JP4772923B2 - コモンレールの製造方法およびコモンレール - Google Patents
コモンレールの製造方法およびコモンレール Download PDFInfo
- Publication number
- JP4772923B2 JP4772923B2 JP2010525090A JP2010525090A JP4772923B2 JP 4772923 B2 JP4772923 B2 JP 4772923B2 JP 2010525090 A JP2010525090 A JP 2010525090A JP 2010525090 A JP2010525090 A JP 2010525090A JP 4772923 B2 JP4772923 B2 JP 4772923B2
- Authority
- JP
- Japan
- Prior art keywords
- mass
- common rail
- hole
- branch hole
- rail
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 54
- 239000000463 material Substances 0.000 claims description 103
- 238000000034 method Methods 0.000 claims description 101
- 238000009792 diffusion process Methods 0.000 claims description 62
- 239000007791 liquid phase Substances 0.000 claims description 57
- 230000008569 process Effects 0.000 claims description 42
- 238000011282 treatment Methods 0.000 claims description 24
- 238000005498 polishing Methods 0.000 claims description 23
- 230000002093 peripheral effect Effects 0.000 claims description 19
- 239000002344 surface layer Substances 0.000 claims description 16
- 230000001965 increasing effect Effects 0.000 claims description 14
- 239000007788 liquid Substances 0.000 claims description 14
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 13
- 229910052751 metal Inorganic materials 0.000 claims description 10
- 239000002184 metal Substances 0.000 claims description 10
- 239000012530 fluid Substances 0.000 claims description 9
- 239000012535 impurity Substances 0.000 claims description 9
- 239000006104 solid solution Substances 0.000 claims description 9
- 229910052718 tin Inorganic materials 0.000 claims description 8
- 229910052787 antimony Inorganic materials 0.000 claims description 7
- 229910052785 arsenic Inorganic materials 0.000 claims description 7
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 claims description 7
- 229910052745 lead Inorganic materials 0.000 claims description 7
- 229910052725 zinc Inorganic materials 0.000 claims description 7
- 238000004891 communication Methods 0.000 claims description 4
- 230000001678 irradiating effect Effects 0.000 claims description 4
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 4
- 239000003112 inhibitor Substances 0.000 claims description 3
- 239000012071 phase Substances 0.000 claims description 3
- 125000000101 thioether group Chemical group 0.000 claims description 3
- 238000003780 insertion Methods 0.000 claims description 2
- 230000037431 insertion Effects 0.000 claims description 2
- 125000003158 alcohol group Chemical group 0.000 claims 1
- 230000008878 coupling Effects 0.000 claims 1
- 238000010168 coupling process Methods 0.000 claims 1
- 238000005859 coupling reaction Methods 0.000 claims 1
- 229910000831 Steel Inorganic materials 0.000 description 97
- 239000010959 steel Substances 0.000 description 97
- 230000000694 effects Effects 0.000 description 40
- 238000012545 processing Methods 0.000 description 34
- 238000012360 testing method Methods 0.000 description 22
- 239000000126 substance Substances 0.000 description 17
- 238000009826 distribution Methods 0.000 description 14
- 238000005304 joining Methods 0.000 description 14
- 230000007423 decrease Effects 0.000 description 13
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 12
- 229910052782 aluminium Inorganic materials 0.000 description 11
- 239000000446 fuel Substances 0.000 description 10
- 229910052719 titanium Inorganic materials 0.000 description 10
- 229910052802 copper Inorganic materials 0.000 description 8
- 238000009661 fatigue test Methods 0.000 description 8
- 238000002844 melting Methods 0.000 description 8
- 230000008018 melting Effects 0.000 description 8
- 230000002829 reductive effect Effects 0.000 description 8
- 229910052796 boron Inorganic materials 0.000 description 7
- 239000011888 foil Substances 0.000 description 7
- 230000001976 improved effect Effects 0.000 description 7
- 230000006872 improvement Effects 0.000 description 7
- 238000002347 injection Methods 0.000 description 7
- 239000007924 injection Substances 0.000 description 7
- 229910052684 Cerium Inorganic materials 0.000 description 6
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 6
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 6
- 229910045601 alloy Inorganic materials 0.000 description 6
- 239000000956 alloy Substances 0.000 description 6
- 230000008859 change Effects 0.000 description 6
- 238000005520 cutting process Methods 0.000 description 6
- 229910052746 lanthanum Inorganic materials 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 229910052758 niobium Inorganic materials 0.000 description 6
- 229910052757 nitrogen Inorganic materials 0.000 description 6
- 238000005204 segregation Methods 0.000 description 6
- 238000005728 strengthening Methods 0.000 description 6
- 229910052717 sulfur Inorganic materials 0.000 description 6
- 230000009466 transformation Effects 0.000 description 6
- 229910004298 SiO 2 Inorganic materials 0.000 description 5
- 238000001816 cooling Methods 0.000 description 5
- 229910052760 oxygen Inorganic materials 0.000 description 5
- 229910052698 phosphorus Inorganic materials 0.000 description 5
- 229910052710 silicon Inorganic materials 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- 229910052726 zirconium Inorganic materials 0.000 description 5
- 235000019441 ethanol Nutrition 0.000 description 4
- 238000013532 laser treatment Methods 0.000 description 4
- 229910052748 manganese Inorganic materials 0.000 description 4
- 230000003287 optical effect Effects 0.000 description 4
- 229910052727 yttrium Inorganic materials 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 150000001247 metal acetylides Chemical class 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 230000035515 penetration Effects 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 230000003449 preventive effect Effects 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 230000002040 relaxant effect Effects 0.000 description 3
- 238000009864 tensile test Methods 0.000 description 3
- 229910009372 YVO4 Inorganic materials 0.000 description 2
- 239000011358 absorbing material Substances 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000002485 combustion reaction Methods 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000007872 degassing Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000002708 enhancing effect Effects 0.000 description 2
- 238000005242 forging Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 230000014509 gene expression Effects 0.000 description 2
- 238000005098 hot rolling Methods 0.000 description 2
- 230000006698 induction Effects 0.000 description 2
- 238000009776 industrial production Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 230000010355 oscillation Effects 0.000 description 2
- 230000036961 partial effect Effects 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 238000011160 research Methods 0.000 description 2
- 238000009628 steelmaking Methods 0.000 description 2
- 239000011573 trace mineral Substances 0.000 description 2
- 235000013619 trace mineral Nutrition 0.000 description 2
- 229910052721 tungsten Inorganic materials 0.000 description 2
- 229910052720 vanadium Inorganic materials 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 238000007545 Vickers hardness test Methods 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910000808 amorphous metal alloy Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910001563 bainite Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000002301 combined effect Effects 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000008151 electrolyte solution Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 238000007542 hardness measurement Methods 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 230000005764 inhibitory process Effects 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N iron oxide Inorganic materials [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 1
- 229910000734 martensite Inorganic materials 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 235000010755 mineral Nutrition 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- JMANVNJQNLATNU-UHFFFAOYSA-N oxalonitrile Chemical compound N#CC#N JMANVNJQNLATNU-UHFFFAOYSA-N 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 229910052594 sapphire Inorganic materials 0.000 description 1
- 239000010980 sapphire Substances 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 239000008399 tap water Substances 0.000 description 1
- 235000020679 tap water Nutrition 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images






















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M55/00—Fuel-injection apparatus characterised by their fuel conduits or their venting means; Arrangements of conduits between fuel tank and pump F02M37/00
- F02M55/02—Conduits between injection pumps and injectors, e.g. conduits between pump and common-rail or conduits between common-rail and injectors
- F02M55/025—Common rails
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/22—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating taking account of the properties of the materials to be welded
- B23K20/227—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating taking account of the properties of the materials to be welded with ferrous layer
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/06—Surface hardening
- C21D1/09—Surface hardening by direct application of electrical or wave energy; by particle radiation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D10/00—Modifying the physical properties by methods other than heat treatment or deformation
- C21D10/005—Modifying the physical properties by methods other than heat treatment or deformation by laser shock processing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
- B23P19/042—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts specially adapted for combustion engines
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2261/00—Machining or cutting being involved
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
- C21D9/14—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes wear-resistant or pressure-resistant pipes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/80—Fuel injection apparatus manufacture, repair or assembly
- F02M2200/8084—Fuel injection apparatus manufacture, repair or assembly involving welding or soldering
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M63/00—Other fuel-injection apparatus having pertinent characteristics not provided for in groups F02M39/00 - F02M57/00 or F02M67/00; Details, component parts, or accessories of fuel-injection apparatus, not provided for in, or of interest apart from, the apparatus of groups F02M39/00 - F02M61/00 or F02M67/00; Combination of fuel pump with other devices, e.g. lubricating oil pump
- F02M63/02—Fuel-injection apparatus having several injectors fed by a common pumping element, or having several pumping elements feeding a common injector; Fuel-injection apparatus having provisions for cutting-out pumps, pumping elements, or injectors; Fuel-injection apparatus having provisions for variably interconnecting pumping elements and injectors alternatively
- F02M63/0225—Fuel-injection apparatus having a common rail feeding several injectors ; Means for varying pressure in common rails; Pumps feeding common rails
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49231—I.C. [internal combustion] engine making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49718—Repairing
- Y10T29/49721—Repairing with disassembling
- Y10T29/49723—Repairing with disassembling including reconditioning of part
- Y10T29/49725—Repairing with disassembling including reconditioning of part by shaping
- Y10T29/49726—Removing material
- Y10T29/49728—Removing material and by a metallurgical operation, e.g., welding, diffusion bonding, casting
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Combustion & Propulsion (AREA)
- General Engineering & Computer Science (AREA)
- Optics & Photonics (AREA)
- Fuel-Injection Apparatus (AREA)
- Heat Treatment Of Articles (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Description
本願は、2009年3月12日に、日本に出願された特願2009−059918号に基づき優先権を主張し、その内容をここに援用する。
(1)本発明の第1の態様は、レール穴と、前記レール穴を囲む筒壁部に形成される分岐穴とが設けられるコモンレール本体と、前記分岐穴に連通する連通穴が形成されるホルダーとを備えるコモンレールの液相拡散結合による製造方法である。前記コモンレール本体及び前記ホルダー用の素材は、C:0.01〜0.3質量%、Si:0.01〜0.5質量%、Mn:0.01〜3.0質量%、B:0.0003〜0.01質量%、N:0.001〜0.01質量%、Al:0.01超〜0.5質量%、Ti:0.01〜0.05質量%を含有し、Pが0.03質量%以下に制限され、Sが0.01質量%以下に制限され、Oが0.01質量%以下に制限され、As,Sn,Sb,Pb,Znの総和含有量が0.015質量%以下に制限され、残部がFe及び不可避的不純物を含み、前記コモンレール本体及び前記ホルダー用の素材について、
TLB値=(B%)-[(N%)/1.3-{(Ti%)/3.4+(Al%)/4.1}×(Al%)×52]・・・(1)
で示される、接合時に固溶Bを粒界に偏析させるのに有効な値を表すTLB値が0.001%以上である。このコモンレールの製造方法は、前記コモンレール本体と前記ホルダーとの間に、Bを少なくとも1質量%以上含有するNi基またはFe基のインサートメタルを挿入する挿入工程と;前記コモンレール本体と前記インサートメタルと前記ホルダーとを、接合温度1000〜1300℃で30秒以上の間1MPa以上の応力を負荷して保持して接合する液相拡散接合工程と;前記分岐穴の開口周辺部に位置する前記分岐穴の内面と前記レール穴の内面との境界周辺部の領域に、透明液体を存在させてパルスレーザビームを照射するレーザピーニング処理工程と;前記開口周辺部の表層を除去し、前記開口周辺部の疲労強度を高める表層除去工程と;を備え、
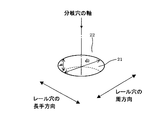
前記レーザピーニング処理を施す領域と前記表層を除去する領域が、それぞれ前記レール穴の内面において、分岐穴の中心からの距離≦分岐穴の直径×0.6・・・(2)および分岐穴の中心方向にレール穴の内面に線分を引いたときの該線分とレール穴の長手方向のなす角≦10°・・・(2’)を満足する領域を包含するものであって、除去する表層の厚みが上記(2)式および上記(2’)式を満足する領域において0.01mm〜0.3mmである。
(2)上記(1)に記載のコモンレールの製造方法では、前記開口周辺部の材料の表層の除去により、前記分岐穴の中心軸を含み前記レール穴の長手方向に沿った断面における前記分岐穴の前記開口部周辺部における形状線の曲率半径が、分岐穴の直径×0.5≦分岐穴の中心からの距離≦分岐穴の直径×0.6・・・(3)を満足する領域の各点において、15μm以上となっていてもよい。
TLB値=(B%)-[(N%)/1.3-{(Ti%)/3.4+(Al%)/4.1}×(Al%)×52]・・・(1)
で示される、接合時に固溶Bを粒界に偏析させるのに有効な値を表すTLB値が0.001%以上であり、前記開口周辺部における形状が、前記分岐穴の中心軸を含み前記レール穴の長手方向に沿った断面における前記分岐穴の前記開口部周辺部における形状線の曲率半径が、
分岐穴の直径×0.5≦分岐穴の中心からの距離≦分岐穴の直径×0.6・・・(3)
を満足する領域の各点において、15μm以上となり、且つ、前記断面におけるレール穴の長手方向に垂直な圧縮応力値が−200MPa以上である。
TLB=(B%)-[(N%)/1.3-{(Ti%)/3.4+(Al%)/4.1}×(Al%)×52]・・・(1)
分岐穴の中心からの距離≦分岐穴の直径×0.6・・・(2)
分岐穴の中心方向にレール穴の内面に線分を引いたときの該線分とレール穴の長手方向のなす角≦10°・・・(2’)
分岐穴の直径×0.5≦分岐穴の中心からの距離≦分岐穴の直径×0.6・・・(3)
分岐穴の中心からの距離≦分岐穴の直径×p3・・・(4)
分岐穴の中心方向にレール穴の内面に線分を引いたときの該線分とレール穴の長手方向のなす角≦p4°・・・(4’)

52番鋼はSiが、53番鋼はMnが過多となって液相拡散接合継手においてMnO−SiO2の複合酸化物を多量に生成し、継手の靱性が低下した結果、継手の疲労特性がレーザピーニング処理した分岐穴開口部よりも低下した例である。
54番鋼はTi添加量が過剰となり、Tiを含む炭窒化物が継手で多量に生成し、継手靱性が低下して継手の疲労特性がレーザピーニング処理した分岐穴開口部よりも低下した例である。
55番鋼はAlの添加量が過剰となり、粗大酸化物が鋼材および液相拡散接合継手に生成し、特に接合部の靱性が低下して継手の疲労特性がレーザピーニング処理した分岐穴開口部よりも低下した例である。
56番鋼はN含有量が過剰となった結果、TLB値が0.001未満となり、接合部の硬度均一性が保たれず、継手近傍で応力集中が生じて継手の疲労特性がレーザピーニング処理した分岐穴開口部よりも低下した例である。
57番鋼はB添加量が不十分で、TLB値が0.001未満となり、接合部の硬度均一性が保たれず、継手近傍で応力集中が生じて継手の疲労特性がレーザピーニング処理した分岐穴開口部よりも低下した例である。
58番鋼はB添加量が過多となって、Bを含む炭化物と硼化物が継手に生成し、靱性が低下した結果、継手の疲労特性がレーザピーニング処理した分岐穴開口部よりも低下した例である。
59番鋼、60番鋼、61番鋼はそれぞれNi、Co、Cu添加量が過多となって残留γが多量に生成し、接合継手の靱性が低下し、継手の疲労特性がレーザピーニング処理した分岐穴開口部よりも低下した例である。
62番鋼はW添加量が過多となって硼化物が継手に多量に生成し、靱性が低下して継手の疲労特性がレーザピーニング処理した分岐穴開口部よりも低下した例である。
63番鋼はVが過多となり、接合継手で粗大V炭化物が生成して靱性が低下し、継手の疲労特性がレーザピーニング処理した分岐穴開口部よりも低下した例である。
64番鋼と65番鋼は、Zr、Nbがそれぞれ過多となり、何れもそれぞれの炭化物を接合継手に多く生成して靱性が低下し、継手の疲労特性がレーザピーニング処理した分岐穴開口部よりも低下した例である。
66〜68番鋼はCa、Mg、Baの添加量が過剰となり、それぞれの酸化物が生成し、接合継手の靱性が低下した結果、継手の疲労特性がレーザピーニング処理した分岐穴開口部よりも低下した例である。
69〜71番鋼ではY、Ce、Laの添加量が過剰となり、それぞれの酸化物が生成し、接合継手の靱性が低下した結果、継手の疲労特性がレーザピーニング処理した分岐穴開口部よりも低下した例である。
72、73、74、75番鋼はAs+Sn+Sb+Pb+Znの添加量総和が0.015%を超え、粒界脆化を来したために、継手の靱性が低下し、継手の疲労特性がレーザピーニング処理した分岐穴開口部よりも低下した例である。
76および77番鋼は化学成分こそ本発明鋼の範囲であるが、TLB値が0.001を下回ったため、継手の強度均一性が保てず、ΔHv(100g)の値が100を超えたことにより、継手に応力集中が生じて、継手の疲労特性がレーザピーニング処理した分岐穴開口部よりも低下した例である。
2 筒壁部
5 レール穴
6 分岐穴
7 レール穴の長手方向に平行となる直径の両端近傍
11 コモンレール本体
12 ホルダー
13 管路
14 支管
15 合金箔
21 内面(分岐穴)
22 内面(レール穴)
23 開口周辺部
31 レーザビーム発振装置
32 レーザビーム
33 集光レンズ
34 光学窓
35 水槽
37 試験片
38、39、41 支持部
40、42 ガイド
43 走査装置
51 レール本体
52 ホルダー
57 レーザビーム
61 照射ヘッド
62 パイプ
63 集光レンズ
64 ミラー
65 ミラー台座
66 集光点
67 支持棒
68、69 切欠き部
70 シール部材
71 突起
Claims (11)
- レール穴と、前記レール穴を囲む筒壁部に形成される分岐穴とが設けられるコモンレール本体と、前記分岐穴に連通する連通穴が形成されるホルダーとを備えるコモンレールの液相拡散結合による製造方法であって、前記コモンレール本体及び前記ホルダー用の素材は、
C:0.01〜0.3質量%、
Si:0.01〜0.5質量%、
Mn:0.01〜3.0質量%、
B:0.0003〜0.01質量%、
N:0.001〜0.01質量%、
Al:0.01超〜0.5質量%、
Ti:0.01〜0.05質量%、の成分を含有し、
Pが0.03質量%以下に制限され、
Sが0.01質量%以下に制限され、
Oが0.01質量%以下に制限され、
As,Sn,Sb,Pb,Znの総和含有量が0.015質量%以下に制限され、
残部がFe及び不可避的不純物を含み、前記コモンレール本体及び前記ホルダー用の素材について、
TLB値=(B%)-[(N%)/1.3-{(Ti%)/3.4+(Al%)/4.1}×(Al%)×52]・・・(1)
で示される、接合時に固溶Bを粒界に偏析させるのに有効な値を表すTLB値が0.001%以上であり、前記製造方法は、
前記コモンレール本体と前記ホルダーとの間に、Bを少なくとも1質量%以上含有するNi基またはFe基のインサートメタルを挿入する挿入工程と;
前記コモンレール本体と前記インサートメタルと前記ホルダーとを、接合温度1000〜1300℃で30秒以上の間1MPa以上の応力を負荷して保持して接合する液相拡散接合工程と;
前記分岐穴の開口周辺部に位置する前記分岐穴の内面と前記レール穴の内面との境界周辺部の領域に、透明液体を存在させてパルスレーザビームを照射するレーザピーニング処理工程と;
前記開口周辺部の表層を除去し、前記開口周辺部の疲労強度を高める表層除去工程と;
を備え、
前記レーザピーニング処理を施す領域と前記表層を除去する領域が、それぞれ前記レール穴の内面において、
分岐穴の中心からの距離≦分岐穴の直径×0.6・・・(2)
および
分岐穴の中心方向にレール穴の内面に線分を引いたときの該線分とレール穴の長手方向のなす角≦10°・・・(2’)
を満足する領域を包含するものであって、
除去する表層の厚みが上記(2)式および上記(2’)式を満足する領域において0.01mm〜0.3mmであることを特徴とする、コモンレールの製造方法。 - 前記開口周辺部の材料の表層の除去により、前記分岐穴の中心軸を含み前記レール穴の長手方向に沿った断面における前記分岐穴の前記開口部周辺部における形状線の曲率半径が、
分岐穴の直径×0.5≦分岐穴の中心からの距離≦分岐穴の直径×0.6・・・(3)
を満足する領域の各点において、15μm以上となることを特徴とする請求項1に記載のコモンレールの製造方法。 - 前記コモンレール本体と前記ホルダーとの少なくとも一方が、更に、
Ni:0.01〜2.0質量%、
Co:0.01〜1.0質量%、
Cu:0.01〜1.0質量%、
W:0.01〜2.0質量%
のうち1種以上を含有することを特徴とする、請求項1または請求項2に記載のコモンレールの製造方法。 - 前記コモンレール本体と前記ホルダーとの少なくとも一方が、更に、
Zr:0.001〜0.05質量%、
Nb:0.001〜0.05質量%、
V:0.001〜0.5質量%
のうち1種以上を含有することを特徴とする、請求項1〜請求項3の何れか一項に記載のコモンレールの製造方法。 - 前記コモンレール本体と前記ホルダーとの少なくとも一方が、更に、
Ca:0.0005〜0.005質量%、
Mg:0.0005〜0.005質量%、
Ba:0.0005〜0.005質量%
のいずれかの硫化物形態制御元素、および
Y:0.001〜0.05質量%、
Ce:0.001〜0.05質量%、
La:0.001〜0.05質量%
のいずれかの希土類元素のうち、1種以上を含有することを特徴とする、請求項1〜請求項4の何れか一項に記載のコモンレールの製造方法。 - 前記開口周辺部の材料の表層の除去は、電解研磨もしくは流体研磨によって行うことを特徴とする、請求項1から5のいずれか1項に記載のコモンレールの製造方法。
- 前記パルスレーザビームのパルスエネルギーが1mJ〜10Jであることを特徴とする、請求項1〜請求項6の何れか一項に記載のコモンレールの製造方法。
- 前記レーザピーニング処理を施す前に、前記開口周辺部を面取り加工することを特徴とする、請求項1から7のいずれか1項に記載のコモンレールの製造方法。
- 前記面取り加工を施す領域が、前記(2)式および(2’)式を満足する領域を包含することを特徴とする、請求項8に記載のコモンレールの製造方法。
- 前記レーザピーニング処理に用いる前記透明液体がアルコール、又は防錆剤の入った水であることを特徴とする、請求項1から9のいずれか1項に記載のコモンレールの製造方法。
- レール穴と、前記レール穴を囲む筒壁部に形成される分岐穴とが設けられるコモンレール本体と、前記分岐穴に連通する連通穴が形成されるホルダーとを備え、請求項1に記載の液相拡散結合によるコモンレールの製造方法によって製造されたコモンレールであって、前記コモンレール本体及び前記ホルダー用の素材は、
C:0.01〜0.3質量%、
Si:0.01〜0.5質量%、
Mn:0.01〜3.0質量%、
B:0.0003〜0.01質量%、
N:0.001〜0.01質量%、
Al:0.01超〜0.5質量%、
Ti:0.01〜0.05質量%、の成分を含有し、
Pが0.03質量%以下に制限され、
Sが0.01質量%以下に制限され、
Oが0.01質量%以下に制限され、
As,Sn,Sb,Pb,Znの総和が0.015質量%以下に制限され、
残部がFe及び不可避的不純物を含み、前記コモンレール本体及び前記ホルダー用の素材について、
TLB値=(B%)-[(N%)/1.3-{(Ti%)/3.4+(Al%)/4.1}×(Al%)×52]・・・(1)
で示される、接合時に固溶Bを粒界に偏析させるのに有効な値を表すTLB値が0.001%以上であり、
前記開口周辺部における形状が、前記分岐穴の中心軸を含み前記レール穴の長手方向に沿った断面における前記分岐穴の前記開口部周辺部における形状線の曲率半径が、
分岐穴の直径×0.5≦分岐穴の中心からの距離≦分岐穴の直径×0.6・・・(3)
を満足する領域の各点において、15μm以上であり、
且つ、前記断面におけるレール穴の長手方向に垂直な圧縮応力値が−200MPa以上であることを特徴とするコモンレール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010525090A JP4772923B2 (ja) | 2009-03-12 | 2010-03-05 | コモンレールの製造方法およびコモンレール |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009059918 | 2009-03-12 | ||
| JP2009059918 | 2009-03-12 | ||
| PCT/JP2010/001572 WO2010103772A1 (ja) | 2009-03-12 | 2010-03-05 | コモンレールの製造方法およびコモンレール |
| JP2010525090A JP4772923B2 (ja) | 2009-03-12 | 2010-03-05 | コモンレールの製造方法およびコモンレール |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4772923B2 true JP4772923B2 (ja) | 2011-09-14 |
| JPWO2010103772A1 JPWO2010103772A1 (ja) | 2012-09-13 |
Family
ID=42728068
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010525090A Expired - Fee Related JP4772923B2 (ja) | 2009-03-12 | 2010-03-05 | コモンレールの製造方法およびコモンレール |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8794215B2 (ja) |
| EP (1) | EP2305995B1 (ja) |
| JP (1) | JP4772923B2 (ja) |
| KR (1) | KR101218849B1 (ja) |
| CN (1) | CN101981302B (ja) |
| HU (1) | HUE039884T2 (ja) |
| WO (1) | WO2010103772A1 (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2950396B1 (fr) * | 2009-09-22 | 2012-04-27 | Mark Iv Systemes Moteurs Sa | Module fonctionnel integrant un repartiteur et une rampe d'injection et son procede de fabrication |
| JP5481396B2 (ja) * | 2009-11-19 | 2014-04-23 | 新日鐵住金株式会社 | コモンレール、コモンレールホルダー、及びコモンレールの製造方法 |
| US20130192564A1 (en) * | 2012-01-26 | 2013-08-01 | Cummins Inc. | Laser shock peening applied to fuel system pump head |
| JP5778055B2 (ja) | 2012-02-15 | 2015-09-16 | 新日鐵住金株式会社 | 熱間鍛造用圧延棒鋼および熱間鍛造素形材ならびにコモンレールおよびその製造方法 |
| RU2482195C1 (ru) * | 2012-03-28 | 2013-05-20 | Федеральное государственное бюджетное учреждение науки Объединенный институт высоких температур Российской академии наук (ОИВТ РАН) | Способ плазменной обработки тела вращения |
| EP2772746B1 (en) * | 2012-05-29 | 2017-07-05 | Nippon Steel & Sumitomo Metal Corporation | Component fracture evaluation device, component fracture evaluation method, and computer program |
| US9803258B2 (en) * | 2012-08-13 | 2017-10-31 | United Technologies Corporation | Post processing of components that are laser peened |
| RU2492272C1 (ru) * | 2012-09-14 | 2013-09-10 | Юлия Алексеевна Щепочкина | Сталь |
| US20140353295A1 (en) * | 2013-05-29 | 2014-12-04 | Regent Technologies Limited | System, method and apparatus for removing a burr from a slotted pipe |
| CN103882308A (zh) * | 2014-02-18 | 2014-06-25 | 芜湖市鸿坤汽车零部件有限公司 | 一种用于输油泵阀座的合金钢材料及其制备方法 |
| JP6070617B2 (ja) * | 2014-04-03 | 2017-02-01 | Jfeスチール株式会社 | 耐内圧疲労特性に優れた燃料噴射管用継目無鋼管 |
| CN104141095B (zh) * | 2014-08-13 | 2016-10-05 | 山东金马工业集团股份有限公司 | 发动机高压共轨锻件 |
| RU2556442C1 (ru) * | 2014-10-21 | 2015-07-10 | Юлия Алексеевна Щепочкина | Сталь |
| CN104342597A (zh) * | 2014-11-24 | 2015-02-11 | 海安县鹰球粉末冶金有限公司 | 一种自润滑气门导管合金材料及其制备方法 |
| DE102015103206B4 (de) * | 2015-03-05 | 2021-02-04 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Pleuelstange mit einer Exzenter-Verstelleinrichtung und Verbrennungsmotor mit einstellbarem Verdichtungsverhältnis |
| WO2017109928A1 (ja) * | 2015-12-25 | 2017-06-29 | ギガフォトン株式会社 | レーザ照射装置 |
| DE102017205018A1 (de) * | 2017-03-24 | 2018-09-27 | Robert Bosch Gmbh | Verfahren zur Herstellung einer Drosselstelle in einem Bauteil, insbesondere in einem Kraftstoffinjektor sowie Kraftstoffinjektor selbst |
| JP2019113004A (ja) * | 2017-12-25 | 2019-07-11 | 臼井国際産業株式会社 | 高圧直噴用のレール |
| CN108265229A (zh) * | 2017-12-27 | 2018-07-10 | 柳州璞智科技有限公司 | 一种关节机器人用金属材料及其制备方法 |
| SG11202009738PA (en) | 2018-04-23 | 2020-10-29 | Lsp Technologies Inc | Apparatus for laser peening hidden surfaces |
| JP7144234B2 (ja) * | 2018-08-20 | 2022-09-29 | 株式会社Subaru | レーザピーニング加工装置及びレーザピーニング加工方法 |
| EP3984684A4 (en) * | 2019-06-17 | 2022-11-02 | Nippon Steel Corporation | GLUED CONNECTION AND ELEMENT FOR A MOTOR VEHICLE |
| CN112958906B (zh) * | 2021-03-25 | 2022-02-18 | 南京航空航天大学 | 一种适用于AlN板材的激光加工装置及方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004083980A (ja) * | 2002-08-26 | 2004-03-18 | Nippon Steel Corp | 接合部の硬さ均一性に優れた液相拡散接合用鋼材 |
| JP2006322446A (ja) * | 2005-04-19 | 2006-11-30 | Nippon Steel Corp | コモンレールおよびその製造方法 |
| JP2007040244A (ja) * | 2005-08-04 | 2007-02-15 | Nippon Steel Corp | コモンレールの製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06234082A (ja) * | 1990-06-28 | 1994-08-23 | Kankoku Kikai Kenkyusho | ベースメタルより溶融温度が高い挿入材を使用した液相拡散接合方法 |
| JP3373638B2 (ja) | 1994-03-09 | 2003-02-04 | 株式会社東芝 | レーザーピーニング方法 |
| CA2230742A1 (en) * | 1997-03-03 | 1998-09-03 | Usui Kokusai Sangyo Kaisha Limited | Common rail and method of manufacturing the same. |
| JP2003214291A (ja) | 2002-01-21 | 2003-07-30 | Fukuju Kogyo Kk | コモンレール及びその製造方法 |
| JP2004027968A (ja) | 2002-06-26 | 2004-01-29 | Otics Corp | コモンレールおよびその製造方法 |
| JP3880925B2 (ja) | 2002-12-24 | 2007-02-14 | 株式会社オティックス | コモンレールおよびその製造方法 |
| JP4540392B2 (ja) * | 2003-06-02 | 2010-09-08 | 新日本製鐵株式会社 | 金属機械部品の液相拡散接合方法 |
| JP4598592B2 (ja) * | 2004-11-16 | 2010-12-15 | アスモ株式会社 | クラッチ装置、モータ装置、及びワイパモータ |
| JP4386888B2 (ja) | 2005-12-28 | 2009-12-16 | 新日本製鐵株式会社 | 自動車用高圧燃料噴射蓄圧分配器およびその製造方法 |
| JP4677897B2 (ja) | 2005-12-28 | 2011-04-27 | トヨタ自動車株式会社 | 内燃機関の点火時期制御装置 |
| US8080353B2 (en) * | 2007-09-04 | 2011-12-20 | Xerox Corporation | Toner compositions |
| JP4724698B2 (ja) * | 2007-09-20 | 2011-07-13 | 新日本製鐵株式会社 | コモンレールの製造方法 |
| JP4790844B2 (ja) * | 2007-11-12 | 2011-10-12 | 新日本製鐵株式会社 | コモンレールの製造方法および部分強化されたコモンレール |
| JP4740274B2 (ja) * | 2008-03-14 | 2011-08-03 | 新日本製鐵株式会社 | コモンレールの製造方法および部分強化されたコモンレール |
| JP4740275B2 (ja) * | 2008-03-14 | 2011-08-03 | 新日本製鐵株式会社 | コモンレールの製造方法および部分強化されたコモンレール |
-
2010
- 2010-03-05 WO PCT/JP2010/001572 patent/WO2010103772A1/ja active Application Filing
- 2010-03-05 JP JP2010525090A patent/JP4772923B2/ja not_active Expired - Fee Related
- 2010-03-05 EP EP10750530.7A patent/EP2305995B1/en not_active Not-in-force
- 2010-03-05 HU HUE10750530A patent/HUE039884T2/hu unknown
- 2010-03-05 US US12/736,247 patent/US8794215B2/en not_active Expired - Fee Related
- 2010-03-05 CN CN2010800013139A patent/CN101981302B/zh not_active Expired - Fee Related
- 2010-03-05 KR KR1020107021686A patent/KR101218849B1/ko active IP Right Grant
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004083980A (ja) * | 2002-08-26 | 2004-03-18 | Nippon Steel Corp | 接合部の硬さ均一性に優れた液相拡散接合用鋼材 |
| JP2006322446A (ja) * | 2005-04-19 | 2006-11-30 | Nippon Steel Corp | コモンレールおよびその製造方法 |
| JP2007040244A (ja) * | 2005-08-04 | 2007-02-15 | Nippon Steel Corp | コモンレールの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101981302A (zh) | 2011-02-23 |
| EP2305995A4 (en) | 2017-01-18 |
| EP2305995B1 (en) | 2018-05-02 |
| EP2305995A1 (en) | 2011-04-06 |
| KR20100123887A (ko) | 2010-11-25 |
| JPWO2010103772A1 (ja) | 2012-09-13 |
| WO2010103772A1 (ja) | 2010-09-16 |
| US20110005493A1 (en) | 2011-01-13 |
| HUE039884T2 (hu) | 2019-02-28 |
| KR101218849B1 (ko) | 2013-01-09 |
| CN101981302B (zh) | 2013-04-24 |
| US8794215B2 (en) | 2014-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4772923B2 (ja) | コモンレールの製造方法およびコモンレール | |
| JP4790844B2 (ja) | コモンレールの製造方法および部分強化されたコモンレール | |
| JP4811166B2 (ja) | 引張強度800MPaを超える超高強度溶接鋼管の製造方法 | |
| JP5392441B1 (ja) | 耐水素誘起割れ性に優れた高強度ラインパイプ用鋼管及びこれに用いる高強度ラインパイプ用鋼板、並びにこれらの製造方法 | |
| JP6435122B2 (ja) | 冷間プレス成形角形鋼管用厚鋼板、冷間プレス成形角形鋼管、及び溶接方法 | |
| JP2005232513A (ja) | 高強度鋼板とその製造方法 | |
| JP4740274B2 (ja) | コモンレールの製造方法および部分強化されたコモンレール | |
| KR102165756B1 (ko) | 페라이트계 내열강 용접 구조체의 제조 방법 및 페라이트계 내열강 용접 구조체 | |
| JP4740275B2 (ja) | コモンレールの製造方法および部分強化されたコモンレール | |
| JP5157030B2 (ja) | 耐hic性に優れた高強度ラインパイプ用鋼の製造方法 | |
| JP2005171300A (ja) | 大入熱溶接用高張力鋼と溶接金属 | |
| JP5292869B2 (ja) | 耐内圧破壊特性に優れた高強度鋼管及びその製造方法 | |
| JP4857855B2 (ja) | 継手疲労強度に優れた溶接用耐疲労亀裂鋼板 | |
| EP1104816A1 (en) | High-tension steel material with excellent suitability for welding with high-energy-density heat source and welded structure thereof | |
| JP5044928B2 (ja) | 継手疲労強度に優れた溶接用耐疲労亀裂鋼板 | |
| JP2020204075A (ja) | 大入熱溶接用高強度鋼板 | |
| JP2002180181A (ja) | 極低炭素系高張力鋼溶接継手の製造方法および溶接鋼構造物 | |
| JP3887300B2 (ja) | 成形性と溶接後処理性に優れた高強度鋼板 | |
| JP7553882B1 (ja) | フラッシュバット溶接レールの製造方法 | |
| JP3972828B2 (ja) | 700MPa超級非調質厚鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110531 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110622 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140701 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4772923 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140701 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140701 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140701 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |