以下、本発明に係る鳩目穴かがりミシンを適用した実施形態の鳩目穴かがりミシン1について、図面を参照して順に説明する。
まず、本実施形態の鳩目穴かがりミシン1の物理的構成について、図1を参照して説明する。図1は、本実施形態の鳩目穴かがりミシン1の斜視図であり、図2は、本実施形態の鳩目穴かがりミシン1の右側面図である。また図3は、縫製機構15及び回転機構21の斜視図であり、図4は、ルーパー機構19の正面図である。また図5は、送り台35の平面図であり、図6は、針受板41の平面図であり、図7は、針受板41の斜視図である。尚、図1において、矢印65で示す紙面の手前側を前方、紙面の奥行き側を後方と言い、紙面の左右方向を左右方向と言う。
図1及び図2に示すように、鳩目穴かがりミシン1は、略矩形箱状をなすベッド部2と、そのベッド部2の後方部に立設される脚柱部5と、その脚柱部5の上部から前方に延びるアーム部3等を有し、平面視矩形のミシンテーブル4上に載置固定されている。
このミシンテーブル4には、複数種類の鳩目穴かがり縫目のうちから択一的に縫製する縫目を選択したり、他の操作等の各種指示を入力したりする操作パネル7,鳩目穴かがりミシン1に上糸を供給するための糸駒(図示せず)を載置する糸駒台6,起動・停止スイッチ81(図9参照)及び、各機構の作動を制御する制御装置70等が設けられている。
アーム部3の先端部には、縫針10を備えた棒状の針棒11が上下動可能に設けられ、詳しく図示はしないが、ミシンモータ91の駆動により回転する主軸8の回転力がカム機構に伝達され、所定幅分だけ左右に揺動しながら上下駆動されるようになっている。この場合、主軸8の1回転により、針棒11は左側揺動位置(内針位置)と右側揺動位置(外針位置)とに2回上下動するようになっている。
また、図3及び図4に示すように、ベッド部2には、針棒11に対向するように、糸で輪を作るための1対のルーパー17,18を備えたルーパー土台16が設けられている。これら2個のルーパー17,18はルーパー土台16に設けられたリンク機構(図示せず)やカム機構(図示せず)を介して主軸8の回転により、針棒11の上下動と調時して揺動駆動されるようになっている。そして、縫針10には糸駒台6に載置された糸駒(図示せず)から供給される上糸13が挿通されるとともに、左ルーパー18の先端部には下糸(図示せず)が挿通され、右ルーパー17は上糸ループを編み込みながら下糸を交絡させて、縫目を形成するようになっている。
次に、下端に縫針10を備える針棒11とルーパー機構19等により構成される縫製機構15が、θ軸心回りに回転される回転機構21について、図3を参照して簡単に説明する。針棒11及びルーパー土台16を備える縫製機構15はベッド部2内に設けられたθ軸方向駆動モータ29を備える回転機構21により、それぞれ水平面において、θ軸周りに一体的に回転するようになっている。
詳細には、鉛直向きの棒状のレース回転軸27の上端部と下端部とにそれぞれ外周に歯形を有するプーリ22,23が固着され、針棒11を中心に嵌合した針棒ブロック12と上側プーリ22とにわたって、上側プーリ22の歯形と嵌合する凹凸を内側に備えた帯状のタイミングベルト24が掛装されている。一方、下側プーリ23とθ軸方向駆動モータ29の駆動軸に固着された駆動プーリ28とルーパー土台16の従動ギヤ26とにわたって、下側プーリ23の歯形と嵌合する凹凸を内側に備えた帯状のタイミングベルト25が掛装されている。それ故、θ軸方向駆動モータ29の回転により、レース回転軸27及びタイミングベルト24,25を介して、針棒11とルーパー土台16とが同期してθ軸心回りに回転できるようになっている。尚、図2に示すように縫製機構15が備える縫針10が上糸13の手前側に配置された状態を、縫製機構15の回転角度が0度とし、縫針10(縫製機構15)が0度の方向を向いている状態と言う。また、縫製機構15が備える上糸13が縫針10の手前側に配置された状態を、縫製機構15の回転角度が180度とし、縫針10(縫製機構15)が180度の方向を向いている状態と言う。
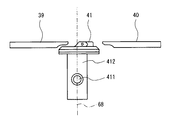
所定の厚みを有する円盤と、その円盤を上部にて支える上下方向に延設された所定の厚みを有する板とからなるルーパー土台16の上方には、前述した左右1対のルーパー17,18等を有する二重環のルーパー機構19が設けられるとともに、図5〜図7に示す、楕円の一部を直線上に切り欠いた平面形状を有する針受板41が設けられている。この針受板41は、ルーパー土台16の上方に設けられた板状の支持板413に、ねじ411により固定された上下方向に長い板状の支持板412の上部に固着されている。そして、この針受板41の上面に備えられた凸部には、矢印67で示す布送り方向に向かって芯糸42を挿通させる糸挿通穴43が形成されるとともに、図6に示すように縫針10が内側に揺動したとき(内針)に針受板41を通過する内針通過位置44と、縫針10が外側に揺動したとき(外針)において針受板41を通過する外針通過位置45とを包含する左右に長い略楕円状の針穴46が形成されている。尚、矢印66で図示する縫目形成方向は、鳩目穴かがりミシン1により縫目が形成される方向である。
ベッド部2には、図2及び図5に示すように、鳩目穴部に対応する略円形状の鳩目部とこれに連なる直線状の形状を有する刃を備えるメス31がルーパー土台16の後方側に位置して固定配置され、取付け台(図示略)にボルトにより着脱可能に取付けられるとともに、このメス31に対して上方には、鳩目穴部を打ち抜く為のハンマー32が揺動可能に設けられている。この打ち抜き用のハンマー32の先端部には、ハンマー本体33が着脱可能に取付けられ、ベッド部2の内部に設けられたハンマー用エアシリンダ93等からなるハンマー駆動機構(図示せず)により駆動され、ハンマー本体33とメス31の協働により、鳩目穴部を加工布に穿孔するようになっている。
ベッド部2の上面部には、加工布がセットされる送り台35が設けられている。この送り台35は、所定の厚みを有する板状の部材からなり、全体として矩形の平面形状を有している。図5に示すように、この送り台35の左右方向中央部の上面には、前後方向に長い長方形の平面形状を有する左右1対の板状のクロスプレート36,37がそれぞれ設けられている。右側クロスプレート37の前後方向の途中部には、左端部の鳩目部に対応する部分が半円状に切り欠かれた板状の右針板40がビスにより着脱可能に固着され、左側クロスプレート36の前後方向の途中部には、右端部の鳩目部に対応する部分が半円状に切り欠かれた板状の左針板39がビスより着脱可能に固着されている。この右針板40及び左針板39は、本発明の針板に相当するものである。また、両クロスプレート36,37の略前端側部分は、ベッド部2の内部に設けられた糸切り装置(図示せず)を覆うようにカバー板38で覆われている。また、各針板39,40の左右両側には、加工布を押える布押え(図示せず)が設けられている。尚、鳩目穴かがりミシン1は、鳩目穴かがり縫目の異なる縫目長さの縫目に対応するために、サイズ及び形状とクロスプレート36,37への取付け位置が異なる複数種類の針板が準備されており、メス31に対して相対的な鳩目穴かがり縫目の縫製終了位置が一定位置となるように取り付け可能になっている。このため、縫目長さが異なる穴かがり縫目を縫製する場合、その縫目長さに最適な針板に交換ことにより適切な縫目が縫製できるようになっている。
一方ベッド部2の内部には、ステッピングモータからなるX軸方向駆動モータ55の駆動により、送り台35をX軸方向(左右方向)に送り移動させるX軸方向移動機構(図示せず)と、ステッピングモータからなるY軸方向駆動モータ56の駆動により、送り台35をY軸方向(前後方向)に送り移動させるY軸方向移動機構(図示せず)とが設けられている。このX軸方向移動機構及びY軸方向移動機構は、本発明の送り台移動機構に相当するものである。尚、X軸方向移動機構は、送り台35がベッド部2の中央に移動された状態を、送り台35がX軸方向の原点に移動された状態とし、Y軸方向移動機構は、送り台35が脚柱部5から所定距離離れた位置に移動された状態を、送り台35がY軸方向の原点に移動された状態としている。
次に上記のように構成された鳩目穴かがりミシン1により形成される、鳩目穴かがり縫目の一例について、図8を参照して説明する。図8は、鳩目穴かがり縫目の一例として、鳩目穴かがり縫目60を説明するための説明図である。図8に示すように、鳩目穴かがり縫目60は、例えば、デニム(ジーンズ)等の加工布に形成するものであり、縫い始め部分と縫い終わり部分とが重なるように縫製される流れ閂部分61を備えた鳩目穴かがり縫目である。この鳩目穴かがり縫目60は、この流れ閂部分61の他、左右1対の直線部分62と、直線部分62に連結された鳩目部分63から構成されている。この縫目は穴かがりを縫製するための縫目データに基づき、縫針10が1対の直線部分62の中央に位置する鳩目穴部に接近する内針と、これから所定距離離の縫い幅だけ外側に離れた外針とにわたって交互に繰り返して揺動しながら、送り台35が縫目データにより指定された量ずつ移動されることにより形成される。鳩目部分63を縫製する場合には、X,Y軸方向駆動モータ55,56に加え、θ軸方向駆動モータ29が駆動され、縫針10を備える縫製機構15が、縫目データが指定する角度だけ回転される。また、縫い幅を変更する場合には、X,Y軸方向駆動モータ55,56の駆動により送り台35が針揺動ごとに移動調節される。
次に、鳩目穴かがりミシン1の電気的構成について、図9を参照して説明する。図9は、鳩目穴かがりミシン1の電気的構成を説明するための概念図である。図9に示すように、鳩目穴かがりミシン1の制御装置70は、CPU71,ROM72,RAM73,不揮発性メモリ74,入力インターフェイス75及び出力インターフェイス76等から構成され、これらはバス77により接続されている。
入力インターフェイス75には、鳩目穴かがりミシン1による縫目の形成の開始及び終了を指示するための起動・停止スイッチ81と、布押え(図示せず)を降下させることをONで指示し、布押えを上昇させることをOFFで指示するための布押えスイッチ82,針棒11の上昇位置を検出する針上センサ83,針棒11の下降位置を検出する針下センサ84,主軸8の回転位相を検出するタイミング信号発生器85,脚柱部5の前側部分に備えられ、送り台35のY軸方向の位置を検出する近接センサ86及び、操作パネル7等がそれぞれ接続され、それらからの信号が入力されるようになっている。また、後述するエンコーダX99,エンコーダY100及びエンコーダθ98からのエンコーダ信号がそれぞれ入力される。
一方出力インターフェイス76には、主軸8を回転させるミシンモータ91,糸調子を調整するための糸調子用ソレノイド92,回転機構21を駆動させ縫製機構15を回転させるためのθ軸方向駆動モータ29,ハンマー駆動機構(図示せず)を構成するハンマー用エアシリンダ93,布押え(図示せず)を昇降させるための布押え用エアシリンダ94,送り台35を移動させるためのX軸方向駆動モータ55及びY軸方向駆動モータ56,上糸13を切断するための上糸切り用エアシリンダ95,下糸(図示せず)を切断するための下糸切り用エアシリンダ96及び上糸つかみ用エアシリンダ97がそれぞれ駆動回路101乃至110を介して電気的に接続されている。このうち、θ軸方向駆動モータ29,X軸方向駆動モータ55及びY軸方向駆動モータ56にはそれぞれ、各モータを制御するためのパルス信号を検出するエンコーダθ98,エンコーダX99及びエンコーダY100が設けられ、それらの出力信号は前述のように、入力インターフェイス75に入力される。
以下、図9を参照して鳩目穴かがりミシン1の制御装置70を構成する、CPU71,ROM72,RAM73及び不揮発性メモリ74について詳述する。CPU71は、鳩目穴かがりミシン1の主制御を司り、ROM72に記憶された制御プログラムに従って、縫製を実行するための各種演算及び処理を実行する。また、ROM72に記憶された、鳩目穴かがりミシンプログラムに従って、糸通しモード処理を実行する。尚、鳩目穴かがりミシンプログラムはメモリカード等の外部記憶装置に記憶されていてもよく、その場合は、当該プログラムをRAM73上に読み込んで実行する。
ROM72は、各種縫目を形成するための縫目データを記憶する縫目データ記憶領域や、各種の駆動機構を駆動制御するとともに、各種模様を選択する縫目選択制御や各種の表示制御を含む縫製制御プログラムが記憶された制御プログラム記憶領域に加えて、本願特有のプログラムであり、後述する糸通しモード処理を実行するための鳩目穴かがりミシンプログラムが記憶された鳩目穴かがりミシンプログラム記憶領域等が設けられている。尚、これらの各種の縫目データの一部又は全部は、不揮発性メモリ74に記憶されていてもよいし、外部記憶装置に記憶されているデータを鳩目穴かがりミシン1に読み込んでもよい。
RAM73は、任意に読み書き可能な記憶素子であり、ROM72から読み出された各種のデータやプログラム、不揮発性メモリ74から読み出された各種設定値、CPU71が演算処理した演算結果を収容する各種記憶領域が必要に応じて設けられている。また、RAM73には、鳩目穴かがり縫いに際して、操作パネル7を介して選択された鳩目穴かがり縫いの縫目データを格納する縫目データ記憶領域に加えて、エンコーダθ98,エンコーダX99及びエンコーダY100から入力されるエンコーダ信号を記憶するエンコーダ記憶領域、縫目データを順序に従い読み出すための順序カウンタを記憶する順序カウンタ記憶領域の他、各種のワークメモリ、バッファやポインタ等が設けられている。
EEPROM(電気的に書き換え可能なROM)等からなる不揮発性メモリ74には、縫目長さのグループと、針板のサイズと、原点設定時における送り台35の原点位置と、縫製機構15が0度となる方向等が記憶される記憶領域等が設けられている。
次に、以上のように構成された鳩目穴かがりミシン1により実行されるメイン処理を、図10〜図21を参照して説明する。一例として、図10に示す縫目データ200に基づき鳩目穴かがり縫目を縫製する場合を説明する。図10は、縫目データの一例を説明するための説明図であり、図11は、鳩目穴かがりミシン1のメイン処理の流れを示すフローチャートである。また図12は、図11に示すメイン処理で実行される自動縫製処理の流れを示すフローチャートであり、図13は、図12に示す自動縫製処理で実行される糸通しモード処理の流れを示すフローチャートである。また図14は、X軸方向の位置が原点にある場合の針板39,40と、針受板41との位置関係の一例を説明するための平面図であり、図15は、図14に対応する針板39,40及び針受板41の正面図である。また図16は、X軸方向の位置が−0.5mm未満の位置にある場合の針板39,40と、針受板41との位置関係の一例を説明するための平面図であり、図17は、図16に対応する針板39,40及び針受板41の正面図である。また図18は、X軸方向の位置が図16に示す−0.5mm未満の位置にある場合に、縫針10が180度の方向を向くように縫製機構15を回転させた場合の、針板39,40と、針受板41との位置関係を説明するための平面図であり、図19は、図18に対応する針板39,40及び針受板41の正面図である。また図20は、X軸方向の位置が−0.5mmの位置にある場合に、縫針10が180度の方向を向くように縫製機構15を回転させた場合の針板39,40と、針受板41との位置関係の一例を説明するための平面図であり、図21は、図20に対応する針板39,40及び針受板41の正面図である。尚、図14〜図21において、針受板41の形状を、図7とは異なる形状にて図示しているが、その基本的構成は図7と同様である。
まず、縫目データ200について、図3,図9及び図10を参照して説明する。図10に示す縫目データ200は、図8に例示した鳩目穴かがり縫目60のように、流れ閂部分を備えた鳩目穴かがり縫目を形成するための縫目データであり、1乃至N個のデータを備えている。この縫目データ200には、順序201と、縫目データにより指示する制御の種類を示す制御フラグ(F)202と、送り台35をX軸方向の移動量をパルス数により規定するX軸方向パルス(X)203と、送り台35をY軸方向の移動量をパルス数により規定するY軸方向パルス(Y)204と、縫製機構15の回転角度をパルス数により規定するθ軸パルス(θ)205とを備えている。送り台35のX軸方向、Y軸方向の移動量とパルス数との関係は、X軸方向パルス203又はY軸方向パルス204の1パルスが移動量0.1mmに相当し、送り台35が左側に移動される方向を正の移動、送り台35が右側に移動される方向を負の移動としている。また、縫製機構15の回転角度とパルス数との関係は、θ軸方向パルス205の1パルスが縫製機構15の回転角度1度に相当し、レース回転軸27が反時計回りに回転される方向を正の回転、レース回転軸27が時計回りに回転される方向を負の回転としている。
次に、本実施形態の鳩目穴かがりミシン1により実行されるメイン処理を、図10〜図21を参照して説明する。図10に示すように、鳩目穴かがりミシン1により実行されるメイン処理ではまず、鳩目穴かがりミシン1の電源がONされると、起動・停止スイッチ81(図9参照)がONされ、縫製開始を指示されたか否かが判断される(S10)。起動・停止スイッチ81がONされず、縫製開始を指示されていないと判断される場合には(S10:No)、縫製開始を指示されたと判断されるまで待機する。
一方、起動・停止スイッチ81がONされ、縫製開始を指示されたと判断される場合には(S10:Yes)、続いて、送り台35が原点の位置及び縫製機構15の0度の方向を記憶した不揮発性メモリ74が参照され、送り台35が原点の位置に移動され、縫製機構15が0度の方向に回転される(S20)。この送り台35が原点の位置に移動させるための制御は、例えば次のように行われる。まず、送り台35のX軸方向の原点は、前述の通りベッド部2の中央に位置する状態と定められているため、送り台35はベッド部2の中央に位置に移動される。一方、Y軸方向の原点は、送り台35が脚柱部5から所定距離離れた位置に移動された状態を、送り台35がY軸方向の原点に移動された状態としているため、脚柱部5の前面に備えられた近接センサ86により、脚柱部5と送り台35との距離が検出される。近接センサ86から取得された距離が、所定距離未満である場合には、所定距離の位置になるまで、送り台35の移動と距離の計測を繰り返す。一方、所定距離以上である場合には、一旦所定距離未満となる位置まで移動した後、所定距離の位置になるまで、送り台35の移動と距離の計測を繰り返す。一方、縫製機構15が0度の方向に回転させるための制御は、回転機構21が駆動され、縫製機構15が0度の方向を向くように回転されることにより実行される。
続いて、エンコーダX99から入力される信号を記憶するためのX軸方向信号x_encと、エンコーダY100から入力される信号を記憶するためのY軸方向信号y_encと、エンコーダθ98から入力される信号を記憶するためのθ軸方向信号θ_encとが0にセットされ、RAM73の所定の記憶領域に記憶される(S30)。この処理は、新たな縫目データである縫目データ200に基づき穴かがり縫目が縫製される際の、送り台35の移動量及び縫製機構15の角度を求めるために、X軸、Y軸及びθ軸の各軸の信号の値をリセットする処理である。
続いて、送り台35に載置された加工布を挟持するための布押え(図示せず)を下降させることをONで指示し、上昇させることをOFFで指示する布押えスイッチ82(図6参照)がONされたか否かが判断される(S40)。布押えスイッチ82がONされていないと判断される場合には(S40:No)、縫製開始の準備が整っていないと判断され、布押えスイッチ82がONされるまで待機する。一方、布押えスイッチ82がONされたと判断された場合には(S40:Yes)、続いて、布押えスイッチ82の指示に従い、布押え用エアシリンダ94(図9参照)が駆動されて布押えが下降され、布押えにより加工布が挟持される(S50)。
続いて、布押えスイッチ82がONされているか否かが判断される(S60)。布押えスイッチ82がOFFされたと判断される場合には(S60:No)、布押えスイッチ82の指示に従い布押えが上昇される(S90)。このように、ユーザが加工布のセット位置を間違えた場合等に、布押えスイッチ82をOFFにすることにより、加工布の作業をやり直すことができるようになっている。そしてこの場合には、縫製開始の準備が整っていないと判断され、S40に戻り処理を繰り返す。一方、布押えスイッチ82がONされたままであると判断される場合には(S60:Yes)、続いて、起動・停止スイッチ81(図9参照)がONされているか否かが判断される(S70)。起動・停止スイッチ81がOFFされていると判断される場合には(S70:No)、縫製開始の指示が取り消されたと判断し、S60に戻り処理を繰り返す。一方、起動・停止スイッチ81がONされていると判断される場合には(S70:Yes)、縫製開始の準備が整い、縫製開始の指示が出されていると判断されるので、続いて自動縫製処理が実行される(S80)。
この自動縫製処理を、図12に示すフローチャートを参照して説明する。図12に示すフローチャートのように、自動縫製処理では、まず、縫目データ200を順序に従って読み出すためのカウンタJが1にセットされ、RAM73の順序カウンタ記憶領域(図示せず)に記憶される(S800)。続いて、RAM73の順序カウンタ記憶領域と、縫目データ記憶領域(図示せず)とが参照され、順序がJ番目の縫目データ200が読み込まれる(S803)。この処理により、例えば、図10に示す縫目データ200のうち、順序が1の縫目データが読み込まれる。
続いて、J番目の縫目データ200の制御フラグ(F)202が参照され、J番目の縫目データ200の制御フラグ(F)202が、最後の縫目データであることを示す「80h」であるか否かが判断される(S805)。制御フラグ202が「80h」であると判断される場合には(S805:Yes)、全ての縫目データが読み込まれたと判断されるので、自動縫製処理を終了し、図11に示すメイン処理に戻る。そして、図11に示すメイン処理においては、S80に続いて布押え(図示せず)が上昇された後(S90)、S40に戻り処理を繰り返す。一方、J番目の縫目データ200の制御フラグ202が「80h」ではないと判断される場合には(S805:No)、続いて、J番目の縫目データ200の制御フラグ202が、ハンマー32(図2参照)を作動させることを指示する「01h」であるか否かが判断される(S815)。
図10に示す順序が1番目の縫目データ200は、制御フラグ202が「01h」であると判断され(S815:Yes)、その1番目の縫目データ200に従い、ハンマー様エアシリンダ93(図9参照)が駆動され、ハンマー32が作動され、加工布に前述の鳩目穴部が形成される(S820)。一方、J番目の縫目データ200の制御フラグ202が「01h」ではないと判断される場合には(S815:No)、続いて、J番目の縫目データ200の制御フラグ202が、縫製機構15の針棒11側の構成(以下、「上軸」と言う。)を周期的に揺動させ、縫目データに基づき加工布に縫目を形成することを指示する「02h」であるか否かが判断される(S825)。
J番目の縫目データ200の制御フラグ202が「02h」であると判断される場合には(S825:Yes)、J番目の縫目データ200に従い、上軸が起動され、針棒11は左側揺動位置(内針位置)と右側揺動位置(外針位置)とに交互に上下動される(830)。この上軸起動に際して、針棒11はまず左側揺動位置(内針位置)に揺動される。この針棒11の揺動は、後述する上軸停止処理(S840)が実行されるまで、周期的に継続される。尚、針棒11の上下動の周期は、操作パネル7を介して設定され、不揮発性メモリ74に記憶された周期に従っている。一方、J番目の縫目データ200の制御フラグ202が「02h」ではないと判断される場合には(S825:No)、続いて、J番目の縫目データ200の制御フラグ202が上軸の駆動を停止させることを指示する「04h」であるか否かが判断される(S835)。
J番目の縫目データ200の制御フラグ202が「04h」であると判断される場合には(S835:Yes)、J番目の縫目データ200に従い、上軸の上下動が停止される(S840)。一方、J番目の縫目データ200の制御フラグ202が「04h」ではないと判断される場合には(S835:No)、続いて、J番目の縫目データ200の制御フラグ202が上糸を切断することを指示する「08h」であるか否かが判断される(S845)。
J番目の縫目データ200の制御フラグ202が「08h」であると判断される場合には(S845:Yes)、J番目の縫目データ200に従い、上糸切り用エアシリンダ95(図9参照)が駆動され、上糸13が切断される(S850)。一方、J番目の縫目データ200の制御フラグ202が「08h」ではないと判断される場合には(S845:No)、続いて、J番目の縫目データ200の制御フラグ202が下糸を切断することを指示する「10h」であるか否かが判断される(S855)。
J番目の縫目データ200の制御フラグ202が「10h」であると判断される場合には(S855:Yes)、J番目の縫目データ200に従い、下糸切り用エアシリンダ96(図9参照)が駆動され、下糸が切断される(S860)。一方、J番目の縫目データ200の制御フラグ202が「10h」ではないと判断される場合には(S855:No)、続いて、J番目の縫目データ200の制御フラグ202が、ステッチデータとして所定の位置に縫目を形成するために送り台35を移動させることを指示する「20h」であるか否かが判断される(S865)。
J番目の縫目データ200の制御フラグ202が「20h」であると判断される場合には(S865:Yes)、針上センサ83又は針下センサ84の出力に基づき、縫針10が加工布上にあり、送り台35を移動させてもよい移動タイミングまで待機し(S870)、その後、J番目の縫目データ200に基づき、送り台35がX軸及びY軸方向に移動され、縫製機構15が回転される、各軸の移動処理が実行される(S880)。この処理は、移動タイミングにおいて縫目データ200に基づいて送り台35を移動させ、縫製機構15を回転させるための処理である。このS870及びS880の処理により、図10に示す縫目データ200においては、制御フラグ(F)200が「20h」である順序が4乃至(N−7)の縫目データ200に基づいて、針棒11の上下動と送り台35の移動が交互に繰り返され、鳩目穴かがり縫目が形成される。一方、J番目の縫目データ200の制御フラグ202が、送り台35の移動を指示する「00h」である場合等、制御フラグ202が「20h」ではないと判断される場合及び(S865:No)、J番目の縫目データ200に基づき、所定の処理が行われた後には(S820,S830,S840,S850,S860又はS870)、続いて、J番目の縫目データ200に基づき、送り台35がX軸及びY軸方向に移動され、縫製機構15が回転される、各軸の移動処理が実行される(S880)。
続いて、縫製中に一時停止されたか否かが判断される(S885)。この処理は、縫製中に一時停止された場合を抽出し(S885:Yes)、一時停止処理を行うための処理である(S895)。一時停止されていないと判断される場合には(S885:No)、続いて、次の順序の縫目データ200を読み込むために、カウンタJが1増加(インクリメント)され、RAM73の順序カウンタ記憶領域(図示せず)に記憶される(S890)。続いてS803に戻り処理を繰り返す。
一方、一時停止されたと判断される場合には(S885:Yes)、続いて、一時停止の指示に従い、上軸が停止され、鳩目穴かがりミシン1による縫製が一時的に停止される(S895)。続いて、縫製中の縫目データ200に基づき縫目を形成することを中断することを指示するRESETキーがONされたか否かが判断される(S905)。RESETキーがONされた場合には(S905:Yes)、自動縫製処理を終了し、図11に示すメイン処理に戻る。そして、図11に示すメイン処理においては、S80に続いて布押え(図示せず)が上昇された後(S90)、S40に戻り処理を繰り返す。一方、RESETキーがONされていないと判断される場合には、続いて起動・停止スイッチ81(図9参照)がONされたか否かが判断される(S910)。
起動・停止スイッチ81(図9参照)がONされたと判断される場合には(S910:Yes)、縫製を再開させる指示が入力されたと判断し、続いて上軸が起動され(S915)、S885に戻って処理を繰り返す。一方、起動・停止スイッチ81がONされていないと判断される場合には(S910:No)、続いて、後述する糸通しモード処理を実行することを指示するTHREADキーがONされているか否かが判断される(S920)。
THREADキーがONされていないと判断される場合には(S920:No)、ユーザにより何らかの指示が入力されると判断されるまで、S905,S910及びS920の処理を繰り返す。一方、THREADキーがONされたと判断される場合には(S920:Yes)、続いて、糸通しモード処理が実行される(S925)。
本発明に特徴的な処理である糸通しモード処理を、図13に示すフローチャートを参照して説明する。縫製時において、図14及び図15に示すように、針受板41が、針板39,40の間の隙間の左右方向の中央に位置する(針受板41の中心線68が、針板39,40の間の隙間の左右方向の中央と一致する位置)送り台35のX軸方向の原点の位置よりも、右側に配置された負の方向にある場合(針受板41の中心線68が、針板39,40の間の隙間の左右方向の中央より左側に位置する場合)には、加工布に縫目を形成する際の矢印66で示す縫目形成方向は、鳩目穴かがりミシン1の手前側から奥側に向かう方向であり、縫針10に対して上糸13が奥側に配置されるようになっている。このため、送り台35のX軸方向の位置が負の方向にある状態で、上糸13が切れたり、抜けたりした場合に再度糸通しを行う際には、奥側から上糸13を縫針10の針穴に通さなければならず、糸通しの作業が煩雑である。これに対し、本実施形態の鳩目穴かがりミシン1では、一時停止中にユーザによりTHREADキーが押下された場合には(図12のS920:Yes)、糸通しモード処理を実行し(図12のS925)、糸通し作業をやりやすくするために、縫針10に対して上糸13が手前側に位置する180度の方向を縫針10が向くように、回転機構21により縫製機構15を、所定のθ軸を中心に回転させる。
そこで、糸通しモード処理ではまず、図13に示すフローチャートのように、エンコーダX99から入力されるX軸方向信号x_encに基づき、送り台35のX軸方向の位置が取得され、RAM73のエンコーダ記憶領域(図示せず)に記憶される(S927)。本実施形態の鳩目穴かがりミシン1では、送り台35のX軸方向の位置により、縫製機構15を回転させる際に、針板39,40と針受板41とが干渉するか否かを判断するため、送り台35のX軸方向の位置を取得する。縫製機構15を回転させる際に、針板39,40と針受板41とが干渉するか否かの判断をする為に、送り台35のX軸方向の他に、Y軸方向の位置や、縫製機構15の角度を用いる場合には、この処理において必要な情報を取得する。
続いて、S927において取得されたX軸方向信号x_encに基づき、送り台35のX軸方向の位置が−0.5mm未満であるか否かが判断される(S930)。本実施形態の鳩目穴かがりミシン1では、送り台35のX軸方向の位置が、例えば、図16及び図17に例示すように、−0.5mm未満である場合に、その位置で縫製機構15を縫針10が180度の方向を向くように回転させると、図18及び図19に例示すように、針板39,40と針受板41とが干渉してしまう(図19において、干渉部分は黒色で示す領域300)。このためS930において、送り台35のX軸方向の位置が−0.5mm未満であるか否かを判断し、−0.5mm未満であると判断される場合には(S930:Yes)、縫製機構15を回転させる前に、図20及び図21に例示するように、縫製機構15を回転させた場合にも、針板39,40と針受板41とが干渉しない位置に送り台35のX軸方向の位置を移動させるようにしている(S935)。このような処理を行うことで、上糸13を縫針10の針穴に通しやすいように縫製機構15を回転させる際に、針板39,40と針受板41とが干渉することを確実に回避することができる。尚、縫製機構15を回転させる際に、針板39,40と針受板41とが干渉するか否かを判断するための基準値は、本実施形態においては、X軸方向の位置が−0.5mmとしているが、この値に限定されず、針板39,40及び針受板41の形状、大きさ等に応じて適宜定めるようにすればよい。また、送り台35のY軸方向の位置や、縫製機構15の回転角度に応じ得、異なる基準を用いるようにしてもよい。
図10に示す縫目データ200においては、前述のように、X軸方向パルス203又はY軸方向パルス204の1パルスが移動量0.1mmに相当するため、順序が2乃至7の場合のX軸方向信号x_encは−1.5mm,順序が8及び9の場合のX軸方向信号x_encは−1.2mm,順序が10及び11である場合のX軸方向信号x_encは−0.7mmであり、送り台35のX軸方向の位置が−0.5mm未満であると判断され(S930:Yes)、続いて、送り台35のX軸方向の位置が−0.5mmとなるように、X軸方向駆動モータ55が駆動され、送り台35がX軸方向に移動される(S935)。この−0.5mmの位置において縫製機構15を回転させた場合には、図20及び図21に示すように、針板39,40と針受板41とが干渉しない。本実施形態においては、X軸方向の位置が−0.5mmとなる位置に移動させるようにしているが、移動させる位置はこの位置に限定されず、例えば、針板39,40及び針受板41が干渉しない限度において、X軸方向の位置を−0.5mm以上としてもよく、針板39,40及び針受板41の形状、大きさ等に応じて適宜定めるようにすればよい。
続いて、回転機構21が備えるθ軸方向駆動モータ29が駆動され、縫針10が180度の方向を向くように縫製機構15が回転される(S940)。この処理により、縫針10に対して奥側に配置されていた上糸13が、縫針10に対して手前側に配置されるため、回転させる前に比べ、縫針10の針穴に上糸13を通しやすい。尚、縫針10が180度の方向は、本発明の所定方向に相当する。
続いて、縫製機構15を回転前の状態に戻すことを指示するRESETキーがユーザにより押下されたか否かが判断される(S945)。RESETキーが押下されていないと判断される場合には(S945:No)、RESETキーが押下されるまで待機する。一方、RESETキーが押下されたと判断される場合には(S945:Yes)、続いて、回転機構21が備えるθ軸方向駆動モータ29が駆動され、縫製機構15が回転前の状態に戻される(S950)。続いて、RAM73のエンコーダ記憶領域が参照され、送り台35がS935において移動される前の位置に配置されるように、X軸方向駆動モータ55が駆動される(S955)。この処理により、図13に示す糸通しモード処理を行う前の状態から縫製を再開させることができる。続いて、糸通しモード処理を終了し、図12に示す自動縫製処理のS905に戻り処理を繰り返す。
一方S930において、図10に示す縫目データ200の順序が1である場合又は12以上である場合には、送り台35のX軸方向の位置が−0.5mm以上であると判断される(S930:No)。この場合には、縫製機構15を回転させる前に、送り台35を移動させなくても、縫製機構15を回転させる際に、針板39,40と針受板41とが干渉しないと判断されるので、続いて、回転機構21が備えるθ軸方向駆動モータ29が駆動され、縫針10が180度の方向を向くように縫製機構15が回転される(S960)。この処理により、縫針10に対して奥側に配置されていた上糸13が、縫針10に対して手前側に配置されるため、縫針10の針穴に上糸13を通しやすい。続いて、RESETキーがユーザにより押下されたか否かが判断される(S965)。RESETキーが押下されていないと判断される場合には(S965:No)、RESETキーが押下されるまで待機する。一方、RESETキーが押下されたと判断される場合には(S965:Yes)、続いて、回転機構21が備えるθ軸方向駆動モータ29が駆動され、縫製機構15が回転前の状態に戻される(S970)。続いて、糸通しモード処理が終了され、図12に示す自動縫製処理のS905に戻り処理を繰り返す。
以上の処理により、鳩目穴かがりミシン1のメイン処理が実行される。尚、縫針10に対して上糸13が手前側に位置する180度の方向を縫針10が向くように、縫製機構15を回転させることを指示する、THREADキーを備える図1及び図9に示す操作パネル7は、本発明の指示手段に相当する。また、操作パネル7が備えるTHREADキーにより縫製機構15を回転させることを指示された場合に、図13のS927において、送り台35の位置を検出する、図9に示すエンコーダX99は、本発明の検出手段に相当する。また、S927において取得された送り台35の位置に基づき、縫針10が所定方向である180度の方向を向くように縫製機構15を回転させる際に、送り台35の上面に備えられた針板39,40と、ルーパー17,18の上部に備えられた針受板41とが干渉するか否かを判断する(図13のS930)、図9に示すCPU71は、本発明の判断手段として機能する。
また、図13のS930において、送り台35のX軸方向の位置が−0.5mm未満であり、針板39,40と針受板41とが干渉すると判断された場合に(S930:Yes)、縫製機構15を回転させる際に、針板39,40と針受板41とが干渉しない位置に送り台35を移動させるように、送り台移動機構を構成するX軸方向駆動モータ55を制御する、図9に示すCPU71は、本発明の送り台移動機構制御手段として機能する。また、図13のS930において針板39,40と針受板41とが干渉すると判断された場合には(S930:Yes)、縫製機構15の回転時に針板39,40と針受板41とが干渉しない位置に送り台35を移動された後、縫製機構15を回転させるように、回転機構21が備えるθ軸方向駆動モータ29を制御する、図9に示すCPU71は、本発明の回転機構制御手段として機能する。
以上詳述した、本実施形態の鳩目穴かがりミシン1によれば、縫製途中で上糸13が切れたり、縫針10の針穴から抜けたりすることにより再度糸通しを行う際に、縫針10が所定方向を向くように、縫製機構15を回転させることができる。このとき、送り台35と縫製機構15との相対位置から、そのままの相対位置で縫製機構15を回転させると針板39,40と針受板41とが干渉してしまうと判断される場合には、縫製機構15を回転させた場合でも針板39,40と針受板41とが干渉しない位置に縫製機構15を移動させるようにしているので、針板39,40と針受板41とが干渉することを回避しつつ、縫製機構15を回転させることができる。このため、送り台35と縫製機構15との相対位置によらず、縫針10が糸通ししやすい方向を向くように、縫製機構15を回転させることができるので、縫製途中で上糸を通す必要が生じた場合に、縫針10の針穴に上糸13を容易に通すことができる。また、送り台35を所定の一方向であるX軸方向に移動させるため、送り台35を移動させるための制御が容易である。また、送り台35の位置を、エンコーダX99により検出するため、送り台35の位置を容易に検出することができる。
尚、本発明は、以上詳述した実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加えてもよい。例えば、本実施形態では、指示手段として操作パネル7を用いていたが、これに限定されず、ゲームコントローラ等の各種のスイッチ、トラックボールやジョイスティック等、ユーザとインターフェイスをとるものを採用可能である。
また本実施形態においては、図13に示す糸通しモード処理のS935において、針板39,40と針受板41とが干渉しない位置に移動させるために、送り台35をX軸方向(左右方向)に移動させていたが、鳩目穴かがりミシンの構成や構造等に応じて、Y軸方向に移動させるようにしてもよいし、X軸方向及びY軸方向の双方に移動させるようにしてもよい。本実施形態にように、送り台35を所定の一方向に移動させる場合には、送り台35を移動させるための制御が容易である。
また本実施形態においては、図13に示す糸通しモード処理のS940及びS960において、縫針10が180度の方向を向くように縫製機構15を回転させていたが、この本発明の所定方向に相当する方向は、縫針10に上糸13を通す作業がやりやすい方向であればよく、本実施形態の方向に限定されない。
また本実施形態においては、図13に示す糸通しモード処理のS927において、エンコーダX99により、送り台35の位置を検出するようにしていたが、これに限定されず、例えば、縫目データに基づき送り台35の位置を間接的に検出するようにしてもよいし、送り台35の位置を検出するためのセンサを設け、そのセンサにより送り台35の位置を直接検出するようにしてもよい。縫目データに基づき送り台35の位置を検出する場合には、例えば、縫目データに、送り台35と縫製機構15との相対的な位置関係が直接含まれている場合には、図13の糸通しモード処理のS927において、J番目の縫目データを参照して、縫送り台35の位置を取得するようにしてもよい。また、次の変形例1及び2の処理により送り台35の位置を検出するようにしてもよい。
変形例1の鳩目穴かがりミシンでは、縫目データに基づき送り台35が移動されるごとに、送り台35の位置及び縫製機構15の角度を演算により求め、RAM73の所定の記憶領域に記憶するようにする。このため、例えば、図11に示すメイン処理のS30において、エンコーダθ98,エンコーダX99及びエンコーダY100からの各軸の信号をクリアする代わりに、送り台のX軸方向及びY軸方向の位置、縫製機構15の回転角度を記憶する変数を0にセットし、RAM73の所定の記憶領域に記憶させる。また、図12に示す自動縫製処理においては、例えばS880とS885との間に、S880において各軸が移動された後の送り台のX軸方向及びY軸方向の位置、縫製機構15の回転角度を縫目データに基づき求め、RAM73の所定の記憶領域に記憶させる。そして、図13の糸通しモード処理のS927においては、RAM73の所定の記憶領域を参照し、送り台35の位置を取得する。この場合、図12に示すS915に続く処理として、S885に戻り処理を繰り返すようにすればよい。尚、この変形例1において、図13の糸通しモード処理のS927で、RAM73の所定の記憶領域を参照し、送り台35の位置を取得する、図9に示すCPU71は、本発明の検出手段として機能する。この変形例1によれば、送り台35の位置を、縫目データに基づいて検出するため、エンコーダX99を設ける必要が無く、送り台35の位置を検出するための構成を簡略化することができる。
変形例2の鳩目穴かがりミシンでは、図13の糸通しモード処理のS927において、RAM73の縫目データ記憶領域及び順序カウンタ記憶領域を参照し、順序が1乃至J番目までの縫目データに基づき、送り台35の位置を演算して取得する。したがって、変形例1の場合の、図11に示すメイン処理のS30に相当する処理及び、縫目データに基づき送り台35が移動されるごとに、送り台35の位置及び縫製機構15の角度を演算処理は省略することができる。尚、この変形例2において、図13の糸通しモード処理のS927で、RAM73の縫目データ記憶領域及び順序カウンタ記憶領域を参照し、順序が1乃至J番目までの縫目データに基づき、送り台35の位置を演算して取得する、図9に示すCPU71は、本発明の検出手段として機能する。この変形例2によれば、変形例1の場合と同様に、送り台35の位置を、縫目データに基づいて検出するため、エンコーダX99を設ける必要が無く、送り台35の位置を検出するための構成を簡略化することができる。