JP4796881B2 - 溶接ロボットシステム - Google Patents
溶接ロボットシステム Download PDFInfo
- Publication number
- JP4796881B2 JP4796881B2 JP2006099106A JP2006099106A JP4796881B2 JP 4796881 B2 JP4796881 B2 JP 4796881B2 JP 2006099106 A JP2006099106 A JP 2006099106A JP 2006099106 A JP2006099106 A JP 2006099106A JP 4796881 B2 JP4796881 B2 JP 4796881B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- wire
- welding machine
- welding robot
- signal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Description
(a)接続されている溶接機の台数
(b)溶接機番号と溶接機の機種、定格との対応付け
(c)溶接機とマニピュレータの対応関係
(d)溶接機に接続されているワイヤ送給装置の種別
などの情報を手入力し溶接機の接続状態を設定する。
最近では、筐体や部品の共通化により、機種の異なる溶接機でも外観で区別するのは難しい上、溶接機は狭いスペースに据え付けられる事が多い。そのために溶接機を識別するための銘板等が隠れてしまうことが多く、据え付け後の溶接機の機種をオペレータが目視で見分けるのは困難になっている。また、拡張機器を内蔵したり外付けすることによって、対応できる溶接法を増やす事ができる溶接機もあり、このような機種を目視で判別することは更に困難になっているので、オペレータが溶接機の機種を間違って入力することがある。例えば、図8の溶接機A,B,Cは狭いスペースに一箇所にまとめて設置されていて、オペレータが目視で機種を判別することは困難である。
溶接機の設置時に、オペレータは当該溶接機の溶接機番号設定スイッチにより溶接機番号を設定している。溶接ロボット制御装置は溶接機に指示を行う場合、この溶接機番号で溶接機を指定するようになっている。したがって、溶接ロボット制御装置に溶接機が複数接続されている場合には、溶接機番号と溶接機の機種とを対応付けする情報を入力する必要がある。しかし、溶接ロボット制御装置のティーチペンダントと溶接機は離れた場所に設置されることも多く、このような場合は、オペレータが各溶接機の機種と溶接機番号との対応関係を判別することは難しく、溶接機番号と溶接機の機種の対応付けが誤設定される可能性が高い。また、溶接ロボット制御装置には機種の異なる複数の溶接機が接続可能になされ、すべての溶接機が1本の通信線で接続されるように構成されたものもあり、このような場合は、溶接ロボット制御装置にどの溶接機が接続されているのかを接続ケーブルから判別することもできず、溶接機の機種と溶接機番号との対応付けの情報が誤って入力され易い。例えば、図8において、一本の通信ケーブル4を介して溶接ロボット制御装置2に接続されている溶接機A,B,Cは溶接ロボット制御装置2のティーチペンダントから離れた場所に設置されていて、オペレータがティーチペンダントから溶接機番号と溶接機の機種との対応付けを入力するのは困難である。
溶接機とマニピュレータは離れた場所に設置されることが多く、マニピュレータは安全柵や壁で囲われた場所に設置されるので、一度配線をしてしまうと溶接機とマニピュレータとの対応をオペレータが目視で確認することは難しい。このため、オペレータが溶接機の接続状態を設定するときに、溶接機とマニピュレータの対応関係を間違って入力してしまうことがある。例えば、図8において、マニピュレータA,B,Cが安全柵で囲われた製造ライン上に設置されているとき、各マニピュレータが離れた場所にまとめて設置してあるどの溶接機と接続されているかをオペレータが目視で確認することは困難である。
れる(S5)。返信があった場合(S5:YES)、複数の返信があったか否かが判別される(S6)。複数の返信がなかった場合(S6:NO)、返信された溶接機3の機種が、溶接ロボット制御装置2が認識しているものであったか否かが判別される(S7)。溶接機3の機種が認識しているものであった場合(S7:YES)、番号nに対応させて溶接機3の機種、定格、拡張機器の有無、当該溶接機3に接続されているワイヤ送給装置12の種別が記憶される(S8)。溶接ロボット制御装置2が認識していない溶接機3の機種とは、例えば、溶接ロボット制御装置2に予め設定ファイルが記憶されていない溶接機3の機種である。この場合、当該溶接機3に関しては溶接機接続情報の自動収集は行われず設定ファイルも設定されていないので、溶接機接続情報及び溶接制御パラメータを手入力しなければならない。
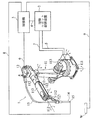
11 マニピュレータ
12 ワイヤ送給装置
121 送給ロール
122 押付ロール
123 送給モータ
124 読み取りセンサ
125 駆動軸
14 溶接トーチ
15 溶接ワイヤ
2 溶接ロボット制御装置
3 溶接機
4 通信ケーブル
5 ロボット制御ケーブル
6 ワイヤ制御ケーブル
7 信号ケーブル
8,9 電源ケーブル
W ワーク
Claims (5)
- 先端に溶接トーチを備えるとともに、この溶接トーチに溶接ワイヤを送給するワイヤ送給装置を備えた1又は2以上のマニピュレータと、
前記ワイヤ送給装置が制御ケーブルによって接続され、この制御ケーブルを通じて送給制御信号を送信することにより前記ワイヤ送給装置のワイヤ送給動作を制御するとともに、前記溶接ワイヤを溶融して溶接対象物の溶接を行わせる1又は2以上の溶接機と、
前記1又は2以上のマニピュレータと前記1又は2以上の溶接機とが接続された溶接ロボット制御装置とを備え、
前記マニピュレータ、前記溶接機及び前記ワイヤ送給装置で構成される1又は2以上の溶接ロボットの溶接動作が前記溶接ロボット制御装置によって制御される溶接ロボットシステムにおいて、
前記ワイヤ送給装置は、
前記溶接ロボット制御装置に信号ケーブルによって接続され、前記溶接ワイヤの送給動作に基づいて所定の信号を検出し、その検出信号を前記信号ケーブルを通じて前記溶接ロボット制御装置に伝送する信号検出手段を備え、
前記溶接ロボット制御装置は、
各溶接機に対応する前記ワイヤ送給装置の送給動作を行わせる送給動作制御手段と、
前記送給動作制御手段による前記ワイヤ送給装置の送給動作によって前記検出信号を伝送してきた前記信号ケーブルを特定することで、各溶接機に対応するワイヤ送給装置を特定し、各溶接機毎に前記溶接ロボットの構成を設定する設定手段と
を備えたことを特徴とする溶接ロボットシステム。 - 前記信号検出手段は、前記ワイヤ送給装置が送給する溶接ワイヤの種類を表す信号を検出し、
前記設定手段は、前記溶接ロボットの構成に対応付けて、伝送された検出信号に基づく溶接ワイヤの種類を設定する、
請求項1に記載の溶接ロボットシステム。 - 前記ワイヤ送給装置は、前記溶接ワイヤを前記溶接トーチに送り出す送給ロールを備え、
前記信号検出手段は、前記送給ロールに設けられた前記溶接ワイヤの種類を示すマークと、前記送給ロールの回転によって前記マークを読み取り、当該マークに基づく信号を出力する読取手段とからなることを特徴とする請求項1又は2に記載の溶接ロボットシステム。 - 前記溶接ロボット制御装置は、
複数の項目によって特定される溶接モードに対応して設定され、各溶接モードの溶接制御パラメータが予め設定された複数のファイルと、
各溶接機に機種の情報を要求し、当該機種の情報を取得する機種情報取得手段と、
前記機種情報取得手段によって取得された各溶接機の機種情報と、各溶接機に対応するワイヤ送給装置から取得した溶接ワイヤの種類とから、前記複数のファイルのうち、前記設定手段で設定された各溶接機に対応する溶接ロボットが実行可能なファイルを抽出するファイル抽出手段と、
前記ファイル抽出手段によって抽出されたファイルを表示する表示手段と
を備えたことを特徴とする請求項1ないし3のいずれかに記載の溶接ロボットシステム。 - 前記表示手段は、前記溶接ロボット制御装置に着脱可能に接続されるティーチペンダントである、請求項4に記載の溶接ロボットシステム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006099106A JP4796881B2 (ja) | 2006-03-31 | 2006-03-31 | 溶接ロボットシステム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006099106A JP4796881B2 (ja) | 2006-03-31 | 2006-03-31 | 溶接ロボットシステム |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007268585A JP2007268585A (ja) | 2007-10-18 |
| JP2007268585A5 JP2007268585A5 (ja) | 2009-03-26 |
| JP4796881B2 true JP4796881B2 (ja) | 2011-10-19 |
Family
ID=38671922
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006099106A Active JP4796881B2 (ja) | 2006-03-31 | 2006-03-31 | 溶接ロボットシステム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4796881B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101415516A (zh) * | 2007-03-19 | 2009-04-22 | 松下电器产业株式会社 | 焊接装置 |
| JP4598865B2 (ja) * | 2009-02-17 | 2010-12-15 | ファナック株式会社 | 工作機械と組み合わせて使用するロボットの制御装置 |
| JP2012035284A (ja) * | 2010-08-05 | 2012-02-23 | Daihen Corp | アーク溶接装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60187468A (ja) * | 1984-03-07 | 1985-09-24 | Mitsubishi Heavy Ind Ltd | シヨ−トア−ク溶接法 |
| JPS6326292A (ja) * | 1986-07-17 | 1988-02-03 | Kawasaki Steel Corp | 溶接高温割れ防止材の添加方法 |
| JPS63116472U (ja) * | 1987-01-23 | 1988-07-27 | ||
| JPH0199779A (ja) * | 1987-10-12 | 1989-04-18 | Shin Meiwa Ind Co Ltd | 溶接ロボットの溶接条件設定方法 |
| JP3406080B2 (ja) * | 1994-08-24 | 2003-05-12 | ファナック株式会社 | 溶接ロボットシステムにおける溶接装置の割当使用方法 |
| JP3769787B2 (ja) * | 1995-10-11 | 2006-04-26 | 株式会社豊田自動織機 | 自動溶接機の制御装置 |
| JP2002361421A (ja) * | 2001-06-05 | 2002-12-18 | Yaskawa Electric Corp | ワイヤ送給装置、交流tig溶接装置及び交流tig溶接方法 |
| JP2003103371A (ja) * | 2001-09-28 | 2003-04-08 | Matsushita Electric Ind Co Ltd | 溶接ロボット |
| JP2005028411A (ja) * | 2003-07-07 | 2005-02-03 | Hitachi Constr Mach Co Ltd | 溶接装置及び溶接方法 |
| JP2005111485A (ja) * | 2003-10-03 | 2005-04-28 | Yaskawa Electric Corp | ロボットシステム |
-
2006
- 2006-03-31 JP JP2006099106A patent/JP4796881B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007268585A (ja) | 2007-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5079491A (en) | Robot control system | |
| JP3805317B2 (ja) | 教示位置修正方法及び教示位置修正装置 | |
| EP2081096B1 (en) | Controller of work piece-conveying robot | |
| JP4973926B2 (ja) | 自動機械システムおよびその制御方法 | |
| EP2090408B1 (en) | System and a method for visualization of process errors | |
| EP2375298A2 (en) | Programming method for a robot, programming apparatus for a robot, and robot control system | |
| EP1304194A2 (en) | Robot simulation apparatus | |
| US9791848B2 (en) | Display apparatus | |
| KR101971496B1 (ko) | 아크용접 모니터 장치 | |
| JP4796881B2 (ja) | 溶接ロボットシステム | |
| KR20030049325A (ko) | 아크용접장치와 그 제어방법 | |
| WO2006112069A1 (ja) | 産業用ロボットの原点調整方法 | |
| JP2007268585A5 (ja) | ||
| JP5601949B2 (ja) | ロボット制御システム | |
| US20050145610A1 (en) | Arc welding epuipment | |
| JP2008080360A (ja) | 自動溶接機の位置検出システム | |
| US11358281B2 (en) | Control method by robot system and robot system | |
| CA1297541C (en) | Control of welding robot | |
| JP2732664B2 (ja) | 自動溶接機 | |
| JP3378738B2 (ja) | 溶接ロボット教示装置 | |
| KR20110019813A (ko) | Cnc 공작기계의 atc 동작 정보 표시 방법 및 장치 | |
| CN110625597B (zh) | 一种基于slam的机器人系统及其示教方法 | |
| JP7128387B1 (ja) | レーザ加工システム、及びレーザ加工方法 | |
| JP4441367B2 (ja) | 溶接ロボットを用いたワークの溶接方法 | |
| WO2023145083A1 (ja) | 動作モードを選択する機能を有するツールを切り換える装置、教示装置、制御装置、ロボットシステム、及び方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090204 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090204 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110310 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110405 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110518 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110726 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110801 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4796881 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140805 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |