JP4815076B2 - 嚥下補助飲料用包装袋、嚥下補助飲料用包装袋の製造方法 - Google Patents
嚥下補助飲料用包装袋、嚥下補助飲料用包装袋の製造方法 Download PDFInfo
- Publication number
- JP4815076B2 JP4815076B2 JP2001269439A JP2001269439A JP4815076B2 JP 4815076 B2 JP4815076 B2 JP 4815076B2 JP 2001269439 A JP2001269439 A JP 2001269439A JP 2001269439 A JP2001269439 A JP 2001269439A JP 4815076 B2 JP4815076 B2 JP 4815076B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- packaging bag
- swallowing
- thickening
- seal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images























Description
【発明の属する技術分野】
本発明は、嚥下補助飲料の構成原料が充填された包装袋に関し、より詳細には、イージーピール性を持つ溶着部で内部が複数の室に分割され、それぞれの収容室に異なる種類の原料が充填された包装袋に関する。
【0002】
【従来の技術】
口で咀嚼された飲食物が食道を通過する際には、気管に飲食物が混入しないよう気管が閉じられる。しかしながら、加齢、疾病、麻痺などにより、気管を閉じる機能が低下すると、飲食物が誤って気管に吸引される嚥下機能障害が発生し、気管支炎、肺炎、窒息などを併発することが知られている。この様な場合、飲食物は勿論、粉薬や粒薬などの薬剤を経口により摂取することが困難となる。
【0003】
また、乳幼児などに於いても、粉薬や粒薬などの薬剤の飲用が困難な場合が多く、「液剤」が中心となっている。このため、液剤化できない薬剤を、十分に投与できない場合がある。
【0004】
昨今この様な状況を改善することを目的に、各種の「嚥下補助飲料」が提案されている。嚥下補助飲料は、薬剤と同時に飲用することにより、薬剤を容易に嚥下することを目的としている。この様な嚥下補助飲料としては、例えば、特開平11−187827号公報、特開2000−32951号公報、特開平11−124342号公報、特開2000−157212号公報、特開2000−191553号公報、特開2000−210036号公報などに、各種の多糖類などを利用して粘稠性を持たせた嚥下補助飲料が記載されている。
【0005】
また、コーンスターチ、デンプン、デキストリン等の炭水化物を利用して粘稠性を持たせた、嚥下補助食品(トロミ剤)も幾つか販売されている。
【0006】
これら従来の嚥下補助飲料や嚥下補助食品は、予め構成原料を混合し所望の粘稠性を有する流動物とされ、適宜な容器に充填され販売されている。また、粉末状、顆粒状、ケーキ状の固形物で販売され、購入後、温水などに溶解して飲用されている。
【0007】
【発明が解決しようとする課題】
しかしながら、従来の嚥下補助飲料を用いた場合、以下の様な不具合が生じる場合があった。
【0008】
第1に、予め構成原料を混合し所望の粘稠性を有する流動物とされた嚥下補助飲料の場合、経時に伴い、析出物、離水、相分離などが発生することがあり、長期に渡って初期の状態を維持することが難しく、貯蔵安定性が不十分な場合があった。
【0009】
第2に、粉末状、顆粒状、ケーキ状などの固形状構成原料と温水などとを、飲用前に混合して、嚥下補助飲料を調製する場合、清浄な温水を用意し、これを計量して、構成原料と混合する必要があった。このため、操作が煩雑であり、計量を誤ると、所望の嚥下補助飲料を調製することができず、誤って調製された嚥下補助飲料を飲用すると、窒息などを起こし、重大な事故を引起す恐れがあった。また、構成原料や温水などを零す恐れもあった。特に、医療機関においては、医療従事者は多忙であり、調製が簡便な嚥下補助飲料が切望されていた。
【0010】
第3に、複数の構成原料を混合する場合、複数の構成原料が別々の容器に充填されているため、上記の不具合に加え、何れかの容器を紛失する恐れがあった。特に、複数の構成原料をセットとして販売する形態では、セットに含まれる各原料は、目的とする嚥下補助飲料を得るための専用の原料であり、他の用途に転用できない場合が多い。したがって、何れかの構成原料を紛失してしまうと、他の原料の使い道がなくなり、結果的に他の原料は不用となってしまう。
【0011】
以上の様な状況に鑑み、本発明においては、嚥下性に優れる嚥下補助飲料を、飲用直前に容易に制御性良く調製できる、嚥下補助飲料の構成原料が充填された包装袋を提供することを目的とする。
【0012】
【課題を解決するための手段】
上記目的を達成するための本発明によれば、1以上の仕切シール部により隔てられた複数の収容室を具備する包装袋であって、
該複数の収容室の少なくとも1つに、増粘組成物が充填されており、該仕切シール部を剥離することにより、該増粘組成物は、他の収容室の充填物と混合され、嚥下補助飲料を形成することを特徴とする嚥下補助飲料用包装袋が提供される。
【0013】
上記の嚥下補助飲料用包装袋には嚥下補助飲料の構成原料が充填されており、以下に説明する陽に、嚥下性に優れる嚥下補助飲料を飲用直前に容易に制御性良く調製できる。
【0014】
第1に、本発明の嚥下補助飲料用包装袋は、嚥下補助飲料の飲用直前に強く握り潰すなどされて、仕切シール部が剥離される。これを揉むことで、増粘組成物と他の構成原料とは良好に混合され、嚥下補助飲料が得られる。このため、得られた嚥下補助飲料は、調製直後の新鮮で品位良好な状態にあり、貯蔵安定性の問題はなく、析出物、離水、相分離なども無く、所望の嚥下性を実現できる。
【0015】
特に、昭和46年4月8日衛発第222号厚生省公衆衛生局通知で規定される「嚥下補助」を目的としたゲル状食品は、一般食品として販売されるゲル状食品と比較して、非常に柔らかい物性を有するゼリーであるため、「経時的にゲル化反応が進行し、水分が遊離してくる」傾向を有する。このため、従来の嚥下補助飲料は、飲用直前に水分を除去したり、攪拌して再度均一化する必要があったが、本発明の嚥下補助飲料は、ゲル化の直後に飲用されるため、これらの操作を行う必要がない。
【0016】
第2に、本発明の嚥下補助飲料用包装袋には、嚥下補助飲料に必要な構成原料が全て具備されているため、調製用の温水などを用意する必要はない。また、所望の嚥下補助飲料に必要な量の構成原料が充填されているため、構成原料を計量する必要もなく、嚥下補助飲料を誤りなく調製できる。更に、嚥下補助飲料の調製方法は、嚥下補助飲料用包装袋を強く握り潰すなどして、仕切シール部を剥離し、これを揉むことで、増粘組成物と他の構成原料とを混合するのみで、極めて簡便な操作である。
【0017】
第3に、複数の構成原料を混合する場合においても、本発明の嚥下補助飲料用包装袋には、嚥下補助飲料に必要な構成原料を収納するそれぞれの収容室が一体に形成されているため、構成原料の一部を紛失することはない。
【0018】
また、本発明の嚥下補助飲料は密閉された袋内でゲル化反応を進行させて調製されるため、使用の直前まで内容物の安全性を保証でき、利用者の管理負担を軽減できる。
【0019】
更に、本発明によれば、1以上の仕切シール部により隔てられた複数の収容室を具備し、該複数の収容室の少なくとも1つに増粘組成物が充填された包装袋の製造方法であって、
長尺のフィルムを、その同じ面が対面するように両縁部を向き合わせて筒状にフォーミングする工程と、
該筒状にフォーミングされたフィルムの両縁部同士を該フィルムの長手方向に沿って溶着することによって、縦シール部を形成する工程と、
該筒状にフォーミングされたフィルムの該両縁部と間隔をあけた位置で、フィルムの長手方向に沿って該フィルムの向き合った内面同士を溶着することによって、該フィルムに、イージーピール性を持つ少なくとも1つの該仕切シール部を形成する工程と、
該縦シール部および該仕切シール部が形成されたフィルムの内側の、該仕切シール部によって仕切られた複数の領域に、増粘組成物と、その他の充填物とを、それぞれ投入する工程と、
投入終了後、該フィルムの向き合った内面同士をその幅方向に溶着して、該複数の領域を密封する工程と
を有することを特徴とする嚥下補助飲料用包装袋の製造方法が提供される。
【0020】
上記の様な製造方法によれば、複数の嚥下補助飲料の構成原料を一体に包装するにも関わらず、構成原料をそれぞれ収納する収容室が一体に形成された包装袋を、精度良く生産性良好に製造できる。なぜなら、構成原料の1つである増粘組成物は一般に粘稠であるが、上記の方法によれば、この様な組成物を計量性良好に充填でき、引続く密封工程と連続して行えるからである。
【0021】
また、複数の嚥下補助飲料の構成原料を一体に包装するにも関わらず、1回の包装工程(製造)で製品を得ることができ、また連続生産を行えるため、生産性が良好であり、生産調整などの管理作業を軽減できる。
【0022】
【発明の実施の形態】
以下に本発明を詳細に説明する。
【0023】
増粘剤としては、増粘促進剤などとの混合性に優れ、良好な嚥下性を実現できるものであれば特に制限されないが、ペクチン、ペクチニン酸、プロトペクチン等のポリガラクツロン酸類;アルギン酸、アルギン酸カルシウム、アルギン酸ナトリウム、アルギン酸プロピレングリコールエステル、アルギン酸プロピレングリコールエステルカルシウム、アルギン酸プロピレングリコールエステルナトリウム等のアルギン酸類;メチルセルロース、メチルセルロースカルシウム、メチルセルロースナトリウム、カルボキシメチルセルロース、カルボキシメチルセルロースカルシウム、カルボキシメチルセルロースナトリウム等のメチルセルロース類;デンプングリコール酸、デンプングリコール酸カルシウム、デンプングリコール酸ナトリウム、デンプングリコール酸エステル、デンプングリコール酸エステルカルシウム、デンプングリコール酸エステルナトリウム、繊維素グリコール酸、繊維素グリコール酸カルシウム、繊維素グリコール酸ナトリウム等のグリコール酸類;デンプンリン酸エステル、デンプンリン酸エステルカルシウム、デンプンリン酸エステルナトリウム等のデンプンリン酸エステル類;ポリアクリル酸、ポリアクリル酸カルシウム、ポリアクリル酸ナトリウム等のポリアクリル酸類;小麦デンプン、バレイショデンプン、米デンプン、甘しょデンプン、タピオカデンプン等のデンプン類;デンプン類を無機酸および/または有機酸で処理して得られる可溶性デンプン類;ブリティシュガム、黄色デキストリン、白色デキストリン等のデキストリン類;グアーガム、カジブビーンガム、タラガム、タマリンドシードガム、タマリンドガム、ローカストビーンガム、カシアガム、サイリュームシードガム、サイリュームガム、アゾトバクタービネランジガム等の種子由来多糖類;アラビアガム、トラガントガム、カラヤガム、アラビノガラクタン等の樹脂樹液由来多糖類;キサンタンガム、ジエランガム、カードラン等の発酵生産物多糖類;ゼラチン等のコラーゲン類;蒟蒻マンナン等のグルコマンナン類;アガロース、寒天、カラギナン、ファーセレラン等の海藻由来多糖類;プルラン、デキストラン等の微生物系多糖類;ペリチン等の植物抽出物;キチン、キトサン、キトサミン等の甲殻類抽出物;乳清蛋白などを使用する。
【0024】
これらの中でも、増粘促進剤などとの混合性、得られる嚥下補助飲料の嚥下性、保存安定性などの観点から、ペクチン等のポリガラクツロン酸類、アルギン酸などのアルギン酸類、カラギナン等の海藻由来多糖類、ジエランガム等の発酵生産物多糖類、グアーガム等の種子由来多糖類、アラビノガラクタン等の樹脂樹液由来多糖類などが好ましい。
【0025】
また、必要に応じて2種類以上の増粘剤を併用することもできる。この場合、例えば、複数の増粘剤の一部を増粘主剤として機能させ、他の部分を増粘補助剤として機能させる。
【0026】
なお、上記の増粘剤を含有する増粘組成物の様態としては、増粘促進剤などとの混合性に優れ、良好な嚥下性を実現できるものであれば特に制限されないが、液体状、溶液状、粘性液体状、ゲル状、ゾル状、ゼリー状、ゼラチン状、ペースト状、ムース状、クリーム状、サスペンド状などの流動物状;粉体状、粉末状、顆粒状、ペレット状、ケーキ状などの固形物状などに調製される。
【0027】
これらの様態の中でも、増粘促進剤などとの混合性、得られる嚥下補助飲料の嚥下性、増粘組成物の保存安定性などの観点から、溶液状、ゲル状、ゾル状ゼリー状、ムース状などの流動物状が好ましい。なお、流動物の媒体としては一般に精製水が使用され、エタノール等のアルコール類を含んでいても構わない。
【0028】
更に、増粘組成物中における増粘剤の濃度は、増粘促進剤などとの混合性、得られる嚥下補助飲料の嚥下性などの観点から、注意深く決定される。具体的には、最終的に得られる嚥下補助飲料の十分な嚥下効果を実現するなどの観点から、増粘組成物中における増粘剤の濃度は0.01質量%以上が好ましく、0.05質量%以上がより好ましく、0.1質量%以上が更に好ましい。一方、増粘組成物の保存安定性などの観点から、20質量%以下が好ましく、10質量%以下がより好ましく、5質量%以下が更に好ましい。なお、2種類以上の増粘剤を併用する場合は、各増粘剤の濃度の総和が上記の範囲内であることが好ましい。
【0029】
同様に、増粘組成物の25℃での粘度は1mPa・s以上が好ましく、10mPa・s以上がより好ましく、一方、200mPa・s以下が好ましく、100mPa・s以下がより好ましい。
【0030】
なお、25℃での粘度は、例えば、(株)トキメック製TV−20型スピンドルタイプ粘度計を使用し、H1ローターを用いて、スピンドル回転数100rpmで測定される。具体的には、測定試料を25℃の水槽中で1時間保温して試料温度を25℃とした後、粘度を10回測定し、これを平均する。
【0031】
以上の様な増粘組成物を、例えば自立袋の底部側の第2収容室に充填する。そして、自立袋を開封せずに第2収容室を握り、仕切シール部のフィルム同士を剥離させる。これによって第2収容室と他の収容室が連通し、第2収容室内の増粘組成物と他の充填物とが混ざり合う。その後、自立袋を揉んで両者をよく撹拌し、嚥下補助飲料を得る。
【0032】
ここで、得られる嚥下補助飲料の十分な嚥下性を実現するなどの理由から、例えば自立袋の他の収容室に増粘促進組成物を充填することが好ましい。増粘促進組成物は増粘促進剤を含有し増粘組成物中の増粘剤に作用して、所望の特性を有する嚥下補助飲料を生成する。
【0033】
この様な増粘促進剤としては、増粘剤との混合性に優れ、良好な嚥下性を実現できるものであれば特に制限されず、ゲル化促進剤およびゲル化増進剤などを使用できる。具体的には、2価塩類、有機酸類などを使用できる。
【0034】
2価塩類としては、乳酸カルシウム、クエン酸カルシウム、グリセロリン酸カルシウム、グルコン酸カルシウム、ピロリン酸二水素カルシウム、リン酸一水素カルシウム、リン酸二水素カルシウム、リン酸三カルシウム、コハク酸カルシウム、フマル酸カルシウム、リンゴ酸カルシウム、酒石酸カルシウム、アスパラギン酸カルシウム、グルタミン酸カルシウム、アデノシン5’−一リン酸カルシウム、グアノシン5’−一リン酸カルシウム、シチジン5’−一リン酸カルシウム、ウリジン5’−一リン酸カルシウム、イノシン5’−一リン酸カルシウム、アデニル酸カルシウム、グアニル酸カルシウム、シチジル酸カルシウム、ウリジル酸カルシウム、イノシン酸カルシウム、炭酸カルシウム、酢酸カルシウム、塩化カルシウム等のカルシウム塩類;塩化マグネシウム、炭酸マグネシウム、酢酸マグネシウム等のマグネシウム塩類;グルコン酸亜鉛、塩化亜鉛、硫酸亜鉛などの亜鉛塩類;グルコン酸第一鉄、クエン酸第一鉄ナトリウム、乳酸第一鉄などの第一鉄塩類;グルコン酸銅などの銅塩類などを使用する。
【0035】
有機酸類としては、クエン酸、クエン酸三ナトリウム等のクエン酸類などを使用できる。
【0036】
以上の様な増粘促進剤の中でも、増粘剤との混合性、得られる嚥下補助飲料の嚥下性、保存安定性などの観点から、乳酸カルシウム、クエン酸カルシウム等のカルシウム塩類;塩化マグネシウム等のマグネシウム塩類などが好ましく、必要に応じて2種類以上の増粘促進剤を併用することもできる。
【0037】
また、これらの増粘促進剤を含有する増粘促進組成物の様態としては、増粘剤との混合性に優れ、良好な嚥下性を実現できるものであれば特に制限されないが、液体状、溶液状、粘性液体状、ゲル状、ゾル状、ゼリー状、ゼラチン状、ペースト状、ムース状、クリーム状、サスペンド状などの流動物状;粉体状、粉末状、顆粒状、ペレット状、ケーキ状などの固形物状などに調製される。
【0038】
これらの様態の中でも、増粘促との混合性、得られる嚥下補助飲料の嚥下性、増粘促進組成物の保存安定性などの観点から、溶液状などの流動物状が好ましい。なお、流動物の媒体としては一般に精製水が使用され、エタノール等のアルコール類を含んでいても構わない。
【0039】
更に、増粘促進組成物中における増粘促進剤の濃度は、増粘剤との混合性、得られる嚥下補助飲料の嚥下性などの観点から、注意深く決定される。具体的には、最終的に得られる嚥下補助飲料の十分な嚥下効果を実現するなどの観点から、増粘促進組成物中における増粘促進剤の濃度は0.01質量%以上が好ましく、0.1質量%以上がより好ましく、1質量%以上が更に好ましい。一方、増粘促進組成物の保存安定性などの観点から、30質量%以下が好ましく、20質量%以下がより好ましく、10質量%以下が更に好ましい。なお、2種類以上の増粘促進剤を併用する場合は、各増粘促進剤の濃度の総和が上記の範囲内であることが好ましい。
【0040】
以上の様な増粘剤を含む増粘組成物と、増粘促進剤を含む増粘促進組成物との混合比は、両者の混合性および得られる嚥下補助飲料の嚥下性などの観点から注意深く決定される。具体的には、増粘促進組成物に対して増粘組成物を、好ましくは2質量倍以上、より好ましくは5質量倍以上、更に好ましくは10質量倍以上、一方、好ましくは100質量倍以下、より好ましくは50質量倍以下、更に好ましくは25質量倍以下で混合する。
【0041】
上述した増粘促進組成物を、例えば自立袋の上部側の第1収容室に充填し、増粘組成物を底部側の第2収容室に充填する。そして、自立袋を開封せずに、第1収容室の部分および/または第2収容室の部分で自立袋を握り、イージーピールシール部のフィルム同士を剥離させる。これによって第1収容室と第2収容室とが連通し、増粘促進組成物と増粘組成物とが混ざり合う。その後、自立袋を揉んで、増粘促進組成物と増粘組成物とをよく撹拌して嚥下補助飲料を得る。
【0042】
以上の様にして得られた嚥下補助飲料の嚥下性の指標として、25℃での粘度や、一定速度で圧縮した際の抵抗として計測される堅さを制御することが好ましい。具体的には、25℃での粘度は500mPa・s以上が好ましく、1000mPa・s以上がより好ましく、1500mPa・s以上が更に好ましい。一方、堅さは500000N/m2以下が好ましく、100000N/m2以下がより好ましく、50000N/m2以下が更に好ましい。
【0043】
なお、一定速度で圧縮した際の抵抗として計測される堅さとは、昭和46年4月8日衛発第222号厚生省公衆衛生局通知に記載され、平成6年2月23日衛新第14号厚生省生活衛生局通知で一部改正された「特殊栄養食品の標示許可について」に記載されるものである。
【0044】
また、嚥下補助飲料の様態としては、良好な嚥下性を実現できるものであれば特に制限されないが、液体状、溶液状、粘性液体状、ゲル状、ゾル状、ゼリー状、ゼラチン状、ペースト状、ムース状、クリーム状、サスペンド状などの流動物状に調製される。
【0045】
これらの様態の中でも、嚥下補助飲料の嚥下性などの観点から、ゲル状、ゾル状、ゼリー状、ムース状などの流動物状が好ましい。なお、流動物の媒体としては一般に精製水が使用され、エタノール等のアルコール類を含んでいても構わない。
【0046】
上述の様な嚥下補助飲料は、各種薬剤とともに服用される。服用方法としては、例えば、薬剤を口内に含んだ後、嚥下補助飲料を飲用し、薬剤と共に嚥下する。また、薬剤と嚥下補助飲料とを予め混合しておき、混合物を嚥下する。
【0047】
更に、第1収容室の増粘促進組成物および/または第2収容室の増粘組成物に、薬剤を予め混合しておくこともできる。また、薬剤または薬剤を含有する組成物を、増粘組成物および増粘促進組成物とは別に第3収容室に充填しておくこともできる。これらの場合、第1収容室および第2収容室、又は第1収容室〜第3収容室を連通させることにより、薬剤を含有する嚥下補助飲料が得られるので、これをこのまま嚥下することにより薬剤を摂取できる。
【0048】
本発明の嚥下補助飲料を用いれば、従来から嚥下が困難とされていた薬剤も容易に摂取できる。この様な薬剤としては、例えば、錠剤では直径10mm以上のもの、カプセル剤では1号以上のものを挙げることができる。
【0049】
また、薬剤が顆粒剤や散剤の場合、入れ歯の間に挟まる、口中粘膜に付着する、気管に吸引するなどに理由により、嚥下が困難となり易いが、本発明の嚥下補助飲料を用いれば、嚥下補助飲料によって薬剤が包み込まれるため、容易に薬剤を嚥下できる。
【0050】
更に、臭気および苦み等のため嚥下が困難な薬剤の場合においても、本発明の嚥下補助飲料を使用すれば、薬剤が嚥下補助飲料により包み込まれ、臭気および苦み等がマスキングされるので、容易に嚥下できる。
【0051】
これらの薬剤は必要に応じて2種以上を併用することもでき、1回の薬剤の摂取で、嚥下補助飲料を普通50〜200mL飲用する。
【0052】
なお、以上の様な薬剤以外にも必要に応じて、第1収容室の増粘促進組成物および/または第2収容室の増粘組成物に、添加物を予め混合しておくこともできる。また、添加物または添加物を含有する組成物を、増粘組成物および増粘促進組成物とは別に第3収容室に充填しておくこともできる。これらの場合、第1収容室および第2収容室、又は第1収容室〜第3収容室を連通させることにより、添加物を含有する嚥下補助飲料が得られる。
【0053】
この様な添加物としては、香料;精油、エキストラクト、果汁フレバー(オレオレジン、ディスチレート、リンゴ、オレンジ、パイナップル、グレープ、グレープフルーツ、ピーチ等)、酵素フレバー等の天然食品香料;バニリン、リナロール、酢酸イソアミル、アセト酢酸エチル、エステル類、ケトン類などの合成食品香料;ショ糖、ブドウ糖、果糖、アスパルテーム、エリスリトール、キシリトール、キシロース、グリチルリチン酸二ナトリウム、サッカリン、サッカリンナトリウム、スクラロース、ソルビトール等の甘味料;クエン酸、グルコノデルタラクトン、グルコン酸、コハク酸、乳酸、フマル酸、リンゴ酸などの酸味料;調味料;リンゴ、オレンジ、パイナップル、グレープ、グレープフルーツ、ピーチ等の濃縮果汁;殺菌料;食品製造用剤;漂白剤;消泡剤;乳化剤;安定剤;改質剤;発色剤;保存料;酸化防止剤;強化剤;着色料などを使用することができる。
【0054】
なお、これらの添加物は必要に応じて2種以上を併用することもでき、添加物の嚥下補助飲料中に占める割合は一般に30質量%以下とされる。
【0055】
以上で説明した嚥下補助飲料の構成原料のうち、増粘剤としてペクチンを使用した場合を例に取り説明する。この場合、増粘促進剤としては、実質的に無味無臭で味のマスキングを行い易い乳酸カルシウム等が好適である。ペクチンは乳酸カルシウムと混合されると、カルシウムイオンにより瞬時にゲル化反応を起こし、増粘主剤として機能して安定なゲル状物質となる。ペクチンから得られるゲル状物質は、特に食感に優れ良好な嚥下性を実現できる。
【0056】
増粘主剤としてペクチンを使用した場合、他の増粘剤であるグアーガム等を併用することが好ましい。グアーガムは、ペクチンが急速なゲル化反応を起こす際に、均一なゲル状物質を形成するよう増粘補助剤として機能する。
【0057】
また、甘味料としては、低カロリーで、う触性の低いエリスリトールやスクラロース等が好ましい。酸味料としては、クエン酸などを使用する。なお、ペクチンは、クエン酸と混合されても有効なゲル化反応を起こさない。
【0058】
次に、本発明で使用する包装袋に付いて説明する。
【0059】
包装袋としては、例えば、フィルムで形成されており、
該フィルムの縁部に沿って該フィルムの向き合った内面同士を溶着することによって形成された周縁シール部と、
該フィルムで包囲された領域を、それぞれ異なる種類の充填物が収容され密封された複数の収容室に分割するように、該フィルムの向き合った内面同士を溶着することによって形成された少なくとも1つの仕切シール部とを有し、
該フィルムに該周縁シール部および該仕切シール部を剥離する力が付与された際、該周縁シール部の剥離に優先して該仕切シール部が剥離するものが使用される。
【0060】
なお、フィルムは、1以上の層よりなり、一般に2層以上の積層構造とする。
積層構造の場合、包装袋とした際に最外層となる層は、耐久性、ガスバリア性などの観点から、主にポリアミド系樹脂(ナイロン等の商品)などの縮合系樹脂よりなるものが好ましい。また、最内層となる層は、溶着性などの観点から、主にポリエチレン系樹脂などのポリオレフィン系樹脂よりなるものが好ましい。更に、必要に応じて、アルミ蒸着されたポリエチレンテレフタレート系樹脂、アルミ箔などの中間層を設けることにより、フィルムに遮光性を付与することができ、充填物が光劣化することを抑制できる。
【0061】
包装袋では、少なくとも1つの仕切シール部によって内部が複数の収容室に分割され、増粘組成物などの充填物が、それぞれの収容室に密封されている。ここで、例えば包装袋を押し潰すなどすると、包装袋には各シール部を剥離する力が加わる。この際、仕切シール部は、他のシール部に優先して剥離する性質を有しているので、周縁シール部では剥離せず仕切シール部が剥離する。これによって各収容室が連通し、包装袋を開封せずに充填物を混合攪拌することが可能となる。
【0062】
包装袋の形態としては、自立袋、3方シールタイプ、4方シールタイプ及びピロータイプが挙げられる。
【0063】
仕切シール部はイージーピール性を持っていることが好ましく、仕切シール部のシール強度は4.9N/15mm以上11.8N/15mm以下の範囲であることが好ましい。仕切シール部を形成する工程では、超音波シール法によってフィルムを溶着するのが、イージーピール性を持たせるようにシール強度を制御しやすいという点で好ましいが、フィルムを加熱して溶着してもよい。特に、超音波シール機を、エンボスパターンでフィルムを溶着するものとすることで、剥離し易いシール部を形成することができる。
【0064】
また、フィルムを筒状にフォーミングする工程の後、フィルムの両縁部で、対面した2枚のフィルムの間に口栓を溶着し、縦シール部を形成することで、口栓付きの包装袋を製造することもできる。
【0065】
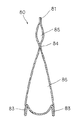
図1は、包装袋の一例である自立袋の斜視図であり、図2は、図1に示す自立袋をその幅方向中央部で高さ方向に沿って切断した断面図である。
【0066】
自立袋80は、フィルムで作られたものであり、それぞれフィルムの対向した面同士を溶着することによって形成された、天シール部81と、自立袋80の脚部となる底シール部83と、両側の側シール部82とを有する。さらに、自立袋80は、その高さ方向中間部において天シール部81と平行かつ自立袋80の全幅にわたって形成されたイージーピールシール部84を有する。
【0067】
イージーピールシール部84も他のシール部と同様に、フィルムの対向した面同士を溶着することによって形成されたものである。このイージーピールシール部84によって、自立袋80の内部は第1収容室85と第2収容室86とに区画され、第1収容室85と第2収容室86とにはそれぞれ異なる内容物が充填されている。イージーピールシール部84では、イージーピール性を持つように、天シール部81、側シール部82および底シール部83よりも弱いシール強度でフィルムが溶着されている。これにより、自立袋80は、上述した各シール部にフィルムを剥離する力が付与された際、天シール部81、底シール部83および側シール部82でのフィルムの剥離に優先して、イージーピールシール部84でフィルムが剥離する性質を有する。
【0068】
イージーピールシール部84のシール強度は、輸送中や通常の取り扱いでは剥離することはないが、例えば自立袋80を握りつぶすなど、ある一定以上の力がイージーピールシール部84に加わることによってイージーピールシール部84でフィルムが剥離する程度の大きさである。シール強度が低すぎると、輸送中や通常の取り扱い中にフィルムが剥離するおそれがあり、一方、高すぎると、自立袋80を握りつぶしてもイージーピールシール部84でフィルムを剥離させるのが困難となる。
【0069】
天シール部81、底シール部83および側シール部82のシール強度はイージーピールシール部84でのシール強度より強ければ特に制限されないが、自立袋80を握りつぶしても内容物が漏れないように確実にシールするためには、49N/15mm以上であることが好ましい。
【0070】
ここで、シール強度は、JIS Z 0238に準拠して測定した値である。つまり、包装袋の測定対象となるシール部を含む部分からそのシール部に対して直角の方向に幅15.0±0.1mm、展開長さ100mm以上の試験片を採取し、その試験片のシール部を中央にして180°に開き、つかみの間隔を50mm以上とし、試験片の両端を引張試験機のつかみに取り付け、シール部が破断するまで300±20mm/minの速度で引張荷重を加え、その間の最大荷重(N/15mm)を求める。この最大荷重を10個以上の試験片に対して求め、その平均値をシール強度とする。
【0071】
次に、上述の自立袋80を製造するのに好適に用いられる製袋充填包装機の一例について、その側面図である図3および正面図である図4を参照して説明する。
【0072】
この製袋充填包装機は、長尺シート状のフィルム1’を2組の送りローラ4によって上方から下方へ送りながら、異なる2種類の充填物を、それぞれ鉛直方向下向きに延びた2本の投入ノズル3a,3bより供給し、図1に示したような自立袋80を製造するものである。
【0073】
図3および図4において、投入ノズル3a,3bの上方には、ガイドローラ2を経由して供給される長尺シート状のフィルム1’を、その両縁部で同じ側の面を向き合わせた状態で、自立袋80の底面となる部分を内側に折り込み、ほぼ偏平状とするためのフィルム折り込み機構10が設けられている。
【0074】
フィルム折り込み機構10の下方には、フィルム折り込み機構10によって上述の形状に折り込まれたフィルム1’の幅方向両側部でフィルム1’の向き合った内面同士をその長手方向に沿って熱溶着するための天シール機構20および底シール機構30が配置されている。天シール機構20と底シール機構30とは、投入ノズル3a,3bを間において互いに対向する位置に配置されている。さらに、フィルム1’の幅方向について天シール機構20と離れた位置には、一方の投入ノズル3aと他方の投入ノズル3bとの間の領域でフィルム1’の向き合った内面同士をその長手方向に沿ってシールするためのイージーピールシール機構50が配置されている。
【0075】
天シール機構20により自立袋80の天シール部81が形成され、底シール機構30により自立袋80の底シール部83が形成され、イージーピールシール機構50により自立袋80のイージーピールシール部84が形成される。フィルム1’は、フィルム折り込み機構10を通過し、さらに天シール機構20で両縁部の内面同士が熱溶着されることで、後述するように一部位が内側に折り込まれた略扁平状の筒状フィルム1とされる。
【0076】
筒状フィルム1を挟みながら回転し、これによって筒状フィルム1を下方に送る送りローラ4は、上述した天シール機構20、底シール機構30、およびイージーピールシール機構50の下方に設けられている。
【0077】
送りローラ4の下方で、かつ投入ノズル3a,3bの下端よりも下方には、筒状フィルム1を間において対向配置され、送りローラ4の回転に同期して回転される1対のシゴキローラ5が設けられている。シゴキローラ5は、筒状フィルム1を挟み込むことによって、筒状フィルム1内に投入された増粘組成物などの充填物を分割するものであり、不図示の駆動機構によって図4に示した矢印A方向に対向移動可能に設けられている。また、シゴキローラ5は、筒状フィルム1を挟んだ状態で回転することにより、送りローラ4とともに筒状フィルム1を下方に送る。
【0078】
シゴキローラ5の下方には、筒状フィルム1の向き合った内面同士を全幅にわたって熱溶着し、自立袋80の側シール部82を形成するための側シール機構60が配置されている。
【0079】
以下に、上述したフィルム折り込み機構10、底シール機構30、天シール機構20、イージーピールシール機構50、および側シール機構60について詳しく説明する。
【0080】
(フィルム折り込み機構)
フィルム折り込み機構10は、台形板11と、台形板11の下方に設けられた2本のガイドアーム13と、各ガイドアーム13の下方に設けられた2枚の押さえ板12と、押さえ板12の間に侵入して設けられた押し込み板14と、2対の押さえローラ15とを有する。
【0081】
台形板11は、上辺の長さが下辺の長さおよびフィルム1’の幅よりも長く、かつ、2つの斜辺の角度が互いに等しい板部材であり、鉛直方向に対して斜めに配置されている。台形板11の下辺の近傍には、水平方向、かつ、互いに平行に延びた2本のガイドアーム13が設けられている。
【0082】
ガイドローラ2を経由したフィルム1’は、送りローラ4の駆動により台形板11の上面に密着しながら下方に送られ、さらに、各ガイドアーム13によって、フィルム1’の端部の広がりがフィルム1’の外側から押さえられる。これにより、フィルム1には、図5に示すように2つの稜部1aが形成され、これら稜部1aの間の領域が、自立袋の底面となる。
【0083】
ガイドアーム13の下方には、フィルム1’に形成された2つの稜部1aの間の領域をさらに内側に折り込むための、1枚の押し込み板14および2枚の押さえ板12が配置されている。押し込み板14は逆三角形状の部材であり、図5に示したフィルム1’の2つの稜部1aの間の領域をフィルム1’の外側から押し込むように、傾斜して配置される。各押さえ板12は、フィルム1’の内側において互いに間隔をあけて対向配置され、フィルム1’の内側から2つの稜部1aを支持することによって、フィルム1’が押し込み板14で押し込まれたときに各稜部1aが内側に押し込まれないように規制する。
【0084】
押し込み板14および各押さえ板12を通過したフィルム1’は、図6に示すように、開放端とは反対側の側部がW字形状に折り込まれて、2つの山部1bとその間の谷部とが形成される。また、各押さえ板12は、押し込み板14の斜辺の傾斜に合わせて互いの間隔が次第に小さくなるように傾いて配置される。
【0085】
2対の押さえローラ15は、図6に示すように折り込まれたフィルム1’の折り込まれた部分および重ね合わせられた縁部をそれぞれ挟み、フィルム1’の送りをガイドする。
【0086】
(底シール機構)
図3のB−B線断面図である図7に示すように、底シール機構30は、互いに対向して配置され不図示の駆動源によって対向移動される1対の底ヒーターバー31と、各底ヒーターバー31の間に配置された受け板32とを有する。フィルム折り込み機構10(図3参照)を通過したフィルム1’は、2つの山部1bの間に受け板32が位置するように送られる。フィルム1’の送りを停止した状態で各底ヒーターバー31を前進させ、受け板32の両面を各底ヒーターバー31で加圧することで、フィルム1’の、受け板32と底ヒーターバー31とで挟まれた部位、すなわち2つの山部1bでフィルム1’の向き合った内面同士がそれぞれ熱溶着され、底シール部83(図3参照)が形成される。フィルム1’の、底シール機構30によって熱溶着された部位は、自立袋80(図1参照)を安定して立たせるためのリブとして機能する。
【0087】
各底ヒーターバー31の加圧面は、図8に示すように斜線で示した領域が凸部31aとなっており、底ヒーターバー31がフィルム1’の山部1bを熱溶着する際は、実際には凸部31aがフィルム1’に加圧される。つまり、凸部31aの形状によって、上述のリブの形状が決定される。なお、底シール機構30は、後述するようにイージーピールシール機構50のレイアウト上の制限から、側シール部82(図1参照)が形成されるべき位置がフィルム1’の送り方向について中央となる位置に配置されているので、凸部31aの形状は図8に示す形状となっているが、この凸部31aの形状は、フィルム1’の送り方向における底シール機構30の位置に応じて変更される。
【0088】
(天シール機構)
天シール機構20は、図7に示すように、フィルム1’の対面した両縁部を間において対向配置された天ヒーターバー21と天ヒーター受けバー22とを有する。天ヒーター受けバー22の、天ヒーターバー21との対向面には、シリコーンゴムからなるマット23が貼り付けられている。天ヒーターバー21と天ヒーター受けバー22とで、フィルム1’の対面した両縁部同士を加圧および加熱することで、フィルム1’の両縁部同士が熱溶着されて、フィルム1’に天シール部81(図3参照)が形成される。
【0089】
(イージーピールシール機構)
イージーピールシール機構50は、超音波シール機であり、図9に示すように、フィルム1’を間において対向配置された共振ホーン51と受け台53とを有する。共振ホーン51は、発振器(不図示)からの高周波電流を縦振動に変換する振動子52に連結されている。共振ホーン51と受け台53とでフィルム1’を加圧し、フィルム1’に超音波振動エネルギーを伝達することで、重なり合ったフィルム1’の境界面で局所的な内部発熱を生じさせ、その部位が瞬間的に溶着され、フィルム1’にイージーピールシール部84が形成される。
【0090】
イージーピールシール機構50は、前述したように、イージーピールシール部84のシール強度が天シール部81および底シール部83のそれよりも弱くなるように、共振ホーン51の形状や溶着条件を設定する必要がある。例えば、共振ホーン51の先端をエンボス状とすると、エンボスの凸部と凹部とでシール圧が異なり、これが部分的なシール強度のムラを作ることになり、イージーピールシール部84でフィルム1’を剥離する力が加わったときに凹部から剥離が生じやすいという利点がある。なお、共振ホーン51の先端をエンボス状とする他に、共振ホーン51および受け台53の互いの対向面に、互いに直交するように方向付けられたストライプ状の凹凸を形成しても、イージーピールシール部84をエンボスパターンで溶着し、部分的なシール強度のムラを作ることができる。
【0091】
また、図3および図4に示されるように、イージーピールシール機構50は、天シール機構20および底シール機構30よりも上方に配置されているが、これは単に、イージーピールシール機構50である超音波シール機が大型であることに起因してレイアウトが制限されたためであり、実際の装置構成に即して任意の位置に配置して構わない。
【0092】
(側シール機構)
図10は、図3に示した側シール機構の正面図である。
【0093】
図10において、筒状フィルム1を間において、2つのシリンダ61,66が互いのロッドを対向させて配置されている。各シリンダ61,66は、それぞれ水平方向に対向移動する不図示のスライダに固定されている。
【0094】
一方のシリンダ61のロッドには、カッタ63を進退可能に保持したカッタ保持バー62が固定されている。また、そのシリンダ61には、後述するヒーターバー67の受けとなるヒーター受けバー64が、支持軸61aを中心に図示矢印D方向に揺動自在に設けられている。ヒーター受けバー64は、ばね(不図示)により図示反時計回りに付勢されているが、ヒーター受けバー64の先端部の位置は、後述するヒーターバー67の位置とほぼ等しい高さ以上には回動しないように規制されている。カッタ保持バー62の先端面及びヒーター受けバー64の先端面には、シリコーンゴムからなるマットが貼り付けられている。
【0095】
さらに、このシリンダ61のロッドにはカム62aが設けられ、ヒーター受けバー64には、シリンダ61のロッドを前進させたときにカム62aの下面と当接するカム受けローラ64aが設けられている。これにより、シリンダ61のロッドが前進してカム62aがカム受けローラ64aに乗り上げると、ヒーター受けバー64は上記ばねの付勢力に抗して時計回りに揺動する構成となっている。
【0096】
他方のシリンダ66のロッドには、電熱ヒーター等の加熱手段(不図示)を内蔵したヒーターバー67が固定されている。また、そのシリンダ66には、カッタ保持バー62の受けとなる冷却バー68が、支持軸66aを中心に図示矢印E方向に揺動自在に設けられている。冷却バー68は、ばね(不図示)により図示時計回りに付勢されているが、冷却バー68の先端部の位置は、カッタ保持バー62の位置とほぼ等しい高さ以上には回動しないように規制されている。冷却バー68の先端部には、カッタ保持バー62に保持されたカッタ63を前進させたときに、カッタ63が進入可能な溝が形成されている。
【0097】
さらに、このシリンダ66のロッドにはカム67aが設けられ、冷却バー68には、シリンダ66のロッドを前進させたときにカム67aの下面と当接するカム受けローラ68aが設けられている。これにより、シリンダ66のロッドが前進してカム67aがカム受けローラ68aに乗り上げると、冷却バー68は上記ばねの付勢力に抗して反時計回りに揺動する構成となっている。
【0098】
側シール機構60は、筒状フィルム1を全幅にわたって熱溶着するものであるが、底シール部83(図3参照)では4枚のフィルムが重なり合っている。従って、この底シール部83に過度の引き剥がし力が加わると、熱シールした部分が剥離してしまうおそれがある。そこで、図3に示すように、底シール部83でのシール強度をより向上させるために、底シール部83を側シール機構60により熱溶着するのに先立って熱シールする補強シール機構40を、側シール機構60と底シール機構30との間に設けてもよい。
【0099】
次に、上述した製袋充填包装機による充填包装動作について、図3、図4及び図11を参照して説明する。
【0100】
まず、図3および図4において、シゴキローラ5を開いた状態で、各投入ノズル3a,3bからそれぞれ筒状フィルム1内に充填物を投入しつつ、送りローラ4を回転させて筒状フィルム1を下方に送る。この際、筒状フィルム1には既に、底シール部83、天シール部81およびイージーピールシール部84が形成されており、それぞれイージーピールシール部84で仕切られた別々の空間内に、各投入ノズル3a,3bから充填物が投入される。投入ノズル3a,3bからそれぞれ投入される充填物は、嚥下補助飲料の原料である。例えば、一方の投入ノズル3aから増粘組成物を投入し、他方の投入ノズル3bから増粘促進組成物を投入する。
【0101】
筒状フィルム1が所定量だけ送られたら、シゴキローラ5を閉じ、シゴキローラ5により筒状フィルム1内で充填物を分割する。
【0102】
この状態で更に送りローラ4およびシゴキローラ5を回転させて筒状フィルム1を下方に送ると、図11(a)に示すように、筒状フィルム1には充填物が存在しない空充填部1dが形成される。
【0103】
空充填部1dが側シール機構60の間に位置するまで筒状フィルム1が送られたら、筒状フィルム1の送りを停止し、前述したスライダの駆動により各シリンダ61,66を接近させていく。このとき、ヒーターバー67は前進されており、ヒーターバー67とヒーター受けバー64とが対向している。各シリンダ61,66を接近させていくと、図11(b)に示すように、ヒーターバー67とヒーター受けバー64とが閉じられ、空充填部1dが加圧される。これにより空充填部1dが熱溶着される。
【0104】
空充填部1dの熱溶着が終了したら、図11(c)に示すように、ヒーターバー67を後退させると同時に、カッタ保持バー62を前進させる。これにより、冷却バー68およびヒーター受けバー64はそれぞれ時計回りに回動し、冷却バー68はカッタ保持バー62と対向する位置に移動される一方、ヒーター受けバー64は下方に退避される。その結果、今度は冷却バー68とカッタ保持バー62とで空充填部1dが加圧される。この状態で、熱溶着された部分を冷却し、さらにカッタ63を前進させて、熱溶着された部分を切断する。
【0105】
熱溶着された部分が切断されたら各シリンダ61,66を後退させ、得られた包装体を落下させる。このとき、カッタ保持バー62を後退させ、ヒーター受けバー64を元の位置に戻しておく。そして、シゴキローラ5を開き、シゴキローラ5の間から次回分の充填物を落下させる。
【0106】
上述のようにして得られた包装体は、底シール部83(図3参照)底にして図1に示すように立たせることができる自立袋80となる。また、この包装機は、フィルムを送りながら、製袋と2種類の充填物の充填とを同時に行っているので、自立袋80を連続的かつ効率的に生産することができる。
【0107】
一方、側シール機構60は、筒状フィルム1の送りを停止した状態で、熱溶着と、熱溶着された部分の冷却および切断とをそれぞれ別の手段で行っている。したがって、筒状フィルム1は、加熱後直ちに冷却されるので、フィルム1の加熱、冷却、切断の各工程を効率的に行うことができ、熱溶着から切断までの動作の高速化が達成されるとともに、シール強度が向上し、さらに、シール幅を小さくすることができる。
【0108】
なお、筒状フィルム1を幅方向に熱溶着するシール機構として、加熱と冷却とを別々の手段で行うものを例に挙げて説明したが、それに限らず、一般的な縦型の製袋充填包装機においてフィルムを幅方向に熱溶着するのに用いられる種々のシール機構を利用することができる。
【0109】
その代表的な例を図12に示す。図12に示す側シール機構70は、筒状フィルム1を間において対向配置されたヒーターバー71とヒーター受けバー72とを有する。ヒーターバー71とヒーター受けバー72とは不図示の駆動源により対向移動され、ヒーターバー71とヒーター受けバー72とで筒状フィルム1を加圧し加熱することで、筒状フィルム1がその幅方向に全幅にわたって熱溶着される。ヒーター受けバー72の、ヒーターバー71との対向面には、シリコーンゴムからなるマット74が貼り付けられている。
【0110】
また、ヒーター受けバー72には、ヒーターバー71とヒーター受けバー72とで熱溶着された筒状フィルム1の部分を筒状フィルム1の幅方向に沿って切断するためのカッタ73が、ヒーターバー71に対して進退可能に設けられている。カッタ73は、通常はヒーター受けバー72内に引き込まれているが、筒状フィルム1を切断する際に前進し、ヒーター受けバー72のヒーターバー71との対向面から突出する。ヒーターバー71のヒーター受けバー72との対向面には、カッタ73が前進したときにカッタ73を受け入れる凹部が形成されている。
【0111】
なお、側シール機構70を、ヒーターバー71とヒーター受けバー72だけの構成とし、フィルムを切断する機構はこれらとは別に設けてもよい。
【0112】
イージーピールシール機構50についても、超音波シール機を示したが、フィルムを所望のシール強度で溶着できるものであれば、これに限らず種々のものを利用することができる。その例としては、天シール機構20などと同様にヒーターからの熱をフィルムに伝えることでフィルムを加熱し、溶着するヒートシール機や、高周波シール機などが挙げられる。本発明に用いられるイージーピールシール機構は、通常の取り扱いではフィルムが剥離せず、かつ、必要なときには容易に剥離させることのできる程度のシール強度での溶着を安定して行えることが重要である。シール強度の制御を容易に行えるという点では、超音波シール機や高周波シール機が好ましく用いられる。また、構造が簡単であるという点では、ヒートシール機が好ましい。図24に、超音波シール機に代えてヒートシール機でイージーピールシール機構50’を構成した製袋充填包装機の正面図を示す。図24に示すように、イージーピールシール機構50’をヒートシール機で構成した場合、イージーピールシール機構50’は、フィルムを間において対向配置されるヒーターバー51’とヒーター受けバー52’とを有する。イージーピールシール機構50’をヒートシール機で構成した場合は、イージーピールシール機構50’の小型化が可能であるので、そのレイアウト上の制限も少なくなる。その結果、イージーピールシール機構50’を、フィルムの送り方向について天シール機構20等と同じ位置に配置することもでき、包装機全体の高さを抑えることができる。
【0113】
なお、ナイロン等のポリアミド系樹脂よりなる最外層を有する多層フィルムを用いる場合、ナイロン層同士は溶着しないので、底シール機構30において、受け板32は不要である。
【0114】
一方、図13に示す様に、自立袋90の天シール部91に口栓アセンブリ98を設けることにより、混合攪拌後に得られた嚥下補助剤を、口栓アセンブリ98を通して注出する、又は直接飲用することができる。口栓アセンブリ98は、天シール部91に溶着されて自立袋90の内部と外部とを連通させる口栓本体98aと、口栓本体98aに着脱可能に取り付けられたキャップ98bとを有する。
【0115】
この様な口栓付きの自立袋90を製造するのに好適な製袋充填包装機の一例を、図14および図15に示す。
【0116】
フィルム折り込み機構110と天シール機構120との間には、自立袋90の天シール部91となる部位に口栓アセンブリ98を供給する口栓供給機構170、および供給された口栓アセンブリ98を熱溶着する口栓溶着機構180が配置されている。なお、口栓供給機構170は図15では省略している。天シール機構120の下方には、口栓アセンブリ98が熱溶着された筒状フィルム101の部分を冷却するための口栓冷却機構190が配置されている。また、シゴキローラ105は、筒状フィルム101に口栓アセンブリ98が熱溶着された後に筒状フィルム101を加圧するので、口栓アセンブリ98が通過しない位置で筒状フィルム101を加圧するように長さが短くなっている。
【0117】
その他の構成については図3および図4に示した製袋充填包装機と同様の構成であるのでそれらの説明は省略し、以下に、口栓供給機構170、口栓溶着機構180、天シール機構120、および口栓冷却機構190について説明する。
【0118】
(口栓供給機構)
図16は、図14に示す口栓供給機構170の、一部を破断した拡大図である。口栓供給機構170は、多数の口栓アセンブリ98を保持する口栓ホルダ173と、口栓ホルダ173に保持された口栓アセンブリ98を、口栓溶着機構180(図14参照)の位置へ移送する口栓移送ユニット175とを有する。
【0119】
口栓ホルダ173は、ブラケット172によって水平方向に対して傾斜してベース171に固定されており、キャップ98bを下に向けた状態で口栓アセンブリ98を一列に並べて保持する。口栓ホルダ173には、口栓アセンブリ98のこの姿勢を保つために口栓本体98aのフランジ部をガイドするガイド溝173aが設けられている。また、口栓ホルダ173の下端には、口栓アセンブリ98を下側から支持する支持部材174が設けられている。
【0120】
口栓移送ユニット175は、シャフト176を中心に揺動自在にベース171に設けられている。口栓移送ユニット175の先端部には、口栓アセンブリ98のキャップ98bを把持するフィンガ177が設けられている。フィンガ177の構造としては、物品を把持する一般的な構造を適用可能であるが、それ自身の弾性変形を利用して把持するものが最も簡単である。
【0121】
不図示の駆動手段によって口栓移送ユニット175を口栓ホルダ173の位置まで図示時計回りに回転させると、口栓ホルダ173に保持された最下位置の口栓アセンブリ98がフィンガ177によって把持される。その後、口栓移送ユニット175を反時計回りに回転させることで、フィンガ177に把持された口栓アセンブリ98は口栓ホルダ173から引き出され、口栓移送ユニット175の回転とともに、一点鎖線で示した軌跡を通って、口栓溶着機構180(図14参照)の位置へ移送される。一方、口栓ホルダ173の下端から口栓アセンブリ98が引き出されると、残りの口栓ホルダ173はガイド溝173aに沿って滑り落ち、最下位置のものが支持部材174上に支持される。次回の動作では、この最下位置の口栓アセンブリ98が引き出される。
【0122】
(口栓溶着機構)
口栓溶着機構180は、図14に示すように、フィルム折り込み機構110によって折り込まれたフィルム101’の開放端側に位置しており、図15に示すように、フィルム101’を間において対向配置され、それぞれ水平方向に対向移動される2つの溶着用ヒーター181を有する。各溶着用ヒーター181は、それぞれ電熱ヒーター等の加熱手段を内蔵している。口栓アセンブリ98は、図13及び図16にも示されるように、口栓本体98aのキャップ98bが取り付けられた側と反対側の端部がフランジ部となっており、各溶着用ヒーター181の対向面には、溶着用ヒーター181を閉じたときにこのフランジ部を受け入れる凹部が、フランジ部の外形に合致した形状で形成されている。
【0123】
前述した口栓供給機構170により口栓アセンブリ98が供給された後、各溶着用ヒーター181を閉じることにより、口栓アセンブリ98のフランジ部とフィルム101’とが加圧されつつ加熱され、口栓アセンブリ98は、フィルム101’に挟まれた状態で、フィルム101’の開放端部に熱溶着される。
【0124】
(天シール機構)
天シール機構120は口栓溶着機構180の下方に位置しており、図7に示した天シール機構20と同様に、天ヒーターバーと天ヒーター受けバーとを有する。ただし、天ヒーターバーおよび天ヒーター受けバーの互いの対向面には、口栓溶着機構180の溶着用ヒーター181と同様に、天ヒーターバーと天ヒーター受けバーとを閉じたときに口栓アセンブリ98のフランジ部を受容する凹部が形成されている。これにより、口栓アセンブリ98が溶着されたフィルム101’が良好に熱溶着される。
【0125】
(口栓冷却機構)
図15に示すように、口栓冷却機構190は、天シール機構120による熱溶着が行われた後の筒状フィルム101を間において対向配置され、それぞれ水平方向に対向移動される2つの加圧部材191を有する。各加圧部材191は、熱伝導率の高い金属で構成されており、各加圧部材191の対向面には、口栓溶着機構180の溶着用ヒーター181と同様に、加圧部材191を閉じたときに口栓アセンブリ98のフランジ部を受容する凹部が形成されている。このような加圧部材191で、筒状フィルム101の口栓アセンブリ98が溶着された部分を挟むことで、口栓溶着機構180および天シール機構120によって与えられた熱が加圧部材191に伝わり、結果的に、口栓アセンブリ98が溶着された部分が冷却される。
【0126】
口栓アセンブリ98が溶着された部分は溶着後の温度が低下しにくいため、自然冷却を待って次工程を行うのは、生産効率の観点からは好ましくない。従って、口栓アセンブリ98が溶着された部分を口栓冷却機構190によって強制的に冷却することで、口栓付きの自立袋90の生産効率を向上することができる。
【0127】
この製袋充填包装機の動作は、上述した口栓アセンブリ98の取り扱いに関する部分を除いて、図3および図4に示した製袋充填包装機の動作と同様であるので、ここではその説明は省略する。
【0128】
以上では、フィルムが天シール部に沿って直線状に形成されたイージーピールシール部を示したが、その形状は任意である。例えば、図17に示すように、波形に形成されたイージーピールシール部204を有する自立袋200とすることで、イージーピールシール部204での剥離性が向上する。
【0129】
また、これまで説明してきた自立袋以外に、4方シールタイプの包装袋、3方シールタイプの包装袋、およびピロータイプの包装袋は、自立袋製造用の製袋充填包装機の構成を一部変更するだけで簡単に製造することができる。
【0130】
例えば、図3および図4に示した製袋充填包装機において、フィルム折り込み機構10を、単にフィルム1’をその幅方向中央で半分に折り合わせる機構とするとともに、底シール機構30の代わりに天シール機構20と同様の構成を有するシール機構を設置することで、4方シールタイプの包装袋を製造することができる。
【0131】
すなわち、図18に示すように、フィルム折り込み機構310の下方に、第1の縦シール機構320および第2の縦シール機構330が、2本の投入ノズル303a,303bを間において互いに対向する位置に配置されている。また、フィルム折り込み機構310は、台形板311と、2本のガイドアーム313と、押し出し板312と、2対の押さえローラ315とを有する。台形板311、ガイドアーム313、および押さえローラ315は、図3に示したものと同様であるので、ここではその説明は省略する。押し出し板312は、台形板311の下辺の下方に設けられた板部材であり、台形板311を通過したフィルム101’の幅方向中央をフィルム101’の内側から押し出し、フィルム101’の幅方向中央に折り目を形成する。
【0132】
第1の縦シール機構320は、フィルム折り込み機構310を通過したフィルム101’の対面した両縁部が通過する位置に配置され、フィルム101’の重ね合わせられた両縁部で、フィルムの内面同士をフィルム101’の長手方向に沿って熱溶着する。第2の縦シール機構330は、押し出し板312によって形成されたフィルム101’の折り目が通過する位置に配置され、フィルム101’に形成された折り目の部分で、折り目に沿ってフィルムの内面同士を熱溶着する。第1の縦シール機構320および第2の縦シール機構330は、図3に示した天シール機構20と同様に構成されかつ動作されるので、ここではその詳細な説明は省略する。また、イージーピールシール機構350の構成や、第1の縦シール機構320および第2の縦シール機構330よりも下方の構成も、図3に示した包装機と同様であるので、ここではそれらの詳細な説明は省略する。
【0133】
図18に示す包装機によって包装袋を製造することで、図19に示すような4方シールタイプの包装袋380を製造することができる。この包装袋380は、周縁の全周が熱溶着されたものであり、図18に示した包装機のイージーピールシール機構350によって形成されたイージーピールシール部384と、第1の縦シール機構320によって形成された第1の縦シール部381と、第2の縦シール機構320によって形成された第2の縦シール部383と、側シール機構によって形成された横シール部382とを有する。
【0134】
また、図18に示す包装機の構成から第2の縦シール機構330を除いた構成とすることで、図20に示す3方シールタイプの包装袋390を製造することができる。この包装袋390は、イージーピールシール機構350によって形成されたイージーピールシール部394と、第1の縦シール機構320によって形成された縦シール部391と、側シール機構によって形成された横シール部392とを有する。
【0135】
また、3方シールタイプの包装袋を製造する包装機において、フィルム折り込み機構を、フィルムを円筒状にフォーミングする機構とするとともに、縦シール部を形成するシール機構と横シール部を形成するシール機構との位置関係を変更することで、ピロータイプの包装袋を製造することができる。
【0136】
以下に、ピロータイプの包装袋を製造する包装機について、その正面図である図21および側面図である図22を参照して説明する。
【0137】
図21および図22に示すように、この包装機は、長尺のフィルム1’を、その同一面が対面するように両縁部を重ね合わせて筒状にフォーミングする製袋ガイド410を有する。製袋ガイド410の下方にはメインパイプ406が配置され、製袋ガイド410によって筒状にフォーミングされたフィルム1’は、メインパイプ406の外周を包囲した状態で、送りローラ404によって下方に送られる。メインパイプ406の内側には、2本の投入ノズル403a,403bがメインパイプ406を貫通して設けられている。
【0138】
製袋ガイド410の下方には、製袋ガイド410によって筒状にフォーミングされたフィルム1’の重ね合わせられた両縁部同士をフィルム1’の長手方向に沿って熱溶着する縦シール機構420が配置されている。縦シール機構420は、一般的な縦型製袋充填包装機に用いられている従来の縦シール機構と同様のものであり、図3及び図4に示した天シール機構20と同様に構成されているので、その説明は省略する。フィルム1’は、縦シール機構420で熱溶着されることにより、筒状フィルム1となる。
【0139】
縦シール機構420の下方において、メインパイプ406の下端部には、2本の案内針407が設けられている。案内針407は、筒状フィルム1をその内側から広げるための棒状の部材である。筒状フィルム1が案内針407を通過することにより、筒状フィルム1は内側から広げられ、特にその両側部は略扁平状となる。筒状フィルム1が内側から広げられた状態においては、縦シール機構420によって形成されたシール部は、筒状フィルム1の幅方向の略中央部に位置する。
【0140】
案内針407の下方には、筒状フィルム1の略扁平状となった両側部をそれぞれ挟み込み、筒状フィルム1の送りをガイドするための、2対の押さえローラ415が設けられている。押さえローラ415の下方には、上から順に、イージーピールシール機構450、送りローラ404、シゴキローラ405、および横シール機構460が配置されている。これらは、前述した包装機におけるイージーピールシール機構、送りローラ、シゴキローラおよび側シール機構と同様のものであり、かつ同様に動作されるので、その説明は省略する。
【0141】
図21および図22に示す包装機には更に、製造される包装袋における充填物の定量性を向上させるために、充填物が投入された筒状フィルム1の膨らみを規制する1対の成形板408が設けられている。成形板408は、シゴキローラ405と横シール機構460との間に、筒状フィルム1を間において対向配置されている。成形板408は、不図示の駆動機構により対向移動可能に設けられており、成形板408によって筒状フィルム1をその外側から保持し、筒状フィルム1の膨らみを規制した状態でシゴキローラ405を閉じることで、シゴキローラ405により分割される充填物の定量性が向上する。なお、成形板408は、ピロータイプの包装袋を製造するのに必須の要素ではなく、必要に応じて設ければよい。
【0142】
以上説明したように、縦シール機構420によって形成されたシール部が幅方向略中央部に位置するように筒状フィルム1を内側から広げ、その筒状フィルム1に対して、図3,4に示した包装機と同様に、イージーピールシール機構450および横シール機構460で熱溶着を行うことにより、図23に示すようなピロータイプの包装袋480が製造される。
【0143】
図23に示すピロータイプの包装袋480は、イージーピールシール機構450によって形成されたイージーピールシール部484と、縦シール機構420によって形成された縦シール部481と、横シール機構460によって形成された横シール部482とを有する。ピロータイプの包装袋480も一種の3方シールタイプの包装袋であるが、図20に示した包装袋390との違いは、図20に示した包装袋390では縦シール部391が包装袋390の縁部に位置するのに対して、図23に示した包装袋480では縦シール部481が包装袋480の幅方向略中央部に位置している点である。
【0144】
以上、4方シールタイプの包装袋を製造するための製袋充填包装機、3方シールタイプの包装袋を製造するための製袋充填包装機、およびピロータイプの包装袋を製造するための製袋充填包装機について説明した。これらについても、図14および図15に示した、包装袋に口栓を付加するための各機構を追加するとともに、それに応じた必要な設計変更を施すことで、口栓付きの包装袋を製造することができる。
【0145】
なお、上述した各形態では、内部を2つの収容室に分離した包装袋について説明したが、収納室の数は混合される原料の数に応じて3つ以上とすることもできるし、各収容室の容積比も原料の混合比に応じて任意に変えることができる。また、製袋充填包装機についても、製造される包装袋の収容室の数およびそれらの容積比に応じて、イージーピールシール機構の数および位置を変えることができる。
【0146】
【実施例】
以下、実施例および比較例により本発明を具体的に説明するが、本発明は以下の実施例に制限されるものではない。なお、特に明記しない限り、試薬等は市販の高純度品を使用した。
【0147】
(実施例1)嚥下補助飲料用包装袋1
70℃の精製水800mLに、雪印食品社製ペクチン(商品名:LM SN325)8.0g、大日本製薬社製グアーガム(商品名:グアパックPF20)1.0g、日研化学社製エリスリトール50.0gを混合し、攪拌しながら90℃まで昇温して10分間保持した。その後、ペクチンが溶解したことを確認して加熱を終了した。そして75℃まで冷却後、三栄源FFI社製スクラロース(商品名:サンスイートSU−200)0.3g、青森県リンゴ加工組合製リンゴ透明濃縮果汁50.0g、ユングブンツロイヤー社製クエン酸2.0g、小川香料社製リンゴフレバー(商品名:AKK183)2.0gを、この順に投入し、精製水を加えて全量を1kgとした。得られた増粘組成物の25℃における粘度は、58.8mPa・sであった。
【0148】
一方、ナイロン、アルミ蒸着ポリエチレンテレフタレート及びポリエチレンの3層積層体フィルムよりなる4方シールタイプの自立袋を作製し、上記の増粘組成物130gを充填後、自立袋の中間部分を超音波シール法により溶着して、イージーピール性を有する仕切シール部を形成した。なお、仕切シール部のシール強度は、6.9N/15mmであった。
【0149】
更に、精製水9.5gに乳酸カルシウム0.5gを溶解して増粘促進組成物10gを調製し、仕切シール部の上部に充填した。その後、天シール部を形成して、嚥下補助飲料用包装袋を作製した。なお、天シール部、底シール部および側シール部のシール強度は、85.3N/15mm以上であった。
【0150】
得られた嚥下補助飲料用包装袋を80℃の温水中に20分浸漬し、滅菌処理を行った。
【0151】
1週間後に嚥下補助飲料用包装袋の内容物を目視で観察したが、カビ、析出物、離水、相分離などの発生は確認されず、保存性は良好であった。この嚥下補助飲料用包装袋を強く握ることにより、イージーピール性の仕切シール部を容易に剥離でき、これを揉むことで、増粘組成物および増粘促進組成物を良好に混合することができ、嚥下補助飲料を調製することができた。この際、天シール部、底シール部および側シール部の剥離は確認されなかった。
【0152】
得られた嚥下補助飲料には、析出物、離水、相分離などは確認されず、調製直後の新鮮で品位良好な状態であり、所望の嚥下性を有していた。なお、嚥下補助飲料の堅さは、7400N/cm2であった。
【0153】
また、2号カプセル剤を口に含み、得られた嚥下補助飲料を飲料して嚥下したところ、嚥下性良好に2号カプセル剤を摂取することができた。
【0154】
(実施例2)嚥下補助飲料用包装袋2
図3及び図4に示す製袋充填包装機を用いて、嚥下補助飲料用包装袋1を作製する際に用いたフィルムを、2組の送りローラによって上方から下方へ送りながら、増粘組成物および増粘促進組成物を、それぞれ2本の投入ノズルより供給し、図1に示したような自立袋の嚥下補助飲料用包装袋2を連続的に生産性良好に製造した。
【0155】
用いた増粘組成物および増粘促進組成物は、嚥下補助飲料用包装袋1の作製で用いたものと同じであり、増粘組成物の充填は液面検知方式によってレベル制御し、シール部の形成のタイミングを調整して、増粘組成物の充填量を精度良く130gとした。また、増粘促進組成物の充填量は、プランジャー式の定量ポンプを用いて精度良く10gとした。
【0156】
得られた嚥下補助飲料用包装袋2を用いて、嚥下補助飲料用包装袋1の場合と同様に嚥下補助飲料を調製したところ、良好な嚥下性を確認できた。
【0157】
【発明の効果】
嚥下補助飲料の構成原料が充填されている嚥下補助飲料用包装袋として、1以上の仕切シール部により隔てられた複数の収容室を具備する包装袋を使用し、複数の収容室の少なくとも1つに増粘組成物を充填し、仕切シール部を剥離することにより増粘組成物を他の収容室の充填物と混合し、嚥下補助飲料を調製することによって、嚥下性に優れる嚥下補助飲料を飲用直前に容易に制御性良く調製できる。
【図面の簡単な説明】
【図1】本発明による包装袋の一例である自立袋の斜視図である。
【図2】図1に示す自立袋をその幅方向中央部で高さ方向に沿って切断した断面図である。
【図3】図1に示す自立袋を製造するのに好適に用いられる製袋充填包装機の一例の側面図である。
【図4】図3に示す製袋充填包装機の正面図である。
【図5】図3に示すフィルム折り込み機構の台形板を通過したフィルムの横断面図である。
【図6】図3に示すフィルム折り込み機構を通過したフィルムの横断面図である。
【図7】図3のB−B線断面図である。
【図8】図7に示す底ヒーターバーの加圧面の図である。
【図9】図3に示すイージーピールシール機構の平面図(a)および正面図(b)である。
【図10】図3に示す側シール機構の正面図である。
【図11】図3に示す製袋充填包装機による充填包装動作を説明する図である。
【図12】図3に示す側シール機構の変形例の正面図である。
【図13】本発明を適用した、口栓付きの自立袋の斜視図である。
【図14】図13に示す自立袋を製造するのに適した製袋充填包装機の一例の側面図である。
【図15】図14に示す製袋充填包装機の正面図である。
【図16】図14に示す口栓供給機構の一部を破断した拡大図である。
【図17】本発明による自立袋の、イージーピールシール部の形状を変更した例の斜視図である。
【図18】本発明を適用した、4方シールタイプの包装袋製造用の製袋充填包装機の一例の、主要部の側面図である。
【図19】図18に示す製袋充填包装機によって製造される4方シールタイプの包装袋の斜視図である。
【図20】図18に示す製袋充填包装機から第2の縦シール機構を除いた構成の包装機によって製造される3方シールタイプの包装袋の斜視図である。
【図21】本発明を適用した、ピロータイプの包装袋製造用の製袋充填包装機の一例の側面図である。
【図22】図21に示す製袋充填包装機の正面図である。
【図23】図21に示す製袋充填包装機によって製造されるピロータイプの包装袋の斜視図である。
【図24】図4に示す製袋充填包装機においてイージーピールシール機構をヒートシール機で構成した場合の正面図である。
【符号の説明】
1,101 筒状フィルム
1’,101’ フィルム
1b 山部
2 ガイドローラ
3a,3b,303a,303b,403a,403b 投入ノズル
4,404 送りローラ
5,105,405 シゴキローラ
10,110,310 フィルム折り込み機構
20,120 天シール機構
30 底シール機構
40 補強シール機構
50,50’,350,450 イージーピールシール機構
51 共振ホーン
51’,67,71 ヒーターバー
52 振動子
52’,64,72 ヒーター受けバー
53 受け台
60,70 側シール機構
62 カッタ保持バー
63,73 カッタ
68 冷却バー
80,90,200 自立袋
81,91 天シール部
82 側シール部
83 底シール部
84,94,204,384,394 イージーピールシール部
85 第1収容室
86 第2収容室
98 口栓アセンブリ
98a 口栓本体
98b キャップ
170 口栓供給機構
180 口栓溶着機構
181 溶着用ヒーター
190 口栓冷却機構
320 第1の縦シール機構
330 第2の縦シール機構
406 メインパイプ
407 案内針
410 製袋ガイド
420 縦シール機構
460 横シール機構
Claims (17)
- 1以上の仕切シール部により隔てられた複数の収容室を具備し、該複数の収容室の少なくとも1つに増粘組成物が充填された包装袋の製造方法であって、
長尺のフィルムを、その同じ面が対面するように両縁部を向き合わせて筒状にフォーミングする工程と、
該筒状にフォーミングされたフィルムの両縁部同士を該フィルムの長手方向に沿って溶着することによって、縦シール部を形成する工程と、
該筒状にフォーミングされたフィルムの該両縁部と間隔をあけた位置で、フィルムの長手方向に沿って該フィルムの向き合った内面同士を溶着することによって、該フィルムに、イージーピール性を持つ少なくとも1つの該仕切シール部を形成する工程と、
該縦シール部および該仕切シール部が形成されたフィルムの内側の、該仕切シール部によって仕切られた複数の領域に、増粘組成物と、その他の充填物とを、それぞれ投入する工程と、
投入終了後、該フィルムの向き合った内面同士をその幅方向に溶着して、該複数の領域を密封する工程と
を有することを特徴とする嚥下補助飲料用包装袋の製造方法。 - 前記仕切シール部を形成する工程において、前記フィルムの溶着は、超音波シール法および加熱シール法の少なくとも何れか一方の方法により行うことを特徴とする請求項1に記載の嚥下補助飲料用包装袋の製造方法。
- フィルムからなる包装袋の周縁部の少なくとも一部を溶着によるシール部とし、該包装袋中に1以上の仕切シール部により隔てられた複数の収容室を具備し、該複数の収容室の少なくとも1つに増粘組成物が充填されており、該仕切シール部を剥離することにより該増粘組成物は他の収容室の充填物と混合され嚥下補助飲料を形成する嚥下補助飲料用包装袋であって、
請求項1または2に記載の製造方法により製造されたものであることを特徴とする嚥下補助飲料用包装袋。 - 前記増粘組成物は、0.01質量%以上20質量%以下の増粘剤を含有することを特徴とする請求項3に記載の嚥下補助飲料用包装袋。
- 前記増粘組成物は、ポリガラクツロン酸類、アルギン酸類、海藻由来多糖類、発酵生産物多糖類、種子由来多糖類および樹脂樹液由来多糖類よりなる群から選ばれる1種以上の化合物を含むことを特徴とする請求項4に記載の嚥下補助飲料用包装袋。
- 前記増粘組成物は、増粘主剤および増粘補助剤を含有していることを特徴とする請求項4又は5に記載の嚥下補助飲料用包装袋。
- 前記増粘組成物の25℃での粘度は、1mPa・s以上200mPa・s以下であることを特徴とする請求項3乃至6の何れか1項に記載の嚥下補助飲料用包装袋。
- 前記他の収容室の少なくとも1つに、増粘促進組成物が充填されていることを特徴とする請求項3乃至7の何れか1項に記載の嚥下補助飲料用包装袋。
- 前記増粘促進組成物は、0.01質量%以上30質量%以下の増粘促進剤を含有することを特徴とする請求項8に記載の嚥下補助飲料用包装袋。
- 前記増粘促進剤は、カルシウム塩類およびマグネシウム塩類の少なくとも何れか一方であることを特徴とする請求項9に記載の嚥下補助飲料用包装袋。
- 前記増粘組成物は、前記増粘促進組成物の2質量倍以上100質量倍以下であることを特徴とする請求項8乃至10の何れか1項に記載の嚥下補助飲料用包装袋。
- 前記嚥下補助飲料の堅さは、500000N/m2以下であることを特徴とする請求項1乃至9何れかに記載の嚥下補助飲料用包装袋。
- 前記収容室として、第1収容室、第2収容室及び第3収容室を有し、第1収容室に充填される前記増粘促進組成物と、第2収容室に充填される前記増粘組成物と、第3収容室の充填物との少なくとも何れか1つが、薬剤を含有していることを特徴とする請求項3乃至12の何れか1項に記載の嚥下補助飲料用包装袋。
- 前記包装袋に、前記周縁部におけるシール部および前記仕切シール部を剥離する力が付与された際、該周縁部のシール部の剥離に優先して該仕切シール部が剥離することを特徴とする請求項3乃至13の何れか1項に記載の嚥下補助飲料用包装袋。
- 前記フィルムは、主にポリアミド系樹脂よりなる第1層と、アルミ蒸着されたポリエチレンテレフタレート系樹脂またはアルミ箔よりなる第2層と、主にポリエチレン系樹脂よりなる第3層とが積層された多層構造体であることを特徴とする請求項3乃至14の何れか1項に記載の嚥下補助飲料用包装袋。
- 前記仕切シール部のシール強度は4.9N/15mm以上11.8N/15mm以下であることを特徴とする請求項3乃至15の何れか1項に記載の嚥下補助飲料用包装袋。
- 前記包装袋は自立袋またはピロータイプであることを特徴とする請求項3乃至16の何れか1項に記載の嚥下補助飲料用包装袋。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001269439A JP4815076B2 (ja) | 2001-09-05 | 2001-09-05 | 嚥下補助飲料用包装袋、嚥下補助飲料用包装袋の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001269439A JP4815076B2 (ja) | 2001-09-05 | 2001-09-05 | 嚥下補助飲料用包装袋、嚥下補助飲料用包装袋の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003081356A JP2003081356A (ja) | 2003-03-19 |
| JP4815076B2 true JP4815076B2 (ja) | 2011-11-16 |
Family
ID=19095254
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001269439A Expired - Lifetime JP4815076B2 (ja) | 2001-09-05 | 2001-09-05 | 嚥下補助飲料用包装袋、嚥下補助飲料用包装袋の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4815076B2 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0307440D0 (en) * | 2003-03-31 | 2003-05-07 | Novartis Ag | Organic compounds |
| JP2006028028A (ja) * | 2004-07-12 | 2006-02-02 | Teikoku Medix Kk | 経口医薬組成物 |
| JP4664122B2 (ja) * | 2005-06-07 | 2011-04-06 | オリヒロエンジニアリング株式会社 | 2つの収容室を有する2液袋包装袋を製造する製造方法および縦型充填包装機 |
| EP1982697A1 (en) * | 2005-10-03 | 2008-10-22 | Taisho Pharmaceutical Co., Ltd | Emulsion lotion |
| US9004761B2 (en) | 2006-05-01 | 2015-04-14 | Baxter International Inc. | Multiple chamber container with mistake proof administration system |
| JP5229525B2 (ja) * | 2007-03-29 | 2013-07-03 | 古河電気工業株式会社 | 燃料電池用燃料ソフトカートリッジ、それを用いた燃料電池用燃料カートリッジ、ゲル化燃料の再液化方法、及び再液化燃料の取出し方法、並びにそれらに用いられる燃料電池燃料収納用ソフトケース |
| JP2011031895A (ja) * | 2009-07-30 | 2011-02-17 | Dainippon Printing Co Ltd | 注出口付きガゼットパウチ容器 |
| ITMI20130977A1 (it) * | 2013-06-13 | 2014-12-14 | Goglio Spa | Confezione in materiale flessibile per prodotti alimentari da consumare dopo riscaldamento in forno |
| JP6186202B2 (ja) * | 2013-08-08 | 2017-08-23 | ユニコロイド株式会社 | 液体に微粒子状グルコマンナン・ゲルが分散してなる組成物の製造方法 |
| SG11201702647WA (en) * | 2014-10-20 | 2017-05-30 | Daiwa Can Co Ltd | Container-filled beverage for person with swallowing difficulty |
| JP2018027901A (ja) * | 2016-08-16 | 2018-02-22 | 株式会社モリモト医薬 | ゼリー製品 |
| JP7275529B2 (ja) * | 2018-10-26 | 2023-05-18 | 大日本印刷株式会社 | 包装袋 |
| CN114132616A (zh) * | 2022-01-18 | 2022-03-04 | 惠州市道科包装材料有限公司 | 一种便捷式微波炉加热袋 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10234820A (ja) * | 1996-12-25 | 1998-09-08 | Takeda Chem Ind Ltd | 濃厚流動物質を併用する粉粒状剤及びこれらの複室型容器 |
| JP3428537B2 (ja) * | 1999-11-18 | 2003-07-22 | キユーピー株式会社 | 嚥下補助食品 |
| JP3608608B2 (ja) * | 2000-02-28 | 2005-01-12 | 日本精機株式会社 | 充填包装機におけるフィルム折返し案内装置 |
-
2001
- 2001-09-05 JP JP2001269439A patent/JP4815076B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003081356A (ja) | 2003-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4815076B2 (ja) | 嚥下補助飲料用包装袋、嚥下補助飲料用包装袋の製造方法 | |
| CN1074908C (zh) | 酸性食品的中和方法 | |
| AU733163B2 (en) | Apparatus and method for forming cereal food products | |
| KR20080106957A (ko) | 일체형 필터를 구비한 음용 빨대 | |
| CN104379176B (zh) | 半固态化营养剂 | |
| TW200847937A (en) | Packaged concentrate for preparing a bouillon, soup, sauce, gravy or for use as a seasoning, the concentrate comprising modified starch | |
| US6187334B1 (en) | Foods for preventing vomiting | |
| TW200911129A (en) | Caffeine delivery systems | |
| JP2007068519A (ja) | ゼリー飲料 | |
| CN110944659A (zh) | 高卡路里营养组合物和包装体 | |
| US20040197441A1 (en) | Sweet microwave popcorn and method of preparation | |
| JP4408400B2 (ja) | アルコール含有食品 | |
| JP4513157B2 (ja) | ソフトバック入り濃厚流動食 | |
| JP4128622B2 (ja) | 矯味矯臭ビヒクルを医薬に配合することで調製される医薬組成物 | |
| JP2022509808A (ja) | 可撓性容器の製造 | |
| JP4460491B2 (ja) | 吸い口付き密封容器入りゼリー状食品及びその製法 | |
| JP2004097114A (ja) | ゼリー乾燥物 | |
| JPS58194810A (ja) | コ−テイング軟ミニカプセル | |
| CN104394844B (zh) | 胃瘘用半固态化营养剂 | |
| WO2002026264A1 (en) | Oral delivery method and composition for solid medications or dietary supplements in the form of solid particles | |
| KR20140005972A (ko) | 분기쇄 아미노산 함유 젤리 | |
| JP7220687B2 (ja) | イヌリン含有液体食品及びその製造方法 | |
| WO2011114002A1 (en) | Novel device | |
| US20220330570A1 (en) | Method and system for manufacturing chill pops | |
| JPWO2011027795A1 (ja) | 経口投与用製剤 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080826 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20080826 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110223 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110425 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110518 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110719 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110817 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110829 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4815076 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140902 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |