JP4809648B2 - 電子装置の製造方法 - Google Patents
電子装置の製造方法 Download PDFInfo
- Publication number
- JP4809648B2 JP4809648B2 JP2005254680A JP2005254680A JP4809648B2 JP 4809648 B2 JP4809648 B2 JP 4809648B2 JP 2005254680 A JP2005254680 A JP 2005254680A JP 2005254680 A JP2005254680 A JP 2005254680A JP 4809648 B2 JP4809648 B2 JP 4809648B2
- Authority
- JP
- Japan
- Prior art keywords
- inlet
- tape
- jig
- label
- mount
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





























Description
(a)絶縁フィルムの主面に形成された導電性膜からなるアンテナと、前記アンテナの一部に形成され、一端が前記アンテナの外縁に延在するスリットと、複数のバンプ電極を介して前記アンテナに電気的に接続された半導体チップと、前記半導体チップを封止する樹脂とを備えた複数のインレットを用意する工程、
(b)連続テープ状の台紙と、前記台紙上に第1の間隔を隔てて連続して貼付され、前記台紙と対向している粘着面および前記粘着面とは反対側のラベル面を有する複数のラベルシールとを含む第1のテープを用意する工程、
(c)前記第1のテープを供給するテープ供給手段、第1の曲率半径の面取り部を有する剥離治具、インレット貼付台、前記ラベルシールの前記粘着面より弱い第1の粘着力を有し、前記第1の粘着力で個片化した前記インレットを保持し、保持した前記インレットを前記インレット貼付台上の定位置へ移すことのできるインレット貼付治具、および前記テープ供給手段から供給された前記第1のテープを収容するテープ収容手段を含む第1のユニットを用意し、前記テープ供給手段に前記第1のテープを取り付ける工程、
(d)前記台紙が前記剥離治具の前記面取り部と接し、前記剥離治具の前記面取り部を頂点として第1の角度を形成するように前記第1のテープを搬送し、前記剥離治具の前記面取り部にて前記複数のラベルシールのうちの1枚の一部を前記台紙から剥離して前記ラベル面を前記インレット貼付台と対向させつつ前記インレット貼付台上の第1の位置まで進め、前記第1のテープの搬送を停止する工程、
(e)1つの前記インレットを前記インレット貼付治具のインレット配置位置に配置し、前記インレット貼付治具によって前記1つのインレットを保持させる工程、
(f)前記(d)工程後、前記第1のテープの搬送が停止した状況下において前記インレット貼付治具を動作させ、前記インレット貼付治具に保持された前記1つのインレットを前記インレット貼付台上の前記1枚のラベルシールの前記粘着面へ貼付する工程、
(g)前記(f)工程後、前記第1のテープの搬送を再開し、前記第1のテープが前記剥離治具の前記面取り部を通過する際の復元力で、前記台紙から剥離していた前記1枚のラベルシールの前記一部を前記台紙に再貼付する工程、
(h)前記(d)〜(g)工程を繰り返す工程。
(a)連続テープ状の絶縁フィルムの主面に形成された導電性膜からなるアンテナと、前記アンテナの一部に形成され、一端が前記アンテナの外縁に延在するスリットと、複数のバンプ電極を介して前記アンテナに電気的に接続された半導体チップと、前記半導体チップを封止する樹脂とを備えた複数のインレットを用意する工程、
(b)連続テープ状の台紙と、前記台紙上に第1の間隔を隔てて連続して貼付され、前記台紙と対向している粘着面および前記粘着面とは反対側のラベル面を有する複数のラベルシールとを含む第1のテープを用意する工程、
(c)前記第1のテープを供給するテープ供給手段、第1の曲率半径の面取り部を有する剥離治具、インレット貼付台、前記ラベルシールの前記粘着面より弱い第1の粘着力を有し、前記第1の粘着力で個片化した前記インレットを保持し、保持した前記インレットを前記インレット貼付台上の定位置へ移すことのできるインレット貼付治具、1つの前記インレットを前記インレット貼付治具上へ供給するインレット供給手段、前記絶縁フィルムを切断して前記インレット貼付治具上の前記1つのインレットを個片化する切断手段、および前記テープ供給手段から供給された前記第1のテープを収容するテープ収容手段を含む第1のユニットを用意し、前記テープ供給手段に前記第1のテープを取り付ける工程、
(d)前記台紙が前記剥離治具の前記面取り部と接し、前記剥離治具の前記面取り部を頂点として第1の角度を形成するように前記第1のテープを搬送し、前記剥離治具の前記面取り部にて前記複数のラベルシールのうちの1枚の一部を前記台紙から剥離して前記ラベル面を前記インレット貼付台と対向させつつ前記インレット貼付台上の第1の位置まで進め、前記第1のテープの搬送を停止する工程、
(e)前記インレット供給手段によって1つの前記インレットを前記インレット貼付治具のインレット配置位置まで供給した状況下において、前記切断手段によって前記絶縁フィルムを切断して前記インレット貼付治具上の前記1つのインレットを個片化し、前記インレット貼付治具によって前記1つのインレットを保持させる工程、
(f)前記(d)工程後、前記第1のテープの搬送が停止した状況下において前記インレット貼付治具を動作させ、前記インレット貼付治具に保持された前記1つのインレットを前記インレット貼付台上の前記1枚のラベルシールの前記粘着面へ貼付する工程、
(g)前記(f)工程後、前記第1のテープの搬送を再開し、前記第1のテープが前記剥離治具の前記面取り部を通過する際の復元力で、前記台紙から剥離していた前記1枚のラベルシールの前記一部を前記台紙に再貼付する工程、
(h)前記(d)〜(g)工程を繰り返す工程。
項1.第1のテープを供給するテープ供給手段、第1の曲率半径の面取り部を有する剥離治具、インレット貼付台、前記第1のテープに含まれるラベルシールの粘着面より弱い第1の粘着力を有し、前記第1の粘着力で個片化したインレットを保持し、保持した前記インレットを前記インレット貼付台上の定位置へ移すことのできるインレット貼付治具、および前記テープ供給手段から供給された前記第1のテープを収容するテープ収容手段を具備し、以下の工程を含む電子装置の製造方法にて用いる製造装置:
(a)絶縁フィルムの主面に形成された導電性膜からなるアンテナと、前記アンテナの一部に形成され、一端が前記アンテナの外縁に延在するスリットと、複数のバンプ電極を介して前記アンテナに電気的に接続された半導体チップと、前記半導体チップを封止する樹脂とを備えた複数の前記インレットを用意する工程、
(b)連続テープ状の台紙と、前記台紙上に第1の間隔を隔てて連続して貼付され、前記台紙と対向している前記粘着面および前記粘着面とは反対側のラベル面を有する複数の前記ラベルシールとを含む前記第1のテープを用意する工程、
(c)前記テープ供給手段に前記第1のテープを取り付ける工程、
(d)前記台紙が前記剥離治具の前記面取り部と接し、前記剥離治具の前記面取り部を頂点として第1の角度を形成するように前記第1のテープを搬送し、前記剥離治具の前記面取り部にて前記複数のラベルシールのうちの1枚の一部を前記台紙から剥離して前記ラベル面を前記インレット貼付台と対向させつつ前記インレット貼付台上の第1の位置まで進め、前記第1のテープの搬送を停止する工程、
(e)1つの前記インレットを前記インレット貼付治具のインレット配置位置に配置し、前記インレット貼付治具によって前記1つのインレットを保持させる工程、
(f)前記(d)工程後、前記第1のテープの搬送が停止した状況下において前記インレット貼付治具を動作させ、前記インレット貼付治具に保持された前記1つのインレットを前記インレット貼付台上の前記1枚のラベルシールの前記粘着面へ貼付する工程、
(g)前記(f)工程後、前記第1のテープの搬送を再開し、前記第1のテープが前記剥離治具の前記面取り部を通過する際の復元力で、前記台紙から剥離していた前記1枚のラベルシールの前記一部を前記台紙に再貼付する工程、
(h)前記(d)〜(g)工程を繰り返す工程。
項2.項1記載の製造装置において、
前記第1の角度は90°より小さい。
項3.項1記載の製造装置において、
前記剥離治具は、前記第1のテープと接する側面に前記面取り部が形成された平板、もしくは前記第1のテープと側面で接する円柱状治具である。
項4.項1記載の製造装置において、
前記テープ供給手段および前記収容手段は、前記第1のテープを巻き取って保持する。
項5.項1記載の製造装置において、
前記複数のラベルシールは紙を主成分とする。
項6.項1記載の製造装置において、
前記インレット貼付治具は、シリコンゴムを主成分とする。
項7.第1のテープを供給するテープ供給手段、第1の曲率半径の面取り部を有する剥離治具、インレット貼付台、前記第1のテープに含まれるラベルシールの粘着面より弱い第1の粘着力を有し、前記第1の粘着力で個片化したインレットを保持し、保持した前記インレットを前記インレット貼付台上の定位置へ移すことのできるインレット貼付治具、1つの前記インレットを前記インレット貼付治具上へ供給するインレット供給手段、絶縁フィルムを切断して前記インレット貼付治具上の前記1つのインレットを個片化する切断手段、および前記テープ供給手段から供給された前記第1のテープを収容するテープ収容手段を具備し、以下の工程を含む電子装置の製造方法にて用いる製造装置:
(a)連続テープ状の前記絶縁フィルムの主面に形成された導電性膜からなるアンテナと、前記アンテナの一部に形成され、一端が前記アンテナの外縁に延在するスリットと、複数のバンプ電極を介して前記アンテナに電気的に接続された半導体チップと、前記半導体チップを封止する樹脂とを備えた複数の前記インレットを用意する工程、
(b)連続テープ状の台紙と、前記台紙上に第1の間隔を隔てて連続して貼付され、前記台紙と対向している前記粘着面および前記粘着面とは反対側のラベル面を有する複数の前記ラベルシールとを含む前記第1のテープを用意する工程、
(c)前記テープ供給手段に前記第1のテープを取り付ける工程、
(d)前記台紙が前記剥離治具の前記面取り部と接し、前記剥離治具の前記面取り部を頂点として第1の角度を形成するように前記第1のテープを搬送し、前記剥離治具の前記面取り部にて前記複数のラベルシールのうちの1枚の一部を前記台紙から剥離して前記ラベル面を前記インレット貼付台と対向させつつ前記インレット貼付台上の第1の位置まで進め、前記第1のテープの搬送を停止する工程、
(e)前記インレット供給手段によって1つの前記インレットを前記インレット貼付治具のインレット配置位置まで供給した状況下において、前記切断手段によって前記絶縁フィルムを切断して前記インレット貼付治具上の前記1つのインレットを個片化し、前記インレット貼付治具によって前記1つのインレットを保持させる工程、
(f)前記(d)工程後、前記第1のテープの搬送が停止した状況下において前記インレット貼付治具を動作させ、前記インレット貼付治具に保持された前記1つのインレットを前記インレット貼付台上の前記1枚のラベルシールの前記粘着面へ貼付する工程、
(g)前記(f)工程後、前記第1のテープの搬送を再開し、前記第1のテープが前記剥離治具の前記面取り部を通過する際の復元力で、前記台紙から剥離していた前記1枚のラベルシールの前記一部を前記台紙に再貼付する工程、
(h)前記(d)〜(g)工程を繰り返す工程。
項8.項7記載の製造装置において、
前記第1の角度は90°より小さい。
項9.項7記載の製造装置において、
前記剥離治具は、前記第1のテープと接する側面に前記面取り部が形成された平板、もしくは前記第1のテープと側面で接する円柱状治具である。
項10.項7記載の製造装置において、
前記テープ供給手段および前記収容手段は、前記第1のテープを巻き取って保持する。
項11.項7記載の製造装置において、
前記複数のラベルシールは紙を主成分とする。
項12.項7記載の製造装置において、
前記インレット貼付治具は、シリコンゴムを主成分とする。
(1)シール台紙から剥離した紙ラベルシールの粘着面に精度よく電子タグ用インレットを貼付することができる。
(2)シール台紙から剥離した紙ラベルシールの粘着面に電子タグ用インレットを貼付し、再び紙ラベルシールをシール台紙へ貼り戻す一連の作業に要する時間を短縮化することができる。
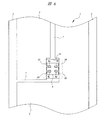
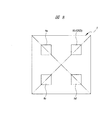
図1は、本実施の形態1の電子装置である電子タグ用インレットを示す平面図(表面側)、図2は、図1の一部を拡大して示す平面図、図3は、本実施の形態1の電子タグ用インレットを示す側面図、図4は、本実施の形態1の電子タグ用インレットを示す平面図(裏面側)、図5は、図4の一部を拡大して示す平面図である。上記したごとく、本実施の形態(実施例)の一部または全部は後続の実施の形態(実施例)の一部または全部である。したがって、重複する部分は原則として、説明を省略する。
前記実施の形態1では、ラベルシール41にインレット1を貼付する際には、すでに個片化されているインレット1を用い、1個ずつインレット保持具52上に配置しつつ貼付作業を行う場合について説明したが(図26〜図28参照)、本実施の形態2は、インレット1を個片化する工程から個片化したインレット1をラベルシール41に貼付する工程までの一連の作業を自動化したものである。
2 絶縁フィルム
3 アンテナ
4 ポッティング樹脂
5 チップ
6 カバーフィルム
7 スリット
8 デバイスホール
9a、9b、9c、9d Auバンプ
10 リード
20 パッシベーション膜
21 ポリイミド樹脂
22 最上層メタル配線
23 バリアメタル膜
24 メタル層
25 リール
30 インナーリードボンダ
31 ボンディングステージ
32 ボンディングツール
33 ディスペンサ
36 スプロケットホール
41 ラベルシール
42 台紙
43 芯部
45 テープ供給リール(テープ供給手段)
46 貼付ステージ(インレット貼付台)
47 回転板(インレット貼付治具)
48 ラベル剥離板(剥離治具)
48A シャフト(円柱状治具)
49 ガイド軸
50 テープ巻き取りリール(テープ収容手段)
51 蝶番
52 インレット保持具(インレット配置位置)
61 インレット搬送ユニット(インレット供給手段)
62 CCDカメラ
63 金型(切断手段)
CP 合わせ位置印(第1の位置)
KRL1 駆動ローラー
LT ラベルテープ(第1のテープ)
P1〜P16 工程
Claims (12)
- 以下の工程を含む電子装置の製造方法:
(a)絶縁フィルムの主面に形成された導電性膜からなるアンテナと、前記アンテナの一部に形成され、一端が前記アンテナの外縁に延在するスリットと、複数のバンプ電極を介して前記アンテナに電気的に接続された半導体チップと、前記半導体チップを封止する樹脂とを備えた複数のインレットを用意する工程、
(b)連続テープ状の台紙と、前記台紙上に第1の間隔を隔てて連続して貼付され、前記台紙と対向している粘着面および前記粘着面とは反対側のラベル面を有する複数のラベルシールとを含む第1のテープを用意する工程、
(c)前記第1のテープを供給するテープ供給手段、第1の曲率半径の面取り部を有する剥離治具、インレット貼付台、前記ラベルシールの前記粘着面より弱い第1の粘着力を有し、前記第1の粘着力で個片化した前記インレットを保持し、保持した前記インレットを前記インレット貼付台上の定位置へ移すことのできるインレット貼付治具、および前記テープ供給手段から供給された前記第1のテープを収容するテープ収容手段を含む第1のユニットを用意し、前記テープ供給手段に前記第1のテープを取り付ける工程、
(d)前記台紙が前記剥離治具の前記面取り部と接し、前記剥離治具の前記面取り部を頂点として第1の角度を形成するように前記第1のテープを搬送し、前記剥離治具の前記面取り部にて前記複数のラベルシールのうちの1枚の一部を前記台紙から剥離して前記ラベル面を前記インレット貼付台と対向させつつ前記インレット貼付台上の第1の位置まで進め、前記第1のテープの搬送を停止する工程、
(e)1つの前記インレットを前記インレット貼付治具のインレット配置位置に配置し、前記インレット貼付治具によって前記1つのインレットを保持させる工程、
(f)前記(d)工程後、前記第1のテープの搬送が停止した状況下において前記インレット貼付治具を動作させ、前記インレット貼付治具に保持された前記1つのインレットを前記インレット貼付台上の前記1枚のラベルシールの前記粘着面へ貼付する工程、
(g)前記(f)工程後、前記第1のテープの搬送を再開し、前記第1のテープが前記剥離治具の前記面取り部を通過する際の復元力で、前記台紙から剥離していた前記1枚のラベルシールの前記一部を前記台紙に再貼付する工程、
(h)前記(d)〜(g)工程を繰り返す工程。 - 請求項1記載の電子装置の製造方法において、
前記第1の角度は90°より小さい。 - 請求項1記載の電子装置の製造方法において、
前記剥離治具は、前記第1のテープと接する側面に前記面取り部が形成された平板、もしくは前記第1のテープと側面で接する円柱状治具である。 - 請求項1記載の電子装置の製造方法において、
前記テープ供給手段および前記収容手段は、前記第1のテープを巻き取って保持する。 - 請求項1記載の電子装置の製造方法において、
前記複数のラベルシールは紙を主成分とする。 - 請求項1記載の電子装置の製造方法において、
前記インレット貼付治具は、シリコンゴムを主成分とする。 - 以下の工程を含む電子装置の製造方法:
(a)連続テープ状の絶縁フィルムの主面に形成された導電性膜からなるアンテナと、前記アンテナの一部に形成され、一端が前記アンテナの外縁に延在するスリットと、複数のバンプ電極を介して前記アンテナに電気的に接続された半導体チップと、前記半導体チップを封止する樹脂とを備えた複数のインレットを用意する工程、
(b)連続テープ状の台紙と、前記台紙上に第1の間隔を隔てて連続して貼付され、前記台紙と対向している粘着面および前記粘着面とは反対側のラベル面を有する複数のラベルシールとを含む第1のテープを用意する工程、
(c)前記第1のテープを供給するテープ供給手段、第1の曲率半径の面取り部を有する剥離治具、インレット貼付台、前記ラベルシールの前記粘着面より弱い第1の粘着力を有し、前記第1の粘着力で個片化した前記インレットを保持し、保持した前記インレットを前記インレット貼付台上の定位置へ移すことのできるインレット貼付治具、1つの前記インレットを前記インレット貼付治具上へ供給するインレット供給手段、前記絶縁フィルムを切断して前記インレット貼付治具上の前記1つのインレットを個片化する切断手段、および前記テープ供給手段から供給された前記第1のテープを収容するテープ収容手段を含む第1のユニットを用意し、前記テープ供給手段に前記第1のテープを取り付ける工程、
(d)前記台紙が前記剥離治具の前記面取り部と接し、前記剥離治具の前記面取り部を頂点として第1の角度を形成するように前記第1のテープを搬送し、前記剥離治具の前記面取り部にて前記複数のラベルシールのうちの1枚の一部を前記台紙から剥離して前記ラベル面を前記インレット貼付台と対向させつつ前記インレット貼付台上の第1の位置まで進め、前記第1のテープの搬送を停止する工程、
(e)前記インレット供給手段によって1つの前記インレットを前記インレット貼付治具のインレット配置位置まで供給した状況下において、前記切断手段によって前記絶縁フィルムを切断して前記インレット貼付治具上の前記1つのインレットを個片化し、前記インレット貼付治具によって前記1つのインレットを保持させる工程、
(f)前記(d)工程後、前記第1のテープの搬送が停止した状況下において前記インレット貼付治具を動作させ、前記インレット貼付治具に保持された前記1つのインレットを前記インレット貼付台上の前記1枚のラベルシールの前記粘着面へ貼付する工程、
(g)前記(f)工程後、前記第1のテープの搬送を再開し、前記第1のテープが前記剥離治具の前記面取り部を通過する際の復元力で、前記台紙から剥離していた前記1枚のラベルシールの前記一部を前記台紙に再貼付する工程、
(h)前記(d)〜(g)工程を繰り返す工程。 - 請求項7記載の電子装置の製造方法において、
前記第1の角度は90°より小さい。 - 請求項7記載の電子装置の製造方法において、
前記剥離治具は、前記第1のテープと接する側面に前記面取り部が形成された平板、もしくは前記第1のテープと側面で接する円柱状治具である。 - 請求項7記載の電子装置の製造方法において、
前記テープ供給手段および前記収容手段は、前記第1のテープを巻き取って保持する。 - 請求項7記載の電子装置の製造方法において、
前記複数のラベルシールは紙を主成分とする。 - 請求項7記載の電子装置の製造方法において、
前記インレット貼付治具は、シリコンゴムを主成分とする。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005254680A JP4809648B2 (ja) | 2005-09-02 | 2005-09-02 | 電子装置の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005254680A JP4809648B2 (ja) | 2005-09-02 | 2005-09-02 | 電子装置の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007066235A JP2007066235A (ja) | 2007-03-15 |
| JP4809648B2 true JP4809648B2 (ja) | 2011-11-09 |
Family
ID=37928303
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005254680A Expired - Fee Related JP4809648B2 (ja) | 2005-09-02 | 2005-09-02 | 電子装置の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4809648B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008264787A (ja) * | 2007-04-16 | 2008-11-06 | Renesas Technology Corp | 電子部品の製造方法及び製造装置 |
| JP5453790B2 (ja) * | 2008-12-05 | 2014-03-26 | 株式会社三洋物産 | 遊技機 |
| JP5481884B2 (ja) * | 2009-03-09 | 2014-04-23 | 株式会社三洋物産 | 遊技機 |
| JP5708830B2 (ja) * | 2014-01-06 | 2015-04-30 | 株式会社三洋物産 | 遊技機 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002187223A (ja) * | 2000-12-22 | 2002-07-02 | Sato Corp | Icインレット仮着帯の製造方法およびic内蔵表示札の製造方法 |
| JP2003006596A (ja) * | 2001-06-25 | 2003-01-10 | Navitas Co Ltd | データキャリアシートの製造装置 |
| JP2004102353A (ja) * | 2002-09-04 | 2004-04-02 | Hitachi Ltd | 紙の製造方法及び無線タグの製造方法 |
| JP2004220141A (ja) * | 2003-01-10 | 2004-08-05 | Renesas Technology Corp | Icインレットの製造方法、idタグ、idタグリーダおよびそれらのデータ読み出し方法 |
| JP4535700B2 (ja) * | 2003-07-25 | 2010-09-01 | トッパン・フォームズ株式会社 | Icラベル製造装置 |
-
2005
- 2005-09-02 JP JP2005254680A patent/JP4809648B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007066235A (ja) | 2007-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008092198A (ja) | Rfidラベルタグおよびその製造方法 | |
| KR100732648B1 (ko) | 비접촉 아이디 카드 및 그의 제조방법 | |
| US20070132594A1 (en) | Electronic device and fabrication method thereof | |
| JP3803097B2 (ja) | 無線通信媒体の製造方法 | |
| US7051428B2 (en) | In line system used in a semiconductor package assembling | |
| KR100553412B1 (ko) | 트랜스폰더를 제조하기 위해 캐리어 테이프 상에 배치된안테나에 마이크로칩을 접속하는 방법 | |
| US7526854B2 (en) | Manufacturing method of electronic device | |
| EP1746636A1 (en) | IC chip mounting method | |
| US20030107486A1 (en) | Method for manufacturing electronic tag | |
| US11937375B2 (en) | Wireless communication device manufacturing method and wireless communication device manufacturing apparatus | |
| JP4809648B2 (ja) | 電子装置の製造方法 | |
| JP4697228B2 (ja) | 電子装置の製造方法 | |
| TWI362619B (en) | Electronic device manufacturing system and electronic device manufacturing method | |
| JP2004054491A (ja) | 電子タグの製造方法 | |
| JP2002298104A (ja) | Rfidラベルの製造方法 | |
| JP4386038B2 (ja) | 電子装置の製造方法 | |
| US7704790B2 (en) | Method of manufacturing a carrier member for electronic components | |
| JP2005115916A (ja) | 無線通信媒体およびその製造方法 | |
| WO2017179380A1 (ja) | キャリアテープ及びその製造方法、並びにrfidタグの製造方法 | |
| JP2009129217A (ja) | 半導体装置の製造方法 | |
| JP2008077198A (ja) | 電子装置の製造方法 | |
| TWI353044B (en) | Chip packaging apparatus and method thereof | |
| JP6206626B1 (ja) | キャリアテープ及びその製造方法、並びにrfidタグの製造方法 | |
| JP2007293929A (ja) | 電子タグの製造方法 | |
| JP2006023911A (ja) | 電子インレット付フィルム、電子インレットカートリッジ及び電子インレットの装着方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080813 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20100528 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110720 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110802 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110819 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140826 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |