JP4730177B2 - ラミネート装置 - Google Patents
ラミネート装置 Download PDFInfo
- Publication number
- JP4730177B2 JP4730177B2 JP2006105074A JP2006105074A JP4730177B2 JP 4730177 B2 JP4730177 B2 JP 4730177B2 JP 2006105074 A JP2006105074 A JP 2006105074A JP 2006105074 A JP2006105074 A JP 2006105074A JP 4730177 B2 JP4730177 B2 JP 4730177B2
- Authority
- JP
- Japan
- Prior art keywords
- card
- holder
- laminating
- roller
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000010030 laminating Methods 0.000 title claims description 93
- 230000001681 protective effect Effects 0.000 claims description 14
- 239000000463 material Substances 0.000 claims description 13
- 239000005001 laminate film Substances 0.000 description 42
- 238000003780 insertion Methods 0.000 description 20
- 230000037431 insertion Effects 0.000 description 20
- 238000000034 method Methods 0.000 description 16
- 238000001514 detection method Methods 0.000 description 12
- 238000010586 diagram Methods 0.000 description 11
- 238000003475 lamination Methods 0.000 description 10
- 230000008569 process Effects 0.000 description 8
- 238000004804 winding Methods 0.000 description 8
- 230000005540 biological transmission Effects 0.000 description 7
- 230000007246 mechanism Effects 0.000 description 6
- 238000003825 pressing Methods 0.000 description 6
- 238000012937 correction Methods 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 125000002066 L-histidyl group Chemical group [H]N1C([H])=NC(C([H])([H])[C@](C(=O)[*])([H])N([H])[H])=C1[H] 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0046—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by constructional aspects of the apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/18—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only
- B32B37/182—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only one or more of the layers being plastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B41/00—Arrangements for controlling or monitoring lamination processes; Safety arrangements
- B32B2041/06—Starting the lamination machine or method
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2425/00—Cards, e.g. identity cards, credit cards
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1712—Indefinite or running length work
- Y10T156/1734—Means bringing articles into association with web
Landscapes
- Lining Or Joining Of Plastics Or The Like (AREA)
- Credit Cards Or The Like (AREA)
Description
具体的には、例えば、約30μm〜50μm厚の帯状の透明フィルムと印刷済みのカードの表面とを熱圧着することで、その表面にフィルムを貼着し保護膜とするものである。
この特許文献1に記載されたラミネート装置は、プラスチックや上質紙等からなる被記録媒体(カード等)の表面に、PET等の基材上に保護層となる樹脂層が形成された保護体(ラミネートフィルム)を、加熱ローラにより熱圧着して樹脂層をラミネートするものである。
この方法の場合、ラミネートフィルムは、基材と接着層とからなり、あらかじめ貼着させる範囲の境界(通常はカードの外形)にハーフカット処理が施されている。
そして、ラミネート加工において、貼着しない部分がそのハーフカット部で切断されて分離する。
このラミネートフィルムのキャリアには、パッチの位置を識別するためのセンサーマークが付与されている。
このようなロール状のラミネートフィルムの場合、カードラミネータ装置によって連続的にカード面へパッチをラミネートすることが可能となっている。
このばらつきは、1つのフィルムロール内では小さく、各ロール毎でのばらつきが大きいことが経験的に知られている。
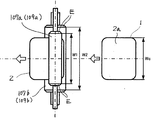
図16はフィルムロールの巻き取り方向へのパッチの位置ずれを示す模式図であり、図17はフィルムロールの巻取り方向に直交する方向のパッチ位置ずれを示す模式図である。
また、この各パッチ1203にそれぞれ対応するセンサーマーク1201がキャリア1203Cの側端部に設けられている。
この図で、正規の位置に貼付されたパッチを破線1202で示している。そして、キャリア1203Cのロール方向におけるセンサーマーク1201から正規位置のパッチまでの距離を矢印1204で、また、貼付位置ずれ量を矢印1205で示している。
また、この各パッチ1303にそれぞれ対応するセンサーマーク1301がキャリア1303Cの側端部に設けられている。
この図では、正規の位置に貼付されたパッチを破線1302で示している。そして、キャリア1303Cのロール方向に直交する方向おけるセンサーマーク1301から正規位置のパッチまでの距離を矢印1304で、また、貼付位置ずれ量を矢印1305で示している。
このように、パッチの貼付位置が正規位置からずれたままカード面にパッチをラミネートすると、カードに対するパッチのラミネート位置が例えばロット毎にずれることになる。
一方、ロール方向に直交する方向のずれに対しては、同一ロール内でのパッチのずれがほぼ定量であることから、フィルムロールを供給軸に装着する際の軸への差し込み深さを作業者が目分量で調整して補正することが行われている。
しかしながら、これは目視と経験に頼る作業であるから、ずれ補正を高精度に安定して行うことが極めて難しいという課題があった。
すなわち、カード(1)の1面(1a)に、保護膜形成材(2a)を有して筒状のコアボビン(1001)に巻回されたラミネートフィルム(2)のロールから該ラミネートフィルム(2)を巻き出して重ね、両者(1a,2)を熱圧着して前記1面(1a)に前記保護膜形成材(2a)を貼着する熱圧着部(LR)を備えたラミネート装置(100)であって、
前記コアボビン(1001)を、その軸(CL)回りに回動可能となるように当該コアボビン(1001)の両端部でそれぞれ支持する第1のボビンホルダ(BH1)及び第2のボビンホルダ(BH2)と、を備え、
前記第1のボビンホルダ(BH1)は、軸(1004)と、該軸(1004)に固定されると共にその軸(1004)に沿う方向の互いに異なる位置に形成された複数の当て面部(1002t1〜t4)を有する固定部(1002)と、前記軸(1004)に沿って移動可能とされ前記固定部(1002)の複数の当て面部(1002t1〜t4)の内の一つに対して選択的に当接可能とされた移動部(1003)と、を備える一方、前記第2のボビンホルダ(BH2)は、軸(110)と、該軸(110)に沿って移動可能であると共に前記移動部(1003)に向けて付勢されたホルダ部(601)と、を備え、
前記コアボビン(1001)は、前記移動部(1003)と前記ホルダ部(601)との間に挟まれて支持されることを特徴とするラミネート装置(100)である。
図1は、本発明のラミネート装置の実施例における構造を説明する内部構成図である。
図2は、本発明のラミネート装置の実施例における駆動系を説明する図である。
図3は、本発明のラミネート装置の実施例におけるブロック構成図である。
図4は、本発明のラミネート装置の実施例における要部を説明する図である。
図5は、本発明のラミネート装置の実施例を説明する概略図である。
図6は、本発明のラミネート装置の実施例におけるタイミングチャートである。
図7は、本発明のラミネート装置の実施例における構造を説明する平面図である。
図8は、本発明のラミネート装置の実施例における構造を説明する概略図である。
図9は、本発明のラミネート装置の実施例における要部を説明する斜視図である。
図10は、本発明のラミネート装置の実施例における要部を説明する部分的分解図である。
図11は、本発明のラミネート装置の実施例における要部を説明する断面図である。
図12は、本発明のラミネート装置の実施例における要部を構成する固定ホルダを説明する斜視図である。
図13は、本発明のラミネート装置の実施例における要部を構成する可動ホルダを説明する斜視図である。
図14は、本発明のラミネート装置の実施例における要部の作用を説明するための斜視図である。
図15は、本発明のラミネート装置の実施例における要部の作用を説明するための平面図である。
このラミネート装置100は、情報が記録されたカード表面にラミネート加工を行う装置である。
具体的には、カード挿入口101から挿入されたカード1の表面1aにラミネートフィルムを貼着し、その後、カード1を排出口119から排出するものである。
また、この実施例で例示するカードは、例えばPVC(ポリ塩化ビニル)製であるが、これに限定されるものではない。
以下、この装置について具体的にカード1の搬送経路に沿って説明する。
この搬入経路上を搬送されたカード1の表面1aに対してラミネート加工が施される。
このラミネート加工は、ヒートローラ106a及びヒートプレスシャフト106bの組からなるラミネートローラ部LRで行われる。
図7は、第1搬出ローラ部L1を図1の上方側からみた平面図である。第2搬出ローラ部も当図と同様の構成なので、第1搬出ローラ部L1を代表として説明する。
このプレスシャフト107aにおける最大外径部の幅W1及びカード搬出ローラ107bのおける最大外径部の幅W2は、カード1の幅Wcに対してほぼ同じ幅かあるいは大きい幅となるように設定されている。
従って、各ローラ107a,107bでラミネートしたカード1の表面1aに傷がつくことはなく、また、まだ温度が高くて柔らかい保護膜が歪んで皺が形成されることがない。
また、均一に押圧されることで、カード1と保護膜2aの貼着にむらがないので、経時的に剥がれることもない。
また、ラミネートフィルム2に付されるマーク(詳細は後述する)を検出するエンドマークセンサ111及びフィルムマークセンサ112と、ガイドシャフト113,114が張架経路上に配置される。
さらに、ヒートカム116,ヒートカム押圧位置センサ117及びヒートカム待機位置センサ118が備えられている。このヒートカム等についての詳細は後述する。
供給側リール110と、巻き取り側リール115と、ガイドシャフト113,114とは、ベース1000に取り付けられてカセット1100を構成している。
このカセット1100は、ラミネート装置100に対して挿抜可能な構成とされているのでラミネートフィルム2の交換作業を容易に行うことができる。
このカセット1100の詳細については後述する。
第1搬送ローラ部R1及び第2搬送ローラ部R2の間には、カードガイド120が配置されている(図では破線で示している)。このカードガイド120の詳細についても後述する。
実施例のラミネート装置100は、ラミネートフィルム2の交換を容易にするため、供給側リール110,ガイドシャフト113,ガイドシャフト114,巻き取り側リール115などをベース1000に取り付けて一体化したカセット1100を有する構造となっている。
この構造により、使用者は、この装置100の本体から、ラミネートフィルム2ではなくカセット1100を挿抜することで作業し易い場所でのラミネートフィルム2の交換が可能となり、ラミネートフィルム2の交換作業が効率よく行える。
図9において、コアボビン1001は、貫通孔1001dとその内面に回動軸CL方向に延在し周方向に等間隔で配設された複数のリブ1001cとを有する円環状を呈している。
このコアボビン1001は、図11に示すように、貫通孔1001dに対してその両端部側から嵌合した一対のボビンホルダ部BH1及びBH2により支持されている。
コアボビン1001にはラミネートフィルム2が巻かれており、ラミネートフィルム2の表面には所定の位置及び間隔で保護膜となるパッチ2aが貼付されている。
図11においては、このパッチ2aをラミネートフィルム2の最外周面にのみその厚さを誇張して示している。
このホルダ601が、コアボビン1001の貫通孔1001dの一端部側内に嵌入してこのコアボビン1001の一端部側を支持する。
また、このホルダ601は、軸110aの所定位置から抜けないように軸110a上を摺動可能に取り付けられると共に、ベース1000側に押された場合にはコイルバネ110bの反発力により、軸110a上を摺動して所定位置に戻るように付勢される構成となっている。
また、可動ホルダ1003はフランジ部1003fを有し、このフランジ部100fのベースと対向する側の面であるコアボビン当接面100f1がコアボビン1001の端面に当接してコアボビン1001の軸方向位置を規制している。
また、可動ホルダ1003は、外周部に、回動軸CL方向に延在し周方向に所定間隔で配設されたリブ1003aを備えており、このリブ1003aがコアボビン1001のリブ1001cと係合してコアボビン1001と回動を共にする。
また、このリール軸1004の回動に対しては、摩擦発生のためのコイルバネ1008を含んで構成された摩擦発生装置1007により抵抗が付与される。
ここで、リール軸1004と固定ホルダ1002とは一体的に回動し、固定ホルダ1002の回動は、後述する回動伝達機構KDにより可動ホルダ1003に伝達されるように構成されている。
従って、ボビンホルダ部BH1,BH2により支持されたラミネートフィルム2が巻かれたコアボビン1001に対し、摩擦発生装置1007により可動ホルダ1003を介して所定のバックテンションが付与されるように構成されている。
このバックテンションを付与する構造については、周知の構造を適用することができる。例えば、リール軸1004をモータと連結し、そのモータの負荷により付与する構造がある。
このワッシャ503と可動ホルダ1003との間にはコイルバネ1005が配設されており、このコイルバネ1005の付勢力により、可動ホルダ1003は、常に固定ホルダ1002を押圧する構成となっている。
可動ホルダ1003は、図13に示すように、固定ホルダ1002と対向する対向面1003pに、可動ホルダ1003の直径に沿って離隔した位置にて突出する一対の位置決め突起1003bを備えている。
また、固定ホルダ1002には、この基準面1002に対して回動軸CLに沿って同じ方向に異なる距離L1,L2,L3を有する3つの当接面1002t1〜t3が周方向に等角度間隔で形成されている。
具体的には、距離L2が予め設定された所定の距離とされ、当接面1002t1はL1=L2−1(mm)の位置に、当接面1002t2はL2の位置に、1002t3はL3=L2+1(mm)位置に形成されている。
また、この実施例においては、各当接面の間隔を60°ピッチとされている。
従って3つの当接面1002t1〜t3を1組として場合に、2組が形成されている。
また、固定ホルダ1002には、各当接面1002t1〜t3に当接した位置決め突起1003bが回動して外れないように、この各当接面1002t1〜t3を所定の深さの凹部の底面とする座面1002y1〜y3が設けられている。
すなわち、各当接面1002t1〜t3は、座面1002y1〜y3に凹部として形成されている。
すなわち、可動ホルダ1003の回動軸CL方向の位置を、当接面1002t1〜t3の中から選択した一当接面の基準面1002pからの距離L1〜L3に応じて変更することができる。
従って、可動ホルダ1003は、基準面1002pに対して、第2の位置を基準とし、±1mmの3段階の回動軸CL方向の位置で位置決め可能とされている。
従って、実施例のように、基準となる位置に対して±1mmというピッチに限らず、当接面は、基準面1002pから任意の距離を基準とし、任意のピッチでその数も自由に設けることができる。
従って、カード1に対するパッチ2aのラミネート位置のずれが生じにくく、高品位のラミネートカードを得ることができる。
また、補正の際の作業も目視や経験に頼るものではなく、極めて容易である。
このボビンホルダ部BH1を供給側リールに用いれば、ラミネートローラ部LRに対して、ラミネートフィルム2がパッチ2aのロール方向に直交する位置が補正された状態で供給されるが、ラミネートフィルム2の側端部位置を巻き取りリール115に対して所定の位置に高精度に巻き取りたい場合には、巻き取り側リールに適用して巻き取りリール115の回動軸方向の位置を調整できるようにするとよい。
カード搬送モータ201の動力は、第1〜第3の動力伝達経路で伝達される。
即ち、第1の動力伝達経路として、ベルト202を介してアイドルギア203に伝達され、さらに、このアイドルギア203に歯合する中間ギア203b1を介して第2の搬入ローラ部R2のカード搬送ローラ105bに伝達される。
第2の伝達経路として、このカード搬入ローラ105bに巻き掛けられたベルト204を介して第1の搬入ローラ部R1のカード搬送ローラ103bにも伝達される。
第3の伝達経路として、アイドルギア203に歯合する中間ギア203b2を介して第1の搬出ローラ部L1のカード搬送ローラ107bに伝達され、ベルト205を介して第2の搬出ローラ部L2のカード搬送ローラ109bにも伝達される。
このヒートカム116は、所定形状のカム部116aを有する(図1も参照)。
図1に示すように、レバー121はこのカム部116aに図1の下方側から付勢されて当接しており、ヒートカム116が回転するとカム部116aの外周面を摺動し、その形状に沿って図1の上下方向に往復移動する。
このレバー121は、ヒートローラ106aと連結されているので、結果として、ヒートローラ106aはヒートカム116の回転に伴い上下に移動する。
具体的には、ヒートカム116は図1の時計回り方向に回転し、ヒートカム押圧位置センサ117は、ヒートローラ106aがヒートプレスシャフト106bに押圧され始めることを検出する。
一方、図2に示すように、フィルム巻き取りモータ209の動力は、ウォームホイール210及びこれと歯合するアイドルギア211を介して、巻き取り側リール115に伝達される。
このラミネート装置100は、制御手段としてCPU304を備えている。
このCPU304には、カード挿入検出センサ102,ラミネート位置センサ104,カード排出センサ108,エンドマークセンサ111,フィルムマークセンサ112,ヒートカム押圧位置センサ117及びヒートカム待機位置センサ118からのセンサ出力情報が入力される。
また、CPU304は、カード搬送モータ201,ヒートカムモータ206及びフィルム巻き取りモータ209にそれぞれ接続されたサーボ回路301,302,303と接続されている。
このカードガイド120は、第1及び第2の搬送ローラ部R1,R2間に配置され、この間を搬送されるカード1のラミネートする面1aとは反対側の面1b側を支持するとともに搬送経路に沿ってガイドするものである。
ここで、図4(a)は、カードガイド120を説明するための斜視図であり、図4(b)は、カードガイド120がカード1を案内する状態を説明する正面図である。
具体的に説明すると、このカードガイド120は、ベース部125aとその両端部から垂設する一対の側部125bとからなる断面がH字状に形成された本体部125よりなり、ベース部125aと側部125bとが交わる内隅部の一部に、その内隅を埋めるように搬送方向の直交方向に傾斜した傾斜面121ak,121bkを有する一対のバンプ部(突起部)121a,121bが設けられているものである。
また、このバンプ部121a,121bには、カード1が当接する際に誘いとなるような搬送方向に傾斜する案内傾斜面121a1,121b1が設けられている。
以下、一対のバンプ部を総称してバンプ部121と称する場合がある。また、一対の傾斜面を総称して121kと称する場合がある。
本体125の一方の端部側(図4の左手前側)には、第2搬入ローラ部R2が配設されている。当図ではそのガイド搬送ローラ105bのみを記している。
このラミネート装置100において、CPU304は、カード1をラミネートする際のカード1及びラミネートフィルム2の送り速度(ラミネート速度)V2を、カード1の材質や厚さ、あるいは、ラミネートフィルム2の材質や厚さ等の違いに応じて最適化できるように、多段階で制御する。
具体的には、そのラミネート速度V2を、4.0mm/sから9.0mm/sまでの間で0.5mm/sピッチにて設定できるように構成されている。
以下の動作説明では、この各段階のうち、V2=4.0mm/s一定で制御されるものとする。
このオーバーレイフィルムタイプでは、貼着すべき部分の外形にハーフカット処理がされ、ラミネート後の分離が容易になっている。
また、理解を容易にするために、ラミネート動作を時系列的に第1〜第6期間に区分けして説明する。
図1において、カード1が人手または図示しない搬入装置等によりカード挿入口101から挿入されると、カード挿入検出センサ102でその挿入が検出される。
カード挿入検出センサ102は、挿入検出信号(Lo)をCPU304に対して送出する(図6も参照)。CPU304は、その挿入検出信号に基づいて、サーボ回路301に対してカード搬送モータ201を、カード1が出口方向に搬送される方向に回転するよう指示する。
これにより、カード1は、第1の搬入ローラ部R1のプレスシャフト103aとカード搬送ローラ103b、次いで、第2の搬入ローラ部R2のプレスシャフト105aとカード搬送ローラ105bに挟まれつつラミネートローラ部LRに向けて搬送される。
ここまでの搬送において、カード1は、カードガイド120により図の下方側を支持されている。
まず、カード1が第2の搬入ローラ部R2に到達する際には、カードガイド120のバンプ部121におけるガイド面Tbは、搬送面Tsよりも高い位置(ラミネートフィルム2に近い側)にあるので、カード1は、バンプ部121に支持されて搬送面Tsよりも高い位置にあるが、その先頭端1tが第2の搬入ローラ部R2におのずと誘い込まれるように、プレスシャフト105aの径は設定されている。
すなわち、カード1はその後端側1sがラミネートフィルム2に近づくように傾斜させられる。
この状態で、第2の搬入ローラ部R2を通過したカード1の先頭部1tは、カードガイド120が無い場合と比べて相当に低い、搬送面Tsとほぼ同等の位置を以て第2の搬入ローラ部R2から搬出されるので、ラミネートフィルム2のガイドシャフト113の配設位置が搬送面Tsに接近していても、何ら支障なく、このガイドシャフト113の下側に誘導される。
ラミネートフィルム2と搬送面Tsとは、良好な貼着特性を得るためにできるだけ平行に設定するのがよいので、ガイドシャフト113に合わせてガイドシャフト114も同様の搬送面Tsに近い位置に配設される。
そのため、カード1に対して予期せぬ外乱等によって押しつぶすような異常負荷が加わった場合でも、カード1は撓んでその負荷を吸収することができ、搬送が支障なく継続されるので、その動作の信頼性は極めて高い。
また、カード1の表裏面に擦り傷などが生じて品位が低下することはない。
この停止指示は、図6においては次の第2期間の終了時点である。また、この停止指示は、ラミネート位置センサ104の出力に応じて送出してもよい。
ここまでのカード搬送速度V1は、ラミネート加工には直接影響しないので、搬送に支障がない程度の高速で設定することができる。
第1期間から継続してカード搬送モータ201は駆動しており、これによりカード1は出口方向に搬送される。ここで、CPU304は、ラミネート位置センサ104からのカード検出信号が出力されなくなったら(Lo→High)、カード搬送モータ201を停止させる。
ここで、図16に示したようなパッチ1203を貼付したラミネートフィルム2(1203c)を用いる場合には、ラミネートフィルム2(1203c)のロール巻き取り方向へのパッチ1203の貼付ずれ1205に対して、ラミネートフィルム2(1203c)上のパッチ位置を示すセンサーマーク1201を検出して、予め設定されたオフセット分だけカード1を移動した後、停止させる。
これにより、このセンサーマーク1201に対するパッチ1203のずれ量分を、カード1がラミネートされるときの停止位置で補正することができる。
CPU304は、ラミネート位置センサ104の出力信号がhighになったことを受け、サーボ回路302に指示を行い、ヒーターカムモータ206を駆動してヒートカム116を回転させる。
そして、ヒートローラ押圧位置センサ117からの出力信号により、ヒートローラ106aが押圧される位置にきたことを確認した後、ヒートカムモータ206を停止させる。
CPU304は、カード1を出口方向に向けてラミネート速度V2で搬送するように、サーボ回路301を介してカード搬送モータ201を動作させる。この速度V2で搬送させる距離は、少なくともカート1上のラミネートする範囲における搬送方向最大距離である。
また、同時に、フィルム巻き取りモータ209を、ラミネートフィルム2を巻き取る方向に、ラミネート速度V2と同期させて回転するようサーボ回路309に対して指示する。
CPU304は、サーボ回路302を介してヒートカムモータ206を動作させ、ヒートローラ待機位置センサ118からのカム部116a検出信号が入来した時点で停止させる。また、一方で、カード搬送モータ201を動作させ、カード1を所定の距離だけ搬送した後、停止させる。
従って、カード1のラミネートフィルムが剥離する位置の接線と巻き取られるラミネートフィルム2の面とが成す剥離角度C2が充分に大きくなって、ラミネートフィルム2のカード1からの剥離(分離)が容易となり剥離残りが生じることはない。
また、カード1の先端部1tが搬送面Tsから持ち上げられる距離が小さいので、図5(b)に示すように、プレスシャフト107aにおける、カード1の突き当たりを防止できる径は、従来に比べて相当に小さくできる。
従って、プレスシャフト107aの配設位置も、ガイドシャフト114に極めて接近させている。
この構成により、この実施例のラミネート装置は極めて小型化されている。
一方、オーバーレイフィルムタイプの場合、カード搬送モータ201の停止にあわせて、フィルム巻取りモータ209を停止させる。
CPU304は、サーボ回路301に指示を行ってカード搬送モータ201を駆動させ、カード搬送ローラ107b,109bを、カード1を出口方向に搬送する方向に動作させる。そして、カード排出センサ108がカードを検出しなくなった時点以降にカード搬送モータ201を停止させる。これにより、ラミネートされたカード1はカード排出口119から外部に排出される。
以上詳述した、第1〜第6期間の動作を行うことで、ラミネート加工が施される。
このカード印刷装置50としての実施例は、印刷部50Pとラミネート部50Lとを有しており、ラミネート部50Lの基本的構成は、上述したラミネート装置100と同様である。
印刷ヘッド部Hは、印刷インクを搭載したサーマルヘッド54と、サーマルヘッド54にカード1の印刷面1aを押圧させるために図7の下方からカード1を付勢するプラテンローラ55とを有している。
サーマルヘッド54は、図示しない印刷制御部からの指示により、搭載したインクを加熱し所定の文字や画像を印刷面1aに対して印刷する。
ラミネート部50Lは、印刷部50Pより搬送された印刷済みカード1を一対のローラ54a,54bよりなる第3の搬送ローラ部T3によってラミネートローラ部LRへ搬送する。
この搬送において、第2及び第3の搬送ローラ部T2,T3間に、カードガイド120が配置されており、このカードガイド120とラミネートローラ部LRとその下流側との構成及び作用は、上述したラミネート装置と同様である。
印刷面1aにラミネート加工がされたカード1は、最終的に、搬出口56から外部に搬出される。
印刷面1aを凹として反っていたとしても、搬送不良を生じることがなく、また、ラミネート加工後の不要なラミネート材の剥離が容易で、また、その剥離を極めて良好に行えるものである。
また、カード材質が耐熱性の高くない安価な材料であってもラミネート加工が可能であり、極めて汎用性に優れるものである。
フィルムロール2のロール方向と直交する方向のパッチ2aの位置ずれを、フィルムロール2の装着の際に、確実に、また、容易に補正することができる構造としたので、この位置ずれに対して経験に頼った不安定で不確実な補正を行うことなく、安定した一定量の補正を行うことができる。
カード表面に記録される情報としては、数字や記号等を含む文字やホログラムを含む画像がある。また、記録する方法は、印刷が代表的な例であるが他にも種々の方法があるのは言うまでもない。
また、実施例では、カード1を挿入口101から挿入する形態について説明したが、これに限らず、カード1を複数重ねたカード束をホルダに格納し、そのホルダを装置内部の供給手段に装填するように構成してもよい。
このような挿入口やホルダのように、装置にカードの供給機能を有する供給部を備えていればよい。
1a 印刷面
1b (反対側の)面
1c 側面
1d 稜線
2 ラミネートフィルム
2a ラミネート片(保護膜,パッチ)
2b 台紙
2c フィルムマーク
50 カード印刷装置
50L ラミネート部
50P 印刷部
51 カード挿入口
52a,52b,53a,53b,54a,54b ローラ
100 ラミネート装置
101 カード挿入口
102 カード挿入検出センサ
103a プレスシャフト
103b カード搬送ローラ
104 ラミネート位置センサ
105a プレスシャフト
105b カード搬送ローラ
106a ヒートローラ
106b ヒートプレスシャフト
107a プレスシャフト
107b カード搬送ローラ
108 カード排出センサ
109a プレスシャフト
109b 搬出ローラ
110 供給側リール
110a 軸
110b コイルバネ
111 エンドマークセンサ
112 フィルムマークセンサ
113,114 ガイドシャフト
115 巻き取り側リール
116 ヒートカム
116a カム部
117 ヒートカム押圧センサ
118 ヒートカム待機位置センサ
119 排出口
120 カードガイド
121(121a,121b) バンプ部
121k(121ak,121bk) 傾斜面
125 (カードガイドの)本体
125a ベース部
125b 側部
125e 開口部
201 カード搬送モータ
202,204,205 ベルト
203,208,211 アイドルギア
206 ヒートカムモータ
207,210 ウォームホイール
209 フィルム巻き取りモータ
301,302,303 サーボ回路
304 CPU
501 シャーシプレート
502 サブプレート
502a 軸受
503 ワッシャ
601 ホルダ
1000 ベース
1001 コアボビン
1001c リブ
1001d 貫通孔
1002 固定ホルダ
1002p 基準面(底面)
1002t1〜t3 当接面
1002y1〜y3 座面
1003 可動ホルダ
1003a リブ
1003b 位置決め突起
1003f フランジ部
1003f1 コアボビン当接面
1003p 対向面
1004 リール軸
1005 コイルバネ
1007 摩擦発生装置
1008 コイルバネ
1001d 貫通孔
1100 カセット
BH1,BH2 ボビンホルダ部
CL 回動軸
H 印刷ヘッド部
Ht1,Ht2 距離
KD 回動伝達機構
L1,L2 第1,第2搬出ローラ部
LR ラミネートローラ部
R1,R2 第1,第2搬入ローラ部
T1,T2 第1,第2の搬送ローラ部
Tb ガイド面
Td 搬送方向
Ts 搬送面
V1 搬送速度
V2 ラミネート速度
Claims (1)
- カードの1面に、保護膜形成材を有して筒状のコアボビンに巻回されたラミネートフィルムのロールから該ラミネートフィルムを巻き出して重ね、両者を熱圧着して前記1面に前記保護膜形成材を貼着する熱圧着部を備えたラミネート装置であって、
前記コアボビンを、その軸回りに回動可能となるように当該コアボビンの両端部でそれぞれ支持する第1のボビンホルダ及び第2のボビンホルダを備え、
前記第1のボビンホルダは、軸と、該軸に固定されると共にその軸に沿う方向の互いに異なる位置に形成された複数の当て面部を有する固定部と、前記軸に沿って移動可能とされ前記固定部の複数の当て面部の内の一つに対して選択的に当接可能とされた移動部と、を備える一方、前記第2のボビンホルダは、軸と、該軸に沿って移動可能であると共に前記移動部に向けて付勢されたホルダ部と、を備え、
前記コアボビンは、前記移動部と前記ホルダ部との間に挟まれて支持されることを特徴とするラミネート装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006105074A JP4730177B2 (ja) | 2006-04-06 | 2006-04-06 | ラミネート装置 |
| US11/696,450 US7882880B2 (en) | 2006-04-06 | 2007-04-04 | Laminating apparatus mounted with improved mechanism |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006105074A JP4730177B2 (ja) | 2006-04-06 | 2006-04-06 | ラミネート装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007276255A JP2007276255A (ja) | 2007-10-25 |
| JP4730177B2 true JP4730177B2 (ja) | 2011-07-20 |
Family
ID=38573895
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006105074A Active JP4730177B2 (ja) | 2006-04-06 | 2006-04-06 | ラミネート装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US7882880B2 (ja) |
| JP (1) | JP4730177B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7638012B2 (en) * | 2005-11-10 | 2009-12-29 | Datacard Corporation | Lamination of patch films on personalized cards through heat transfer |
| JP5682137B2 (ja) * | 2010-04-28 | 2015-03-11 | 株式会社Jvcケンウッド | ラミネート装置及びプリンタ装置 |
| US10843491B2 (en) * | 2017-07-07 | 2020-11-24 | Zebra Technologies Corporation | Media unit leveling assembly for media processing devices |
| CN109383019A (zh) * | 2018-10-26 | 2019-02-26 | 景宁众驰自动化科技有限公司 | 电源适配器自动装配包膜流水线 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3096101A (en) * | 1960-12-29 | 1963-07-02 | Barber Colman Co | Chart paper holder |
| JPH1071648A (ja) * | 1996-08-30 | 1998-03-17 | Nisca Corp | 情報記録媒体のオーバーコート装置 |
| JP2001105493A (ja) | 1999-10-13 | 2001-04-17 | Nidec Copal Corp | ラミネート装置 |
| JP2004174923A (ja) * | 2002-11-27 | 2004-06-24 | Canon Finetech Inc | ラミネート装置 |
| JP2005271382A (ja) * | 2004-03-24 | 2005-10-06 | Nidec Copal Corp | オーバコート装置 |
| JP4591174B2 (ja) * | 2005-02-18 | 2010-12-01 | 日本ビクター株式会社 | ラミネートカードの製造方法,ラミネート装置及びカード印刷装置 |
-
2006
- 2006-04-06 JP JP2006105074A patent/JP4730177B2/ja active Active
-
2007
- 2007-04-04 US US11/696,450 patent/US7882880B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007276255A (ja) | 2007-10-25 |
| US7882880B2 (en) | 2011-02-08 |
| US20070235141A1 (en) | 2007-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5848129B2 (ja) | 印刷装置および印刷方法 | |
| WO2009107534A1 (ja) | テープカセット、テープ作成装置及びテープ作成システム | |
| CN101663163B (zh) | 证件基板层压机及层压证件基板的方法 | |
| JP6247011B2 (ja) | 印刷装置 | |
| WO2012011540A1 (ja) | 印刷装置 | |
| JP2005306605A (ja) | 画像形成装置及び画像形成方法 | |
| JP2017030249A (ja) | 印刷装置及び印刷システム | |
| JP4730177B2 (ja) | ラミネート装置 | |
| JP6341753B2 (ja) | 転写装置 | |
| JP4591174B2 (ja) | ラミネートカードの製造方法,ラミネート装置及びカード印刷装置 | |
| JP4968212B2 (ja) | 印字装置 | |
| JP4867933B2 (ja) | テープカセット | |
| JP2006225154A (ja) | 中間転写型熱転写印刷装置 | |
| JP4678206B2 (ja) | ラミネートカードの製造方法,ラミネート装置及びカード印刷装置 | |
| JP7206749B2 (ja) | 印刷装置 | |
| JP5119979B2 (ja) | テープ作成装置 | |
| JPH10138605A (ja) | カード用プリンター | |
| JP2019209627A (ja) | 印刷装置 | |
| JP2009090506A (ja) | テープカセット及びテープ印字装置 | |
| JP2020040351A (ja) | 印刷装置 | |
| JP4538800B2 (ja) | ラミネートカードの製造方法,ラミネート装置及びカード印刷装置 | |
| JP5717529B2 (ja) | 印刷装置及び印刷方法 | |
| JP4153506B2 (ja) | カード用プリンター | |
| JP2006224496A (ja) | ラミネートカードの製造方法,ラミネート装置及びカード印刷装置 | |
| US20190168524A1 (en) | Recording apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080630 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110322 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110404 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140428 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4730177 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140428 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140428 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140428 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |