JP4762264B2 - カメラモジュールおよびカメラモジュールの製造方法 - Google Patents
カメラモジュールおよびカメラモジュールの製造方法 Download PDFInfo
- Publication number
- JP4762264B2 JP4762264B2 JP2008095176A JP2008095176A JP4762264B2 JP 4762264 B2 JP4762264 B2 JP 4762264B2 JP 2008095176 A JP2008095176 A JP 2008095176A JP 2008095176 A JP2008095176 A JP 2008095176A JP 4762264 B2 JP4762264 B2 JP 4762264B2
- Authority
- JP
- Japan
- Prior art keywords
- insulating substrate
- shield
- lens holder
- camera module
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 19
- 239000000758 substrate Substances 0.000 claims description 133
- 229910000679 solder Inorganic materials 0.000 claims description 56
- 239000000853 adhesive Substances 0.000 claims description 50
- 230000001070 adhesive effect Effects 0.000 claims description 50
- 238000003384 imaging method Methods 0.000 claims description 30
- 239000011521 glass Substances 0.000 claims description 7
- 239000011347 resin Substances 0.000 claims description 7
- 229920005989 resin Polymers 0.000 claims description 7
- 239000002184 metal Substances 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims description 2
- 238000000034 method Methods 0.000 description 7
- 230000000694 effects Effects 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 4
- 230000000903 blocking effect Effects 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 230000001413 cellular effect Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
Images





Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B7/00—Mountings, adjusting means, or light-tight connections, for optical elements
- G02B7/02—Mountings, adjusting means, or light-tight connections, for optical elements for lenses
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03B—APPARATUS OR ARRANGEMENTS FOR TAKING PHOTOGRAPHS OR FOR PROJECTING OR VIEWING THEM; APPARATUS OR ARRANGEMENTS EMPLOYING ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ACCESSORIES THEREFOR
- G03B17/00—Details of cameras or camera bodies; Accessories therefor
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/341—Surface mounted components
- H05K3/3431—Leadless components
- H05K3/3436—Leadless components having an array of bottom contacts, e.g. pad grid array or ball grid array components
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Lens Barrels (AREA)
- Studio Devices (AREA)
- Transforming Light Signals Into Electric Signals (AREA)
Description
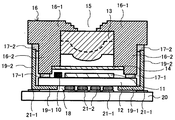
図1は、第1の実施形態に係るカメラモジュールの構造断面図を示す。
図5は、他の実施形態に係るカメラモジュールの構造断面図を示す。
図6は、他の実施形態に係るカメラモジュールの構造断面図を示す。
11・・・撮像素子
12・・・絶縁基板
12’・・・ガラス基板
13・・・レンズ
14・・・赤外線カットフィルタ
15・・・光入射用開口部
16・・・レンズホルダ
16−1・・・レンズホルダの径大部
16−2・・・レンズホルダの径小部
17・・・接着剤
17−1・・・レンズホルダ(バレル)の径小部の下部と絶縁基板との間の接着剤
17−2・・・レンズホルダ(バレル)の径大部の下部とシールドの上端部との間の接着剤
18・・・導電用開口部
19・・・シールド
19−1・・・シールドの底部
19−2・・・シールドの側部
20・・・実装基板
21−1・・・半田ペースト
21−2・・・半田ボール
22・・・バレル
22−1・・・バレルの径大部
22−2・・・バレルの径小部
23・・・ネジ構造
Claims (11)
- 撮像素子を有する絶縁基板と、
この絶縁基板または前記撮像素子の下面に形成された複数の半田ボールと、
前記絶縁基板上に固着され、上部径大部及び下部径小部からなる筒状のレンズホルダと、
このレンズホルダの前記径小部に嵌合し、前記レンズホルダの径大部に接着された筒状の側部および、前記絶縁基板または前記撮像素子の下面と接し、導電用開口部を有する板状の底部からなる有底筒状のシールドと、
前記複数の半田ボールを介して前記絶縁基板または前記撮像素子に接続され、前記シールドの前記底部に接する実装基板と、
を具備することを特徴とするカメラモジュール。 - 前記レンズホルダは、前記レンズホルダの前記径小部の下端と前記絶縁基板との間に塗布された接着剤により、前記絶縁基板上に固着されるとともに、
前記シールドは、前記レンズホルダの前記径大部の下面と前記シールドの上端部との間に塗布された接着剤により、前記レンズホルダに固着されることを特徴とする請求項1に記載のカメラモジュール。 - 撮像素子を有する絶縁基板と、
この絶縁基板または前記撮像素子の下面に形成された複数の半田ボールと、
前記絶縁基板上に固着され、上部径大部及び下部径小部からなり、内側部にネジ構造を有する筒状のバレルと、
このバレルの内側部のネジ構造に対応したネジ構造を外側部に有し、これによって前記バレルに保持されるレンズホルダと、
前記バレルの前記径小部に嵌合し、前記バレルの径大部に接着された筒状の側部および、前記絶縁基板または前記撮像素子の下面と接し、導電用開口部を有する板状の底部からなる有底筒状のシールドと、
前記複数の半田ボールを介して前記絶縁基板または前記撮像素子に接続され、前記シールドの前記底部に接続する実装基板と、
を具備することを特徴とするカメラモジュール。 - 前記バレルは、前記バレルの前記径小部の下端と前記絶縁基板との間に塗布された接着剤により、前記絶縁基板上に固着されるとともに、
前記シールドは、前記バレルの前記径大部の下面と前記シールドの上端部との間に塗布された接着剤により、前記バレルに固着されることを特徴とする請求項3に記載のカメラモジュール。 - 前記複数の半田ボール、および前記シールドの底部は、前記実装基板上に形成された半田ペーストを介して、前記実装基板に接続することを特徴とする請求項1乃至4のいずれかに記載のカメラモジュール。
- 前記複数の半田ボールの下部を結んで形成される面は、前記シールドの底部の下面より下方に位置することを特徴とする請求項5に記載のカメラモジュール。
- 前記シールドは、金属または導通性の樹脂により形成されていることを特徴とする請求項1乃至6のいずれかに記載のカメラモジュール。
- 前記絶縁基板はガラス基板であり、
前記撮像素子は、前記ガラス基板の裏面に固定されたことを特徴とする請求項1乃至7のいずれかに記載のカメラモジュール。 - 撮像素子を有する絶縁基板と、内部にレンズを有し、上部径大部と下部径小部からなるレンズホルダの下端との間に第1の接着剤を塗布することにより、前記絶縁基板上に前記レンズホルダを固定する工程と、
この工程により前記絶縁基板上に固定された前記レンズホルダを上下反転させた後に、前記絶縁基板または前記撮像素子の下面に複数の半田ボールを形成する工程と、
前記レンズホルダの前記径小部に嵌合する筒状の側部および、導電用開口部を有する板状の底部からなるシールドの前記底部が、前記絶縁基板または前記撮像素子の下面に接するように前記シールドを配置し、この配置された前記シールドの側部上端と前記レンズホルダ径大部の下面との間に、第2の接着剤を塗布する工程と、
前記シールドの前記底部を実装基板と前記絶縁基板または前記撮像素子との間にはさみこむように、前記実装基板の表面に前記絶縁基板を押し当てる工程と、
前記実装基板と前記絶縁基板または前記撮像素子との間に前記シールドの前記底部がはさみこまれた状態で、前記第2の接着剤を硬化させる工程と、
を具備することを特徴とするカメラモジュールの製造方法。 - 前記複数の半田ボールおよび前記シールドの前記底部は、前記実装基板上に形成された複数の半田ペーストを介して、前記実装基板に接することを特徴とする請求項9に記載のカメラモジュールの製造方法。
- 前記絶縁基板または前記撮像素子の下面に前記複数の半田ボールを形成する工程は、前記複数の半田ボールの高さが、前記シールドの前記底部の厚さよりも高くなるように形成することを特徴とする請求項10に記載のカメラモジュールの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008095176A JP4762264B2 (ja) | 2008-04-01 | 2008-04-01 | カメラモジュールおよびカメラモジュールの製造方法 |
| US12/415,409 US7876513B2 (en) | 2008-04-01 | 2009-03-31 | Camera module and method for manufacturing the same |
| US12/964,450 US8164841B2 (en) | 2008-04-01 | 2010-12-09 | Camera module |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008095176A JP4762264B2 (ja) | 2008-04-01 | 2008-04-01 | カメラモジュールおよびカメラモジュールの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009253363A JP2009253363A (ja) | 2009-10-29 |
| JP2009253363A5 JP2009253363A5 (ja) | 2011-03-03 |
| JP4762264B2 true JP4762264B2 (ja) | 2011-08-31 |
Family
ID=41116800
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008095176A Expired - Fee Related JP4762264B2 (ja) | 2008-04-01 | 2008-04-01 | カメラモジュールおよびカメラモジュールの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (2) | US7876513B2 (ja) |
| JP (1) | JP4762264B2 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011023889A (ja) * | 2009-07-14 | 2011-02-03 | Fujifilm Corp | 撮影モジュールおよび結像調整方法 |
| KR101081997B1 (ko) * | 2009-12-04 | 2011-11-09 | 삼성전기주식회사 | 카메라 모듈 |
| KR20110063158A (ko) * | 2009-12-04 | 2011-06-10 | 삼성전기주식회사 | 카메라 모듈 |
| JP5482231B2 (ja) * | 2010-01-26 | 2014-05-07 | 株式会社リコー | 撮像装置 |
| JP5017406B2 (ja) | 2010-03-24 | 2012-09-05 | 株式会社東芝 | カメラモジュール |
| KR101128931B1 (ko) * | 2010-08-11 | 2012-03-27 | 삼성전기주식회사 | 카메라 모듈 |
| JP5682185B2 (ja) * | 2010-09-07 | 2015-03-11 | ソニー株式会社 | 半導体パッケージおよび半導体パッケージの製造方法ならびに光学モジュール |
| JP2012242587A (ja) * | 2011-05-19 | 2012-12-10 | Toshiba Corp | カメラモジュールおよびカメラモジュールの製造方法 |
| US20130083229A1 (en) * | 2011-09-30 | 2013-04-04 | Omnivision Technologies, Inc. | Emi shield for camera module |
| WO2016117222A1 (ja) * | 2015-01-19 | 2016-07-28 | シャープ株式会社 | カメラモジュールの製造方法及びカメラモジュール |
| US10070028B2 (en) * | 2016-02-10 | 2018-09-04 | Microsoft Technology Licensing, Llc | Optical systems and methods of use |
| DE112018002808T5 (de) * | 2017-05-30 | 2020-03-19 | Sony Semiconductor Solutions Corporation | Kameraeinheit und mobiler körper |
| JP6730239B2 (ja) * | 2017-09-27 | 2020-07-29 | 京セラ株式会社 | 撮像装置、撮像装置の製造方法、及び移動体 |
| TWI728467B (zh) * | 2019-09-17 | 2021-05-21 | 大陽科技股份有限公司 | 相機模組以及電子裝置 |
| CN114460789A (zh) * | 2020-11-02 | 2022-05-10 | 阿尔卑斯阿尔派株式会社 | 透镜驱动装置以及相机模块 |
| DE102021209301A1 (de) | 2021-08-25 | 2023-03-02 | Robert Bosch Gesellschaft mit beschränkter Haftung | Bilderfassungseinrichtung und Verfahren zum Herstellen einer Bilderfassungseinrichtung |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4292383B2 (ja) * | 2003-05-19 | 2009-07-08 | セイコーエプソン株式会社 | 光デバイスの製造方法 |
| JP2005229431A (ja) | 2004-02-13 | 2005-08-25 | Toshiba Corp | 電子機器のカメラモジュール |
| JP4407339B2 (ja) * | 2004-03-26 | 2010-02-03 | パナソニック株式会社 | 撮像装置 |
| JP2007288755A (ja) * | 2006-04-14 | 2007-11-01 | Optopac Co Ltd | カメラモジュール |
| JP4799543B2 (ja) * | 2007-12-27 | 2011-10-26 | 株式会社東芝 | 半導体パッケージ及びカメラモジュール |
| JP4946921B2 (ja) * | 2008-03-05 | 2012-06-06 | ソニー株式会社 | カメラモジュール |
-
2008
- 2008-04-01 JP JP2008095176A patent/JP4762264B2/ja not_active Expired - Fee Related
-
2009
- 2009-03-31 US US12/415,409 patent/US7876513B2/en not_active Expired - Fee Related
-
2010
- 2010-12-09 US US12/964,450 patent/US8164841B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20090244728A1 (en) | 2009-10-01 |
| US20110076007A1 (en) | 2011-03-31 |
| US7876513B2 (en) | 2011-01-25 |
| US8164841B2 (en) | 2012-04-24 |
| JP2009253363A (ja) | 2009-10-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4762264B2 (ja) | カメラモジュールおよびカメラモジュールの製造方法 | |
| JP2009253363A5 (ja) | ||
| JP4096588B2 (ja) | 撮像装置 | |
| KR102384157B1 (ko) | 반도체 패키지 및 그 제조 방법 | |
| JP2010191345A (ja) | レンズユニット、カメラモジュール、及びレンズユニットの製造方法 | |
| KR20190113856A (ko) | 촬영모듈 및 그 몰드감광 어셈블리와 제조방법, 및 전자장치 | |
| TW202019155A (zh) | 攝像模組及其感光元件和製造方法 | |
| TW200425489A (en) | Image pickup device and portable terminal equipped therewith | |
| JP2007299929A (ja) | 光学デバイス装置とそれを用いた光学デバイスモジュール | |
| JP2007184801A (ja) | カメラモジュール | |
| US8699154B2 (en) | Camera lens assembly and producing method thereof | |
| JP2010219713A (ja) | 撮像装置 | |
| JP2013118230A (ja) | 固体撮像装置 | |
| JP2007206337A (ja) | 光モジュールの製造方法 | |
| JP2007317719A (ja) | 撮像装置及びその製造方法 | |
| JP2005260436A (ja) | 撮像モジュールおよびこれを用いた撮像装置 | |
| US20200186684A1 (en) | Circuit board assembly, camera module, and electronic device including the same | |
| WO2017134972A1 (ja) | 撮像素子パッケージ及び撮像装置 | |
| JP2009141406A (ja) | カメラモジュールの製造方法 | |
| TWM470285U (zh) | 影像擷取模組及其影像感測單元 | |
| TW201708863A (zh) | 鏡頭調焦方法與光學模組 | |
| TWI564610B (zh) | 攝像模組及其製造方法 | |
| JP2011165774A (ja) | 固体撮像装置の製造方法 | |
| JP2005242242A (ja) | 画像センサパッケージおよびカメラモジュール | |
| TWI555398B (zh) | 攝像模組及其製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100728 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110114 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20110114 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20110131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110223 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110510 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110607 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140617 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |