JP4897109B2 - 塗装金属材とその製造方法 - Google Patents
塗装金属材とその製造方法 Download PDFInfo
- Publication number
- JP4897109B2 JP4897109B2 JP2011508730A JP2011508730A JP4897109B2 JP 4897109 B2 JP4897109 B2 JP 4897109B2 JP 2011508730 A JP2011508730 A JP 2011508730A JP 2011508730 A JP2011508730 A JP 2011508730A JP 4897109 B2 JP4897109 B2 JP 4897109B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- coating
- coating layer
- metal material
- titanium oxide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
Landscapes
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Description
まず、本発明の一実施形態に係る塗装金属材の構成について説明する。
本実施形態に係る高濃度顔料層は、白色顔料として、ルチル型酸化チタンを固形分体積濃度で35%以上70%以下含有する層であり、上塗り層よりも内層側、すなわち、基材である金属材により近い側に位置する。ただし、被覆層が、下塗り層、高濃度顔料層および上塗り層からなる3層構造である場合には、高濃度顔料層は、下塗り層と上塗り層とに接して挟まれた部分に位置する層とする。また、被覆層が、下塗り層、高濃度顔料層および上塗り層の3層に加えて、他の1以上の層を含む4層以上の複層構造を有する場合には、上塗り層と下塗り層との間に位置し、かつ、ルチル型酸化チタンを固形分体積濃度で35%以上70%以下含有する全ての層を高濃度顔料層とする。更に、被覆層においてルチル型酸化チタンの濃度が連続的に変化し、各層の境界が不明確な場合には、ルチル型酸化チタンの固形分体積濃度が35%以上70%以下の条件を満たす範囲全てを高濃度顔料層とする。
本実施形態では、高濃度顔料層に含有させる顔料として、ルチル型酸化チタンを使用している。これは、ルチル型酸化チタンの屈折率が、一般的に使用される他の白色顔料よりも高く、バインダとして使用する樹脂や塗膜中の空隙に存在する空気との屈折率差を大きくできることから、顔料と樹脂との界面、および、顔料と空気との界面における全光線反射率をより高めることができるためである。なお、アナターゼ型酸化チタンも比較的高い屈折率を有するが、光触媒性が高く、蛍光灯等の光を受けた際に、バインダ樹脂が分解してしまう可能性があるため好ましくない。
<測定条件>
観察用試料の作製方法:試料を樹脂に埋め込み、試料の垂直断面
を研磨することで試料を作製した。
観察する視野:事前に500倍〜1000倍程度の光学顕微鏡もしくは
電子顕微鏡(SEM)にて観察し、高濃度顔料層
に相当する層の任意の場所を選ぶ。
相加平均値を求めるルチル型酸化チタン粒子の選択方法:選んだ視野を電子顕微鏡(SEM)にて10000倍の倍率で観察した画像を撮影する。撮影された画像に映し出せているルチル型酸化チタン全粒子について、粒径を測定する。
個々のルチル型酸化チタン粒子の粒径の測定方法:ルチル型酸化チタン粒の粒径測定においては、各粒の最長径と最短径を測定し、1粒のルチル型酸化チタン粒径=(最長径+最短径)/2とする。
相加平均値の平均(?):上記「観察する視野」を任意に3箇所選択して、それら視野それぞれで得られた「相加平均値」を、更に算術平均する。
まず、試料から測定対象となる被覆層を上塗り層、高濃度顔料層、下塗り層のように各層ごとに削り取り、削り取った塗膜の面積A1および質量M1を測定する。次に、削り取った塗膜をるつぼを用いて500℃で1時間加熱し、樹脂成分を分解させる。分解せずに残った部分をルチル型酸化チタンと考えることができるので、その残部の質量M2を測定する。
一般的なルチル型酸化チタン顔料の密度は3800〜4200kg・m−3程度であるので、ルチル型酸化チタン顔料の密度を4000kg・m−3と仮定し、また、一般的なポリエステル樹脂の密度は1150〜1250kg・m−3程度であるので、ポリエステル樹脂の密度を1200kg・m−3と仮定して、ポリエステル樹脂の体積V1を、V1=(M1−M2)/1200kg・m−3、ルチル型酸化チタンの体積V2を、V2=M2/4000kg・m−3として求める。
このようにして求めたポリエステル樹脂の体積V1、ルチル型酸化チタンの体積V2から、ルチル型酸化チタンの体積濃度C1を、C1=V2/(V1+V2)×100(体積%)として求めることができる。
上記C1の測定を、1つの測定対象(例えば、高濃度顔料層)について、3回測定して、その算術平均を求める。
本実施形態に係る高濃度顔料層において、上述したルチル型酸化チタンよりも粒径が大きく、かつ、低い屈折率を有する粒子(以下、「低屈折率粒子」と称する場合がある。)を、ルチル型酸化チタンと併用すると全光線反射率をより効率的に高めることができるため好適である。ルチル型酸化チタンよりも粒径の大きな粒子を更に高濃度顔料層に添加することで、高濃度顔料層中の粒子間の空隙が大きくなり、より多くの空隙を含有させることができ、これにより、全光線反射率を向上させることができる。併せて、ルチル型酸化チタンと併用した粒径の大きな粒子が低屈折率の粒子であることで、この低屈折率粒子とルチル型酸化チタン粒子とが接触した部位の接触界面でも、ルチル型酸化チタン粒子と低屈折率粒子との屈折率差により光を反射させることができ、全光線反射率の向上に寄与することができる。
この低屈折率粒子と、ルチル型酸化チタンの相加平均径の比RL、すなわち、RL=(低屈折率粒子の相加平均径)/(ルチル型酸化チタンの相加平均径)は、1/40以上であることが好ましく、更には1/40〜12/40(特に3/40〜10/40)であることが好ましい。
なお、本実施形態における低屈折率粒子の平均粒径とは、ルチル型酸化チタンと同様に、塗膜の確認したい部分を電子顕微鏡により10,000倍で観察し、視野中に映し出される低屈折率粒子のうち、粒径の小さい方から数で20%に当たる分と粒径の大きい方から数で5%に当たる分の粒子を除いた残りの低屈折率粒子の粒径の相加平均値である(すなわち、低屈折率粒子の粒径の相加平均値も、上述した「ルチル型酸化チタン」の場合と同様に測定することができる)。
高濃度顔料層中の空隙の含有率は、固形分体積量の0.05倍以上0.9倍以下が好ましい。空隙の含有率が固形分体積量の0.05倍未満では、空隙を含有させることによる全光線反射率の向上効果が少なく、空隙の含有率が固形分体積量の0.9倍を超えると、高濃度顔料層が脆くなり(機械的強度が低下し)、加工性および密着性が劣る可能性があるためである。この「空隙の含有率」は、後述する方法で測定することができる。
従って、高濃度顔料層中の空隙のサイズは、光の反射率の向上の観点からは可視光波長の約半分である200nm〜400nmであることが好ましく、250nm〜350nmであることが更に好ましい。ただし、空隙のサイズを制御すること、特に、塗膜中の空隙のサイズを揃えることは困難であるため、上述のような塗膜欠陥等の問題や極端な反射率への影響が無ければ、空隙のサイズについては特に問題とはしない。なお、本実施形態では、空隙のサイズとして、空隙と同一の体積を有する球の直径である等体積球相当径を用いることとする。実際には、高濃度顔料層中の垂直断面の任意の箇所を走行型電子顕微鏡(SEM)にて10000倍の倍率で撮影し、この撮影画像に観察される任意の空隙を選び、この面積と同一の面性を有する円の直径を空隙と同一の体積を有する球の直径と同じであると定義して求めることができる。電子顕微鏡撮影画像に観察される空隙の内、任意の10個の空隙について径を算出し、この算術平均を空隙の径とすることができる。
上記膜厚T1の測定方法は、測定精度の点からは、光学顕微鏡もしくは電子顕微鏡(SEM)を用いた方法によることが好ましい。また、上記した空隙体積は、同一の試料(すなわち、被覆層)について5回測定して、その算術平均を求める。
本実施形態に係る高濃度顔料層に使用するバインダ樹脂としては、特に限定されず、一般に使用されているバインダ樹脂、例えば、ポリエステル樹脂、ウレタン樹脂、エポキシ樹脂、アクリル樹脂、シリコーン樹脂、ふっ素樹脂等を用いることができる。ただし、本実施形態に係る高濃度顔料層には、最密充填以上となる量のルチル型酸化チタン粒子を添加するため、塗膜が脆くなりやすいことから、高濃度顔料層に使用するバインダ樹脂としては、加工性や密着性に優れる樹脂を使用することが好ましい。具体的には、バインダ樹脂として、例えば、数平均分子量が19000以上28000以下であるポリエステル樹脂Aを用いることが好ましい。これは、以下のような理由による。
本実施形態に係る高濃度顔料層の膜厚は、高い全光線反射率を得るためには、10μm以上であることが好ましく、より高い全光線反射率を求める場合には40μm以上であることが更に好ましい。一方、高濃度顔料層の膜厚が80μmを超えると、塗膜の加工性が低下するおそれがあるため、高濃度顔料層の膜厚は100μm以下であることが好ましく、より高い加工性を求める場合には15μm以下であることが更に好ましい。ここで、本実施形態における高濃度顔料層の膜厚は、以下のようにして測定することができる。すなわち、各塗膜層の被覆面に対して垂直な面で試料をカットし、その断面を光学顕微鏡、電子顕微鏡で観察することにより、塗膜層の膜厚を求めることができる。この「膜厚」測定においては、任意の5箇所について測定した(算術)平均の膜厚とする。
なお、後述する上塗り層及び下塗り層の膜厚も、高濃度顔料層の膜厚と同様にして測定することができる。また、各塗膜層の境界部に混合層が形成された場合については後述する。
以上、本実施形態に係る高濃度顔料層について詳細に説明したが、続いて、本実施形態に係る上塗り層について説明する。
本実施形態に係る上塗り層は、上述した高濃度顔料層の表層側、すなわち、基材である金属材からより遠い側に積層された被覆層である。ここで、被覆層が、高濃度顔料層および上塗り層からなる2層構造の場合、これに更に下塗り層を含む3層構造の場合、更には、高濃度顔料層が複数層存在する4層以上の構造の場合には、上塗り層は、最表層に位置することとなる。ただし、上塗り層は、高濃度顔料層の表層側に直接積層されていれば、必ずしも最表層に位置する必要はなく、上塗り層の更に表層側に、別途の被覆層が積層されていてもよい。
上塗り層のバインダとして用いる樹脂は、特に限定されるものではないが、高濃度顔料層との密着性や、後述する混合層の形成、塗料原料の共通化等の観点から、高濃度顔料層と同一の樹脂を含んで使用することが好ましい。従って、高濃度顔料層のバインダとして、数平均分子量が19000以上28000以下のポリエステル樹脂Aを使用することが好ましいことから、上塗り層においても、バインダとしてポリエステル樹脂Aを使用することが好ましい。上塗り層のバインダとして使用するポリエステル樹脂の数平均分子量が19000未満では、加工性および密着性が低下するおそれがあり、数平均分子量が28000を超えると、塗膜表面が柔らかくなりすぎ、耐疵つき性およびブロッキング性が劣化するおそれがある。
上塗り層は、高濃度顔料層とは異なり、顔料の添加を必須としておらず、用途に応じ顔料添加の有無、添加する顔料の種類、顔料の濃度等を調整することによって、目的に応じた反射特性やその他特性が付与される。
上塗り層には、ルチル型酸化チタン以外に、例えば、つや消し剤を追加で添加してもよい。上塗り層につや消し剤を固形分体積濃度で3%以上15%以下添加することで、つや消し剤を使用しない場合と同程度の全光線反射率のままで、正反射成分のほとんどない反射特性を得ることができる。このような反射特性を有する塗装金属材を、照明器具の反射板として用いた場合、光源との距離、角度に関わらず一定の反射光が得られるので、光源の数が少なかったり、光源間の間隔が広かったりする場合でも、均一な反射光を得ることができる。ただし、つや消し剤の添加によって上塗り層の表面には微細な凹凸が形成されるが、この微細な凹凸には汚れ物質がたまりやすく、また、この汚れ物質は拭き取りによっても除去されにくいため、耐汚染性が低下するおそれがある。従って、つや消し剤の添加量は、反射光の均一性と耐汚染性の低下への影響とを考慮し、適切な量を決定することが望ましい。
上塗り層にルチル型酸化チタンを添加する場合には、上塗り層の膜厚が厚いほど、高い加工性、密着性および全光線反射率が得られる。ただし、上塗り層の膜厚が30μmを超えると、塗装時に沸きが発生しやすくなるために塗装性が劣化し、また、塗料コストの面でも好ましくない。一方、上塗り層の膜厚が5μm未満では、上塗り層による加工性、密着性および全光線反射率の向上効果が小さくなるため、上塗り層の膜厚を5μm以上30μm以下とすることが好ましい。安定した加工性、密着性、全光線反射率および塗装性を確保するという観点から、より好ましい上塗り層の膜厚は、10μm以上25μm以下である。
本実施形態に係る塗装金属材では、上述した高濃度顔料層と上塗り層との境界面の中心線平均粗さRaが0.8μm以上であることが必要である。このように、高濃度顔料層と上塗り層との境界面のRaを大きくすることにより、高濃度顔料層と上塗り層との境界面が粗くなるために、拡散反射率を高めることができる。高濃度顔料層と上塗り層との境界面のRaが0.8μm未満であると、上記の密着性の向上効果や反射率を高める効果を充分に得ることができない。0.9μm以上であると反射率がより高まるため、より好適である。2.0μm以上であるとなお良い。
中塗り層と上塗り層との境界面のRaは、各実施例の塗膜を切断して、樹脂に埋め込んだ後に研磨することで、塗膜の表面に垂直な断面を平滑にして、走査型顕微鏡(倍率1000倍)で撮影した写真で評価した。写真の上から、OHPに用いられる透明シートをかぶせて、境界面の凹凸を精密にトレースした後に、図3に示すように、境界面曲線の平均線の方向に基準長さlだけ抜き取り、この抜き取り部分の平均線の方向にX軸を、縦倍率方向にY軸を取り、界面曲線をy=f(x)で表したときに、数1によって求められる値を境界面のRaとした。なお、本願発明では塗膜中の任意の断面5箇所について、前述の方法で測定したRaの平均とする。

高濃度顔料層と上塗り層との境界面のRaは、高濃度顔料層および上塗り層の塗布方法、高濃度顔料層中の顔料(ルチル型酸化チタン)の濃度、高濃度顔料層の顔料種(ルチル型酸化チタン、シリカ等の低屈折率粒子等)、高濃度顔料層および上塗り層形成用の塗料の低シェアでの粘度や表面張力等により、制御することができる。なお、本開発における高濃度顔料層と上塗り層との境界面とは、光学顕微鏡もしくは電子顕微鏡で塗膜の断面を撮影した時に視覚的に見える境界面(境界線)を指す。
更に、分散剤等の添加剤を塗料中に添加することによっても、低シェアでの塗料粘度を調整することができる。
本実施形態に係る塗装金属材では、高濃度顔料層形成用塗料と上塗り層形成用塗料とをウェットオンウェット法または多層同時塗布法により塗装することで、高濃度顔料層形成用塗料中のルチル型酸化チタンが上塗り相形成用塗料へ各層の界面を超えて拡散していくため、高濃度顔料層と上塗り層との界面付近で、ルチル型酸化チタンの濃度勾配層ができる。本発明では本酸化チタンの濃度勾配層を混合層と呼ぶ。この場合、高濃度顔料層と上塗り層との境界部分に存在する混合層により、高濃度顔料層と上塗り層との間の密着性を向上させることができる。また、プレコート金属材の場合には、塗装後の加工により塗装金属材の全光線反射率が低下する場合があるが、混合層が存在することにより密着性が向上するため、加工後の全光線反射率の低下を抑制することもできる。
ここで、本実施形態に係る「混合層」とは、高濃度顔料層のルチル型酸化チタンが上塗り塗膜層へ拡散することでルチル型酸化チタンの濃度が傾斜構造になっている層をいう。より具体的には、本実施形態では、ルチル型酸化チタンに着目すれば、高顔料濃度層のTi量をx、上塗り層のTi量をyとしたときに、[x−0.05×(x−y)]〜[y+0.05×(x−y)]である部分を混合層とすることとする。各Ti量は後述する、分析方法でもとめることができ、各分析器でTiを測定したときの測定強度を量とみなして計算することができる。
本実施形態では、上述した混合層が存在する場合、この混合層は、3μm以上12μm以下の厚みを有することが好ましい。混合層の厚みが3μm未満の場合には、混合層による高濃度顔料層と上塗り層との間の密着性向上効果を安定して得ることができないおそれがある。一方、混合層の厚みが12μmを超えると、必要な機能を分担している高濃度顔料層及び上塗り層の塗膜の厚みを充分に確保することが困難となる。そのため、上塗り層が最表層である場合、最表層の厚み不足による外観不良が起き易くなる等、高濃度顔料層及び上塗り層自体の性能維持が困難となり、実質的に高濃度顔料層形成用塗料と上塗り層形成用塗料とを混合した塗料により形成される塗膜層と同じ性能となってしまうため、必要とする本来の高濃度顔料層及び上塗り層の性能が得られない。なお、混合層の厚みを12μmを超えた厚みに制御するのは実質上困難である。
本実施形態では、上述した混合層が存在し、この混合層は、3μm以上12μm以下の厚みを有する。混合層の厚みが3μm未満の場合には、混合層による高濃度顔料層と上塗り層との間の密着性向上効果を安定して得ることができないおそれがある。一方、混合層の厚みが12μmを超えると、必要な機能を分担している高濃度顔料層及び上塗り層の塗膜の厚みを充分に確保することが困難となる。そのため、上塗り層が最表層である場合、最表層の厚み不足による外観不良が起き易くなる等、高濃度顔料層及び上塗り層自体の性能維持が困難となり、実質的に高濃度顔料層形成用塗料と上塗り層形成用塗料とを混合した塗料により形成される塗膜層と同じ性能となってしまうため、必要とする本来の高濃度顔料層及び上塗り層の性能が得られない。なお、混合層の厚みを12μmを超えた厚みに制御するのは実質上困難である。
混合層の厚みは、主に、塗布方法、焼付け時間によって制御することができる。塗布方法としては、ウェットオンウェット法や多層同時塗布法を採用することにより、混合層が形成しやすくなる。また、焼付け時間を長くすることにより、混合層形成のための時間を充分に長くとることができるため、混合層の厚みを厚くすることができるが、具体的には、焼付け時間を60秒〜180秒程度とすることで、混合層の厚みを3μm以上12μm以下とすることができる。
本実施形態に係る塗装金属材では、被覆層の最表面のろ波中心線うねりWCAが2μm以下であることが好ましい。このように、被覆層の最表面のWCAを小さくすることにより、塗装金属材の鮮鋭性を向上させることができるとともに、細かい凹凸の無い滑らかな表面が得られるので、塗装金属材表面に汚染物質がたまりにくくなるため、耐汚染性を向上させることができる。被覆層の最表面のWCAが2μmを超えると、鮮鋭性および耐汚染性が低下するおそれがある。一方、被覆層の最表面のWCAの好適な下限値については、特に規定する必要は無いが、被覆層の最表面のWCAが0.2μm未満のものは実質的に制御が困難であるため、このような観点からは、被覆層の最表面のWCAが0.2μm以下であることが好ましい。なお、本願発明のWCAは任意の5箇所について測定した平均とする。
被覆層の最表面のWCAは、高濃度顔料層と上塗り層との境界面のRaの影響により変化する。従って、被覆層の最表面のWCAは、主に、塗布方法、低シェアでの塗料粘度によって制御することができる。具体的には、塗布方法をウェットオンウェット法や多層同時塗布法とすることにより、高濃度顔料層から上塗り層へルチル型酸化チタンが拡散するため、高濃度顔料層と上塗り層との境界面のRaが大きくなり、被覆層の最表面のWCAも大きくなる。また、低シェアでの高濃度顔料層形成用の塗料粘度を下げることによって、高濃度顔料層中のルチル型酸化チタンが上塗り層へ拡散しやすくなるため、境界面のRaが大きくなり、被覆層の最表面のWCAも大きくなる。
また、本実施形態に係る塗装金属材では、金属材上に形成された被覆層のうちの最表層の塗膜層が、シリコーン樹脂またはふっ素樹脂を含有していてもよい。ここで、「最表層の塗膜層」とは、上述した上塗り層が最表層に形成されている場合には当該上塗り層のことであり、上塗り層の表層側に更に塗膜層が積層されている場合には当該塗膜層のことである。本実施形態に係る塗装金属材をプレコート金属板に適用した場合には、加工時における汚れの付着等による全光線反射率の低下が懸念される。これに対して、本実施形態に係る塗装金属材の最表層の塗膜層のバインダの一部または全部として、シリコーン樹脂またはふっ素樹脂を用いることで、塗膜表面に撥油性および撥水性を付与することができる。このように、最表層の塗膜層の表面を撥油性および撥水性とすることで、塗膜表面に汚れが付き難くなり、全光線反射率の低下が抑制されるため、好ましい。
また、本実施形態に係る塗装金属材では、金属材上に形成された被覆層のうちの最表層の塗膜層が、塗膜を形成する樹脂骨格中に−Si−O−Si−結合を有していてもよい。ここで、「最表層の塗膜層」とは、上述した上塗り層が最表層に形成されている場合には当該上塗り層のことであり、上塗り層の表層側に更に塗膜層が積層されている場合には当該塗膜層のことである。また、−Si−O−Si−結合におけるSiは、アルコキシシランまたはアルコキシシランの加水分解縮合物に由来するものである。
なお、本実施形態に係る塗装金属材が、上塗り層の表層側に更に最表層の塗膜層(例えば、上述したシリコーン樹脂またはふっ素樹脂を含有する塗膜層や、塗膜を形成する樹脂骨格中に−Si−O−Si−結合を有する塗膜層)を有する場合には、この最表層の塗膜層の膜厚については、上述した撥水性、撥油性、親水性等の特性を得ることができる程度であれば特に限定はされないが、好ましくは最表層の塗膜層の膜厚が1μm以上25μm以下である。上記最表層の塗膜層の膜厚が1μm未満であると、撥水性、撥油性、親水性が不足する可能性があり、25μmを超えると加工性が劣る可能性があり、またコストの面からも、好ましくない。
本実施形態に係る塗装金属材が有する被覆層は、以上説明した高濃度顔料層および上塗り層の他に、下塗り層を含んでいてもよい。この下塗り層は、金属材と高濃度顔料層との間に形成される塗膜層であり、被覆層が、上塗り層、高濃度顔料層および下塗り層の3層からなる場合には、基材となる金属材に最も近い側の塗膜層となる。ただし、この場合、金属材から最も近い側の層であっても、金属材と塗膜との密着性向上や耐食性向上を目的として設ける膜厚1μm未満の被覆層は、本実施形態に係る下塗り層には該当せず、膜厚1μm未満の被覆層よりも表層側の被覆層を下塗り層とする。
下塗り層のバインダとして用いる樹脂は、特に限定されるものではないが、高濃度顔料層との密着性や、塗料原料の共通化等の観点から、高濃度顔料層と同一の樹脂を含んで使用することが好ましい。従って、高濃度顔料層のバインダとして、数平均分子量が19000以上28000以下のポリエステル樹脂Aを使用することが好ましいことから、下塗り層においても、バインダとしてポリエステル樹脂Aを使用することが好ましい。下塗り層のバインダとして使用するポリエステル樹脂の数平均分子量が19000未満では、加工性および密着性が低下するおそれがあり、数平均分子量が28000を超えると、塗膜表面が柔らかくなりすぎ、耐疵つき性およびブロッキング性が劣化するおそれがある。
下塗り層には、顔料としてルチル型酸化チタンを固形分体積濃度で20%以上35%以下添加すると、より反射率が向上し好適である。下塗り層に添加する顔料としてルチル型酸化チタンが好適である理由は、高濃度顔料層の場合と同様に、ルチル型酸化チタンの屈折率が、他の一般に使用されている顔料よりも高く、バインダとして使用する樹脂および顔料粒子間に存在する空隙部分の空気との屈折率差を大きくでき、これにより、顔料と樹脂との界面、顔料と空気との界面における光反射率を高めることができるためである。
下塗り層の膜厚については、膜厚が厚いほど、高い加工性や密着性が得られ、また、顔料としてルチル型酸化チタンを添加した場合には反射性能についても、膜厚が厚いほど有利であることから、これらの性能面からは、下塗り層の膜厚の上限値を設定する必要はない。しかし、下塗り層の膜厚が30μmを超えると、高濃度顔料層と異なり、塗料中の顔料濃度が低いため、塗装時に沸きが発生しやすく、塗装性が劣化すること、また、塗料コストの観点からも好ましくない。よって、下塗り層の膜厚は30μm以下であることが好ましい。一方、下塗り層の膜厚が5μm未満では、下塗り層による加工性、密着性および反射性能の向上効果が小さくなるため、下塗り層の膜厚は5μm以下であることが好ましい。安定した加工性、密着性、反射特性および塗装性を確保するという観点から、より好ましい下塗り層の膜厚は、10μm以上25μm以下である。
本実施形態に係る塗装金属材の基材に使用する金属材としては、一般に公知の金属材料または合金材料を用いることができる。具体的には、金属材として、例えば、鋼板、ステンレス鋼板、アルミ板、アルミ合金板、チタン板、銅板等が挙げられる。これらの金属材料または合金材料の表面には、めっきが施されていてもよい。めっきの種類としては、亜鉛めっき、アルミめっき、銅めっき、ニッケルめっき等が挙げられ、これらの合金めっきであってもよい。また、金属材として鋼板を使用する場合には、溶融亜鉛めっき鋼板、電気亜鉛めっき鋼板、亜鉛−ニッケル合金めっき鋼板、溶融合金化亜鉛めっき鋼板、アルミめっき鋼板、アルミ−亜鉛合金化めっき鋼板等、一般に公知の鋼板およびめっき鋼板を適用できる。
以上の説明では、本発明を、主に、プレコート金属材に適用した例に基づいて説明しているが、本発明は、プレコート金属材に限られず、ポストコート金属材に適用してもよい。ポストコート金属材の場合には、プレコート金属材とは異なり、必ずしも加工密着性等が要求されるわけではないが、反射板として用いる場合には、高い全光線反射率を有することが必要となる。
以上、本実施形態に係る塗装金属材の構成について詳細に説明した。続いて、上述したような構成を有する塗装金属材の製造方法について詳細に説明する。
まず、塗装金属材がプレコート金属材の場合における本実施形態に係る塗装金属材の製造方法について説明する。本実施形態に係る塗装金属材は、一般的な連続塗装ライン(「CCL」と呼ばれる。)や切板用の塗装ラインにより、適宜必要な処理を選択し、選択した処理を実施することで製造できる。塗装ラインの代表的な製造工程としては、「洗浄」→「乾燥」→「化成処理」→「乾燥」→「塗装」→「乾燥・焼付け」→「冷却」→「乾燥」であるが、本実施形態における塗装金属材の製造工程はこれに限定されるものではない。
次に、塗装金属材がポストコート金属材の場合における本実施形態に係る塗装金属材の製造方法について説明する。
以上説明したような本実施形態に係る塗装金属材を使用した電子機器では、この塗装金属材が高い全光線反射率と成形性を高次元で両立しているため、同一光源の場合はこれまでよりも明るくなり、また、これまでより光源の数を少なくしたり、投入電力を少なくしたりしても、これまでと同等の明るさを確保することが可能である。更に、本実施形態に係る塗装金属材は、様々な形状に容易に成形できる、または、より複雑な形状に成形できるといった特性を持つことから、適用可能な電子機器対象の拡大や、適用する部品の生産性向上といった効果も期待できる。
まず、本実施例で用いた塗料について詳細に説明する。本実施例では、塗装金属材として、基材となる亜鉛めっき鋼板表面に、当該鋼板側から順に積層された、下塗り層、高濃度顔料層(中塗り層)、上塗り層の3層構造、または、下塗り層、中塗り層、2層の上塗り層の4層構造を有する被覆層が被覆されたプレコート鋼板を用いた。以下、下塗り層用塗料(「下塗り塗料」と称する。)、高濃度顔料層(中塗り層)用塗料(「中塗り塗料」と称する。)、上塗り層用塗料(「上塗り塗料」と称する。)の順に、使用した塗料成分について説明する。
下塗り塗料については、下記表1に示すように、バインダとして、東洋紡社製の非晶性ポリエステル樹脂である「バイロン(登録商標)630」(数平均分子量23000,水酸基価5)を使用し、顔料として、平均粒径が280nmのルチル型酸化チタンである石原産業社製「タイペーク(登録商標)CR95」(屈折率:2.5)を使用し、ルチル型酸化チタンの固形分体積濃度が25%となるようにバインダと混合し、下塗り塗料(下塗り−1)を作製した。
中塗り塗料については、表1に示すように、ベース樹脂として、東洋紡社製の非晶性ポリエステル樹脂である「バイロン(登録商標)」シリーズ、及び住化バイエルウレタン社製の非晶性ポリエステル樹脂である「デスモフェン(登録商標)」シリーズを使用した。例えば、中塗り−1〜20では、「バイロン(登録商標)630」(数平均分子量23000、水酸基価5)と住化バイエルウレタン社製の非晶性ポリエステル樹脂である「デスモフェン(登録商標)690」(数平均分子量3500、水酸基価46)とを有機溶剤(ソルベッソ150とシクロヘキサノンとを質量比で1:1に混合したもの)に質量比で1:1で溶解したものを用いた。架橋剤には市販のヘキサ−メトキシ−メチル化メラミンである三井サイテック社製の「サイメル(登録商標)303」をポリエステル樹脂の固形分100質量部に対して15質量部添加し、更に、市販の酸性触媒である三井サイテック社製の「キャタリスト(登録商標)6003B」を0.5質量部添加することで、ポリエステル系クリア塗料を得た。
上塗り塗料については、下記表3に示すように、バインダとして、東洋紡社製の非晶性ポリエステル樹脂である「バイロン(登録商標)630」(数平均分子量23000,水酸基価5)を有機溶剤(ソルベッソ150とシクロヘキサノンとを質量比で1:1に混合したもの)に溶解したものを用いた。架橋剤には市販の三井サイテック社製の完全アルキル型メチル化メラミン樹脂(以降、メチル化メラミンと称す)である「サイメル(登録商標)303」をポリエステル樹脂の固形分100質量部に対して15質量部添加し、更に、市販の酸性触媒である三井サイテック社製の「キャタリスト(登録商標)6003B」を0.5質量部添加することで、クリア塗料を得た。このクリア塗料を用いて、顔料として、平均粒径が280nmのルチル型酸化チタンである石原産業社製「タイペーク(登録商標)CR95」(屈折率:2.5)を使用し、ルチル型酸化チタンの固形分体積濃度が25%となるようにバインダと混合し、上塗り塗料(上塗り−1)を作製した。
次に、本実施例で用いたプレコート金属板について詳細に説明する。
次に、上述したようにして作製したプレコート金属板の評価方法の詳細について説明する。
島津製作所社製の分光光度計「UV265」に、積分球反射付属装置を取り付けたものを用い、基準板としては硫酸バリウム粉末を押し固めたものを用いた。人の目の感度が最も高い波長である555nmにおける全光線反射率を測定し、以下の基準で評価を行った。
◎:全光線反射率が99%以上の場合
◎〜○:全光線反射率が97%以上99%未満の場合
○:全光線反射率が95%以上97%未満の場合
○〜△:全光線反射率が93%以上95%未満の場合
△:全光線反射率が91%以上93%未満の場合
△〜×:全光線反射率が89%以上91%未満の場合
×:全光線反射率が89%未満の場合
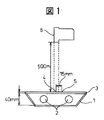
図1および図2に実験装置の概要を示す。被覆基材を図1および図2に示すような長手方向の両端部が上面側に折り曲げられた形状に成形し、反射板1とした。その中に市販の蛍光灯照明器具2を2本並べて取り付け、その上に、すりガラスで形成されたカバー3を取り付けた。そのカバー3の中央部分(以下、「輝度測定部」という。)4と中央部分4から1.5cm外側にずらした部分(以下、「輝度の均一性比較測定部」という。)5の輝度を、測定点から垂直に50cm離れたところに輝度計6を設置して測定した。蛍光灯照明器具2としては、16形ランプ出力16Wの蛍光灯を用いた。
◎:輝度変化率が30%以上の場合
◎〜○:輝度変化率が25%以上30%未満の場合
○:輝度変化率が20%以上25%未満の場合
○〜△:輝度変化率が15%以上20%未満の場合
△:輝度変化率が10%以上15%未満の場合
×:輝度変化率が10%未満の場合
◎:輝度の均一度が90%以上の場合
○:輝度の均一度が85%以上90%未満の場合
△:輝度の均一度が70%以上85%未満の場合
×:輝度の均一度が70%未満の場合
作製したプレコート金属板を、任意の枚数のサンプルを間に挟んだ状態で180°折り曲げ加工(密着曲げ加工)し、加工部の塗膜を目視で観察し、塗膜の割れの有無を調べた。なお、180°折り曲げを行う際には、プレコート金属板の表面が曲げの外側となるように折り曲げて、密着曲げを行った(一般に、サンプルを挟まない場合は0T曲げ、サンプルを1枚挟む場合は1T曲げとして知られている)。そして、加工部を目視にて観察し、以下の基準で評価を行った。
◎◎:0T曲げで割れや剥離がない
◎: 1T曲げで割れや剥離がない
◎〜○: 2T曲げで割れや剥離がない
○: 2T曲げでわずかな割れや剥離があるが、3T曲げで割れや剥離がない
○〜△:2T曲げで下塗り塗膜層または原板に達する割れや剥離があるが、3T曲げで割れや剥離がない
△:3T曲げでわずかな割れや剥離があるが、4T曲げで割れや剥離がない
△〜×:2T曲げで下塗り塗膜層または原板に達する割れや剥離があるが、3T曲げで割れや剥離がない
×:4T曲げで割れや剥離がある
◎◎:0T曲げで剥離がない
◎: 1T曲げで剥離がない
◎〜○: 2T曲げで剥離がない
○: 2T曲げで加工部の全長に対して合計で半分未満の長さで剥離があるが、3T曲げで剥離がない
○〜△:2T曲げで加工部の全長に対して合計で半分未満の長さで剥離があるが、3T曲げで剥離がない
△:3T曲げでわずかな割れや剥離があるが、4T曲げで割れや剥離がない
△〜×:2T曲げで全長に対して合計で半分以上の長さで剥離があるが、3T曲げで剥離がない
×:4T曲げで剥離がある
評点を、◎◎の場合に8点、◎の場合に7点、◎〜○の場合に6点、○の場合に5点、○〜△の場合に4点、△の場合に3点、△〜×の場合に2点、×の場合に1点とし、全光線反射率と加工性との評点を加算し、その合計を算出し、以下の基準で評価を行った。
◎:評点の合計が11点以上
○:評点の合計が9点以上11点未満
△:評点の合計が7点以上9点未満
×:評点の合計が7点未満
中塗り層と上塗り層との境界面のRaは、各実施例の塗膜を切断して、樹脂に埋め込んだ後に研磨することで、塗膜の表面に垂直な断面を平滑にして、3500倍の走査型顕微鏡で撮影した写真で評価した。写真の上から、OHPに用いられる透明シートをかぶせて、境界面の凹凸を精密にトレースした後に、図3に示すように、境界面曲線の平均線の方向に基準長さlだけ抜き取り、この抜き取り部分の平均線の方向にX軸を、縦倍率方向にY軸を取り、界面曲線をy=f(x)で表したときに、以下の式によって求められる値をマイクロメートル(μm)で示した。なお、測定は任意の5箇所について行い、その平均を求めた。
被覆層の最表面のWCAは、明伸工業社製3次元表面形状測定装置にて計測した。測定時の評価長さ40mm、カットオフ8mmの条件で測定した。詳細はJIS.B0601に準じて測定した。測定は任意の5箇所について行い、その平均を求めた。
中塗り層と上塗り層との境界面付近をGDS(グロー放電発光分光分析装置)により深さ方向のTiの分布を測定した。より具体的には、中塗り層のTi濃度をx、上塗り層のTi濃度をyとしたときに、[x+0.05×(x−y)]〜[y−0.05×(x−y)]である部分の厚みを混合層厚みとして測定した。測定は任意の5箇所について行い、その平均を求めた。
被覆層の最表面のWCAは、明伸工業社製3次元表面形状測定装置にて計測した。
中塗り層と上塗り層との境界面付近をGDS(グロー放電発光分光分析装置)により深さ方向のTiの分布を測定した。より具体的には、中塗り層のTi濃度をx、上塗り層のTi濃度をyとしたときに、[x+0.05×(x−y)]〜[y−0.05×(x−y)]である部分の厚みを、「混合層厚み」として測定した。
また、三菱化学社製塗料用カーボン「三菱カーボンMA100」の10%懸濁液を、上述したようにして作製したプレコート金属板の塗膜表面に塗布し、1時間後に日本ウエス社製のクリーニング白メリヤスウエスにて拭き取り、試験前後の色の変化を分光測色計(スガ試験器製、型式MSC−45−2B)によるΔEで求め、以下の基準で評価を行った。
◎:ΔEが0.2未満
◎〜○:ΔEが0.2以上0.5未満
○:ΔEが0.5以上1未満
△:ΔEが1以上2未満
×:ΔEが2以上
2 蛍光灯照明器具
3 カバー
4 輝度測定部
5 輝度の均一性比較測定部
6 輝度計
Claims (14)
- 金属材表面の一部または全部に、ルチル型酸化チタンを固形分体積濃度で35%以上70%以下含有する第1の塗膜層と、前記第1の塗膜層の表層側に積層された第2の塗膜層と、を含む少なくとも2層の被覆層を有し、
前記第1の塗膜層と前記第2の塗膜層との境界面の中心線平均粗さRaが0.8μm以上であって、更に前記第1の塗膜層と前記第2の塗膜層との境界部分に、ルチル型酸化チタンの濃度が傾斜構造となり、かつ、前記ルチル型酸化チタンの濃度が前記第1の塗膜層(高顔料濃度層)のTi量をx、前記第2の塗膜層(上塗り層)のTi量をyとしたときに、[x−0.05×(x−y)]〜[y+0.05×(x−y)]の範囲である混合層が存在しており、前記混合層は、3μm以上12μm以下の厚みを有することを特徴とする、塗装金属材。 - 前記被覆層の最表面のろ波中心線うねりWCAが2μm以下であることを特徴とする、請求項1に記載の塗装金属材。
- 前記被覆層のうちの最表層の塗膜層は、シリコーン樹脂またはふっ素樹脂を含有することを特徴とする、請求項1または2に記載の塗装金属材。
- 前記被覆層のうちの最表層の塗膜層は、塗膜を形成する樹脂骨格中に−Si−O−Si−結合を有することを特徴とする、請求項1または2に記載の塗装金属材。
- 前記ルチル型酸化チタンの平均粒径は、200nm以上400nm以下であることを特徴とする、請求項1〜4のいずれか1項に記載の塗装金属材。
- 前記第1の塗膜層は、前記ルチル型酸化チタンよりも粒径が大きく、かつ、前記ルチル型酸化チタンよりも低い屈折率を有する粒子を更に含有することを特徴とする、請求項1〜5のいずれか1項に記載の塗装金属材。
- 前記第1の塗膜層中には空隙が存在し、
前記空隙の含有率は、前記第1の塗膜層中の固形分体積量の0.05倍以上0.9倍以下であることを特徴とする、請求項1〜6のいずれか1項に記載の塗装金属材。 - 前記第1の塗膜層の膜厚は、10μm以上80μm以下であることを特徴とする、請求項1〜7のいずれか1項に記載の塗装金属材。
- 前記第2の塗膜層の膜厚は、5μm以上30μm以下であることを特徴とする、請求項1〜8のいずれか1項に記載の塗装金属材。
- 前記被複層は、前記金属材と前記第1の塗膜層との間に積層された第3の塗膜層を更に含むことを特徴とする、請求項1〜9のいずれか1項に記載の塗装金属材。
- 前記第3の塗膜層の膜厚は、5μm以上30μm以下であることを特徴とする、請求項10に記載の塗装金属材。
- 請求項1〜11のいずれか1項に記載の塗装金属材の製造方法であって、
前記第1の塗膜層の形成用の塗料と、前記第2の塗膜層の形成用の塗料とを、多層同時塗布またはウェットオンウェット方式により、金属材表面の一部または全部に塗布することを特徴とする、塗装金属材の製造方法。 - 請求項1〜11のいずれか1項に記載の塗装金属材を照明反射板に使用した、照明器具。
- 請求項1〜11のいずれか1項に記載の塗装金属材を発光部品の反射板、または、画像表示部の反射板に使用した、電子機器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011508730A JP4897109B2 (ja) | 2009-09-17 | 2010-09-17 | 塗装金属材とその製造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009215989 | 2009-09-17 | ||
| JP2009215989 | 2009-09-17 | ||
| PCT/JP2010/066638 WO2011034216A1 (ja) | 2009-09-17 | 2010-09-17 | 塗装金属材とその製造方法 |
| JP2011508730A JP4897109B2 (ja) | 2009-09-17 | 2010-09-17 | 塗装金属材とその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4897109B2 true JP4897109B2 (ja) | 2012-03-14 |
| JPWO2011034216A1 JPWO2011034216A1 (ja) | 2013-02-14 |
Family
ID=43758808
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011508730A Active JP4897109B2 (ja) | 2009-09-17 | 2010-09-17 | 塗装金属材とその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| JP (1) | JP4897109B2 (ja) |
| KR (1) | KR101365279B1 (ja) |
| CN (1) | CN102497982B (ja) |
| IN (1) | IN2012DN02298A (ja) |
| MY (1) | MY161009A (ja) |
| TW (1) | TWI428237B (ja) |
| WO (1) | WO2011034216A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104507589B (zh) * | 2012-03-30 | 2017-02-22 | 3M创新有限公司 | 低折射率材料的保护涂层 |
| DE102013206116A1 (de) * | 2013-04-08 | 2014-10-09 | Evonik Industries Ag | Neuartige Straßenmarkierungen zur Unterstützung der Umfeldwahrnehmung von Fahrzeugen |
| WO2017090775A1 (ja) * | 2015-11-26 | 2017-06-01 | 新日鐵住金株式会社 | 被覆金属板 |
| CN109317924B (zh) * | 2018-10-30 | 2020-10-27 | 江苏华亘泰来生物科技有限公司 | 内窥镜镀金外壳的制作方法 |
| JP2020142477A (ja) * | 2019-03-08 | 2020-09-10 | 富士ゼロックス株式会社 | 塗装品、粉体塗料セット、及び、塗装品の製造方法 |
| JP7374605B2 (ja) * | 2019-04-08 | 2023-11-07 | 日鉄鋼板株式会社 | 被覆材及び菌又はウイルスの不活化方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4648992B2 (ja) * | 2008-12-03 | 2011-03-09 | 新日本製鐵株式会社 | 塗装金属材及びその製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BRPI0518645B8 (pt) * | 2004-12-08 | 2017-03-21 | Nippon Steel & Sumitomo Metal Corp | chapa metálica pré-revestida e métodos de produção de chapa metálica pré-revestida |
| WO2007013232A1 (ja) * | 2005-07-28 | 2007-02-01 | Nippon Steel Corporation | プレコート金属板及びその製造方法 |
-
2010
- 2010-09-16 TW TW099131427A patent/TWI428237B/zh active
- 2010-09-17 KR KR1020127006749A patent/KR101365279B1/ko active IP Right Grant
- 2010-09-17 WO PCT/JP2010/066638 patent/WO2011034216A1/ja active Application Filing
- 2010-09-17 MY MYPI2012700077A patent/MY161009A/en unknown
- 2010-09-17 CN CN201080041439.9A patent/CN102497982B/zh active Active
- 2010-09-17 JP JP2011508730A patent/JP4897109B2/ja active Active
- 2010-09-17 IN IN2298DEN2012 patent/IN2012DN02298A/en unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4648992B2 (ja) * | 2008-12-03 | 2011-03-09 | 新日本製鐵株式会社 | 塗装金属材及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102497982A (zh) | 2012-06-13 |
| TWI428237B (zh) | 2014-03-01 |
| WO2011034216A1 (ja) | 2011-03-24 |
| TW201119847A (en) | 2011-06-16 |
| KR20120058547A (ko) | 2012-06-07 |
| JPWO2011034216A1 (ja) | 2013-02-14 |
| KR101365279B1 (ko) | 2014-02-21 |
| CN102497982B (zh) | 2014-04-02 |
| IN2012DN02298A (ja) | 2015-08-21 |
| MY161009A (en) | 2017-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4648992B2 (ja) | 塗装金属材及びその製造方法 | |
| JP4897109B2 (ja) | 塗装金属材とその製造方法 | |
| JP4616651B2 (ja) | 高い拡散反射率を有する被覆材料及びその製造方法 | |
| JP4406399B2 (ja) | 反射板用プレコート金属板 | |
| JP4818485B2 (ja) | プレコート金属板およびその製造方法 | |
| JP4969893B2 (ja) | 被覆基材及びその製造方法 | |
| JP4324096B2 (ja) | 反射性と成形加工性に優れる塗装金属板及びその製造方法 | |
| JP2008023840A (ja) | 塗装板およびその製造方法 | |
| JP4685685B2 (ja) | 被覆基材及びその製造方法 | |
| JP4734163B2 (ja) | 被覆基材及びその製造方法 | |
| JP5195689B2 (ja) | 塗装金属板 | |
| JP2007229630A (ja) | 反射率の高い白色塗装鋼板 | |
| JP2007290293A (ja) | 高い拡散反射率を有する被覆基材及びその製造方法 | |
| WO2018131681A1 (ja) | 塗装金属板 | |
| JP2009000947A (ja) | 高反射性塗装鋼板及び液晶バックライトシャーシ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111129 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111221 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4897109 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150106 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150106 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150106 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |