 0.000 claims description 9
- 238000004364 calculation method Methods 0.000 description 27
- 102220329498 rs961496947 Human genes 0.000 description 17
- 230000036461 convulsion Effects 0.000 description 15
- 238000013500 data storage Methods 0.000 description 15
- 239000007787 solid Substances 0.000 description 15
- 102220609839 AP-1 complex subunit sigma-1A_P15A_mutation Human genes 0.000 description 12
- 101000755953 Bacillus subtilis (strain 168) Ribosome maturation factor RimP Proteins 0.000 description 12
- 238000010586 diagram Methods 0.000 description 12
- 230000006870 function Effects 0.000 description 8
- 101000611441 Solanum lycopersicum Pathogenesis-related leaf protein 6 Proteins 0.000 description 6
- 230000014509 gene expression Effects 0.000 description 3
- 102220274086 rs1379627026 Human genes 0.000 description 2
- 238000004088 simulation Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 230000007274 generation of a signal involved in cell-cell signaling Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 210000000707 wrist Anatomy 0.000 description 1
Images



















Landscapes
- Numerical Control (AREA)
Description
「工具移動速度」とは、工具位置がワーク上を移動する速度をいう。また、指定工具移動速度は1のみ指定される場合に限られず、工具軌跡の場所に応じて複数の指定工具移動速度が指定される場合がある。
「軸制御データ」とは、分割軌跡に従って工具位置を移動させるときに加工機の各軸を制御するためのデータをいう。
「指定工具移動速度に従った速度」とは、指定工具移動速度に近くなるように工具位置を移動させる速度をいい、指定工具移動速度と同じ速度でない場合を含む。
本発明の加工システム1は、加工形状を作成するCAD装置2と、加工機を制御する加工制御装置3と、ワークをテーブルに載置して工具でワークを加工する加工機4とからなる。また、CAD装置2と加工制御装置3とはネットワーク5で接続されている。
加工を行う際、加工機4や用いる工具によって、最大加速度、最大加加速度などに違いがあるため、加工を行う際に一定の加工精度を維持するには、加工機4や用いられる工具に応じて制御方法を調整しなければならない。そこで、まず、加工制御装置3の操作パネル31から、オペレータが最大加速度、最大加加速度などに関する種々のパラメータを設定して、パラメータ記憶手段311に記憶する(S100)。
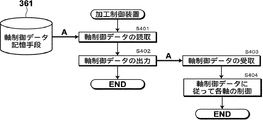
すなわち、まずオペレータが加工制御装置3の操作パネル31から軸制御データ修正システム38の実行開始操作を行う(S301)。
続いて、工具位置算出手段381が指定された軸制御データAを軸制御データ記憶手段361から読み出し、先頭の軸制御データAから順に各軸の移動量を求めて図10に示す如く工具位置を算出する(S302)。
上述の実施の形態では、等高線加工でワークを加工する場合について説明したが、走査線加工や面沿加工においても同様に軸制御データを修正することができる。
上述の実施の形態では、一定の時間間隔で速度変化を記録した軸制御データを用いて制御する場合について説明したが、決められた時間間隔であれば、一定の時間間隔でなくてもよい。
上述の実施の形態では、一定の時間間隔で速度変化を記録した軸制御データを駆動部に出力する場合について説明したが、各軸方向の速度の時間変化を表す数式のデータを軸制御データとして駆動部に出力し、駆動部で受け取った数式に従って軸速度を変化させるようにしてもよい。
2 CAD装置
3 加工制御装置
4 加工機
5 ネットワーク
31 操作パネル
32 入力手段
33 オフセット形状生成手段
34 工具軌跡生成手段
35 分割軌跡算出手段
36 軸制御データ算出手段
37 出力手段
38 軸制御データ修正システム
41 主軸
42 テーブル
43,44 送り軸
45 駆動部
46 軸制御データ受信部
47 信号生成部
48 主軸アンプ
48a モータ
49 サーボアンプ
49a,49b モータ
311 パラメータ記憶手段
312 加工速度記憶手段(工具移動速度記憶手段)
313 オフセット値記憶手段
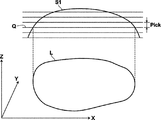
314 ピックフィード記憶手段
315 表示装置
321 加工形状記憶手段(モデルデータ記憶手段)
341 工具軌跡記憶手段
361 軸制御データ記憶手段
381 工具位置算出手段
382 工具食い込み判断手段
383 工具位置修正手段
384 軸制御データ修正手段
M ソリッドモデル
d オフセット値
A 軸制御データ
Claims (5)
- ワークの加工形状を記憶する加工形状記憶手段と、
工具が前記ワークを加工する工具位置を複数の軸方向に移動させる加工機を用いて前記ワークを前記加工形状に加工する際の予め指定された指定工具軌跡を記憶する工具軌跡記憶手段と、
前記工具が前記ワークを加工する際の予め指定された指定工具移動速度を記憶する工具移動速度記憶手段と、
最大加速度を前記加工機の加速の許容限度を示すパラメータとして記憶するパラメータ記憶手段と、
前記指定工具軌跡を、該指定工具軌跡の曲率が小さい部分は大きい間隔で分割し、該指定工具軌跡の曲率が大きくなるに従って小さい間隔で分割して複数の分割軌跡を求める分割軌跡算出手段と、
工具移動速度を変えながら前記工具位置を前記分割軌跡上で移動させる前記加工機の駆動部に出力するための、前記工具位置を前記指定工具移動速度に従った速度で各分割軌跡上を移動させて前記ワークを加工するときの該分割軌跡上における始点の各軸位置と、該各軸位置から前記曲率に応じて前記加速の許容限度を超えないように所定の時間間隔Δtで求めた各軸方向の工具移動速度と、を軸制御データとして求める軸制御データ算出手段と、
前記軸制御データに基づいて前記工具が前記ワークを加工する際の工具位置を求める工具位置算出手段と、
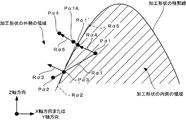
前記軸制御データに基づいて求められた前記ワークを加工する際の工具位置と前記ワークの加工形状とを比較して該加工形状に対し前記工具が食い込んだ状態にあるか否かを判断する工具食い込み判断手段と、
前記工具が食い込んだ状態にあると判断されたときに、該食い込んだ状態が回避されるように前記工具位置を修正する工具位置修正手段と、
前記修正された工具位置に基づいて前記軸制御データにおける各軸方向の工具移動速度を修正する軸制御データ修正手段と、を備え、
前記所定の時間間隔Δtで求めた各軸方向の工具移動速度が、前記分割軌跡上の接線方向に前記工具が移動するよう決められたものであり、
前記駆動部が、前記軸制御データの前記所定の時間間隔Δtで求めた時間Tiにおける前記各軸方向の工具移動速度Viが次の時間Ti+1(=Ti+Δt)までに次の時間Ti+1(=Ti+Δt)における前記各軸方向の工具移動速度Vi+1になるように前記各軸方向の工具移動速度を変えるものであることを特徴とする加工制御装置。 - ワークの加工形状を記憶する加工形状記憶手段と、
工具が前記ワークを加工する工具位置を複数の軸方向に移動させる加工機を用いて前記ワークを前記加工形状に加工する際の予め指定された指定工具軌跡を記憶する工具軌跡記憶手段と、
前記工具が前記ワークを加工する際の予め指定された指定工具移動速度を記憶する工具移動速度記憶手段と、
最大加速度を前記加工機の加速の許容限度を示すパラメータとして記憶するパラメータ記憶手段と、
前記指定工具軌跡を、該指定工具軌跡の曲率が小さい部分は大きい間隔で分割し、該指定工具軌跡の曲率が大きくなるに従って小さい間隔で分割して複数の分割軌跡を求める分割軌跡算出手段と、
工具移動速度を変えながら前記工具位置を前記分割軌跡上で移動させる前記加工機の駆動部に出力するための、前記工具位置を前記指定工具移動速度に従った速度で各分割軌跡上を移動させて前記ワークを加工するときの該分割軌跡上における始点の各軸位置と、該各軸位置から前記曲率に応じて前記加速の許容限度を超えないように所定の時間間隔Δtで求めた各軸方向の工具移動速度と、を軸制御データとして求める軸制御データ算出手段と、
前記軸制御データに基づいて前記工具が前記ワークを加工する際の工具位置を求める工具位置算出手段と、
前記軸制御データに基づいて求められた前記ワークを加工する際の工具位置と前記ワークの加工形状とを比較して前記工具位置が前記加工形状の内側の領域にあるか外側の領域にあるかを確認し、前記工具位置が前記内側の領域にあるときは前記加工形状に対し前記工具が食い込んだ状態にあると判断し、前記工具位置が前記外側の領域にあるときは前記工具に食い込みのない状態と判断する工具食い込み判断手段と、
前記工具が食い込んだ状態にあると判断されたときに、前記工具が前記加工形状の外側の領域を通過するように前記食い込んだ状態の工具位置を修正する工具位置修正手段と、
前記修正された工具位置に基づいて前記軸制御データにおける各軸方向の工具移動速度を修正する軸制御データ修正手段と、を備え、
前記所定の時間間隔Δtで求めた各軸方向の工具移動速度が、前記分割軌跡上の接線方向に前記工具が移動するよう決められたものであり、
前記駆動部が、前記軸制御データの前記所定の時間間隔Δtで求めた時間Tiにおける前記各軸方向の工具移動速度Viが次の時間Ti+1(=Ti+Δt)までに次の時間Ti+1(=Ti+Δt)における前記各軸方向の工具移動速度Vi+1になるように前記各軸方向の工具移動速度を変えるものであることを特徴とする加工制御装置。 - 前記工具位置修正手段は、前記修正された工具位置のスムージング処理を行うことを特徴とする請求項1乃至請求項2に記載の加工制御装置。
- 前記スムージング処理は、前記修正された工具位置の近傍にある食い込みのない工具位置を通りかつ前記修正された工具位置を近似する近似曲線を生成し、該生成された近似曲線上に前記修正された工具位置が含まれるように配列し直して工具位置を更に修正する処理であることを特徴とする請求項3に記載の加工制御装置。
- 前記近似曲線はパラメトリック曲線とすることを特徴とする請求項4に記載の加工制御装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008115666A JP4900968B2 (ja) | 2008-04-25 | 2008-04-25 | 加工制御装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008115666A JP4900968B2 (ja) | 2008-04-25 | 2008-04-25 | 加工制御装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009266000A JP2009266000A (ja) | 2009-11-12 |
| JP4900968B2 true JP4900968B2 (ja) | 2012-03-21 |
Family
ID=41391767
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008115666A Expired - Fee Related JP4900968B2 (ja) | 2008-04-25 | 2008-04-25 | 加工制御装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4900968B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017110236A1 (ja) * | 2015-12-24 | 2017-06-29 | 三菱電機株式会社 | 工具経路修正装置および工具経路修正方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6063161B2 (ja) * | 2012-07-20 | 2017-01-18 | 株式会社ミツトヨ | 形状測定装置及び形状測定装置の制御方法 |
| DE102014223434A1 (de) * | 2014-11-17 | 2016-05-19 | P & L Gmbh & Co. Kg | Verfahren zur Bearbeitung eines Werkstücks mittels eines spanabhebenden Werkzeugs auf einer NC-gesteuerten Werkzeugmaschine |
| DE112017006457B4 (de) * | 2017-12-26 | 2025-10-23 | Mitsubishi Electric Corporation | Bearbeitungsprogrammänderungsvorrichtung und Bearbeitungsprogrammänderungsverfahren |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2595572B2 (ja) * | 1987-10-30 | 1997-04-02 | ソニー株式会社 | オフセツトデータ作成方法 |
| JPH09160624A (ja) * | 1995-12-06 | 1997-06-20 | Toyota Motor Corp | 工具経路決定方法 |
| JPH1128641A (ja) * | 1997-07-08 | 1999-02-02 | Asahi Glass Co Ltd | 板状体の加工装置 |
| JPH11282517A (ja) * | 1998-03-12 | 1999-10-15 | Internatl Business Mach Corp <Ibm> | マルチプライアを利用したパルス制御の方法およびシステム |
| JP2004171268A (ja) * | 2002-11-20 | 2004-06-17 | Yaskawa Electric Corp | 数値制御装置の指令作成装置 |
| JP2006163665A (ja) * | 2004-12-06 | 2006-06-22 | Toshiba Corp | 数値制御加工機の数値制御情報確認装置および方法 |
-
2008
- 2008-04-25 JP JP2008115666A patent/JP4900968B2/ja not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017110236A1 (ja) * | 2015-12-24 | 2017-06-29 | 三菱電機株式会社 | 工具経路修正装置および工具経路修正方法 |
| JP6157781B1 (ja) * | 2015-12-24 | 2017-07-05 | 三菱電機株式会社 | 工具経路修正装置および工具経路修正方法 |
| US10599126B2 (en) | 2015-12-24 | 2020-03-24 | Mitsubishi Electric Corporation | Tool-path correcting apparatus and tool-path correcting method |
| DE112016005969B4 (de) | 2015-12-24 | 2024-12-05 | Mitsubishi Electric Corporation | Werkzeugwegkorrekturvorrichtung und Werkzeugwegkorrekturverfahren |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009266000A (ja) | 2009-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4847428B2 (ja) | 加工シミュレーション装置およびそのプログラム | |
| JP5417392B2 (ja) | 数値制御装置 | |
| JP6257796B2 (ja) | 工具経路の生成方法および工作機械 | |
| JP6450732B2 (ja) | 数値制御装置 | |
| JP4802170B2 (ja) | 加工時間算出装置およびそのプログラム | |
| JP6133995B2 (ja) | 工具経路評価方法、工具経路生成方法、及び工具経路生成装置 | |
| JP6646027B2 (ja) | ポストプロセッサ装置、加工プログラム生成方法、cnc加工システム及び加工プログラム生成用プログラム | |
| JP5737970B2 (ja) | 工作機械の制御システム | |
| CN101563661A (zh) | 加工控制装置及其程序 | |
| JP4940266B2 (ja) | 数値制御装置およびその制御プログラム | |
| CN112578736A (zh) | 模拟装置 | |
| JP4900968B2 (ja) | 加工制御装置 | |
| JP2935713B2 (ja) | 数値制御装置 | |
| JP5013482B2 (ja) | 加工シミュレーション装置 | |
| WO2015037150A1 (ja) | 工具経路生成方法および工具経路生成装置 | |
| JP4982170B2 (ja) | 加工制御装置および加工制御プログラム | |
| JPH09190211A (ja) | 数値制御装置の経路制御方式 | |
| WO2021230237A1 (ja) | 加工経路作成装置 | |
| WO2022138843A1 (ja) | 数値制御装置 | |
| JP7355951B1 (ja) | 制御装置及びコンピュータ読み取り可能な記録媒体 | |
| JP7355952B1 (ja) | 制御装置及びコンピュータ読み取り可能な記録媒体 | |
| JPH11194813A (ja) | 産業用機械の動作指令作成方法 | |
| WO2023058243A9 (ja) | 制御装置及びプログラムを記録したコンピュータ読み取り可能な記録媒体 | |
| JP3560710B2 (ja) | ロボットの位置決め方法および位置決め装置 | |
| JPH01205955A (ja) | 数値制御工作機械 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100916 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110729 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110905 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111222 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4900968 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150113 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |