JP4698552B2 - パーティングロック装置及びその装置を備えた金型装置 - Google Patents
パーティングロック装置及びその装置を備えた金型装置 Download PDFInfo
- Publication number
- JP4698552B2 JP4698552B2 JP2006306766A JP2006306766A JP4698552B2 JP 4698552 B2 JP4698552 B2 JP 4698552B2 JP 2006306766 A JP2006306766 A JP 2006306766A JP 2006306766 A JP2006306766 A JP 2006306766A JP 4698552 B2 JP4698552 B2 JP 4698552B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- lock
- parting
- air
- rod
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
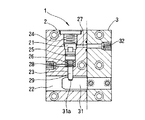
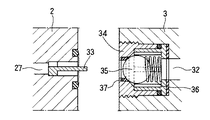
2 本体ブロック
21 エアシリンダ
22 ロックプレートの収容溝
23 ロッド孔
25 ピストン
26 リターンスプリング
27 エア供給路
28 エア吸排路
29 ロックロッド
3 当接ブロック
31 ロックプレート
31a 嵌合用の凹所
32 エア通路
33 開弁用ピン
34 チェックバルブ
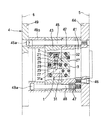
4 3プレート金型
41 第一金型
42 第二金型
43 第三金型
45 制限ピン
45a ストッパー
48 ガイドピン
48a ピンヘッド
Claims (6)
- リターンスプリングを備えるエアシリンダと、そのエアシリンダのピストンと一体のロックロッドと、本体側方からエアシリンダのピストン加圧側に穿設したエア供給路と、前記ロックロッドの先端が進出可能な収容溝とを有する四辺形の本体ブロックと、
上記本体ブロックとの当接側面を有し、その当接側面から突出していると共に、前記エア供給路を穿設した前記本体ブロックの所定側面に前記当接側面を当接させると、前記収容溝に入り込み、上記ロックロッドと直交位置状態となって該ロックロッドの先端と係合可能なロックプレートと、当該当接時に上記エア供給路と連通するエア通路とを有する四辺形の当接ブロックとを具備することを特徴とするパーティングロック装置。 - 上記エアシリンダは、上記リターンスプリングが位置するシリンダ内端にロッド孔を有し、そのロッド孔の近傍のシリンダに上記エア供給路とは異なる本体側方から穿設したエア吸排路を有することを特徴とする請求項1記載のパーティングロック装置。
- 上記ロックロッドは、上記エアシリンダのピストンと一体で先端側面がテーパー面に形成され、そのロックロッドが臨む上記ロックプレートの上面をロッド先端と嵌合するテーパー凹部に形成してなることを特徴とする請求項1記載のパーティングロック装置。
- 上記エア供給路は、本体側面の開口路端に先端が該側面から突出した開弁用ピンを有し、上記エア通路は開弁用ピンに押圧されて開弁するチェックバルブを当接側面の開口路端内に有することを特徴とする請求項1記載のパーティングロック装置。
- 請求項1に記載の上記パーティングロック装置の本体ブロックと当接ブロックとを、一対の金型の型閉により上記ロックロッドの先端に上記ロックプレートが位置し、かつ金型の型閉に同時する両ブロックの当接後に、上記エア通路から供給されるエアにより上記ピストンと共にロックロッドが作動し、該ロックロッドとロックプレートとの係合によるパーティングロックが生ずるように、一対の金型のいずれか一方の金型と他方の金型に、それぞれパーティング面に沿って設置してなることを特徴とするパーティングロック装置を備えた金型装置。
- 上記金型は、固定盤側の第一金型と中間部位の第2金型と可動盤側の第3金型とからなり、その第2金型と第3金型とに上記パーティングロック装置の上記本体ブロックと上記当接ブロックとを、それぞれパーティング面に沿って設置してなることを特徴とする請求項5記載のパーティングロック装置を備えた金型装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006306766A JP4698552B2 (ja) | 2006-11-13 | 2006-11-13 | パーティングロック装置及びその装置を備えた金型装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006306766A JP4698552B2 (ja) | 2006-11-13 | 2006-11-13 | パーティングロック装置及びその装置を備えた金型装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008119953A JP2008119953A (ja) | 2008-05-29 |
| JP4698552B2 true JP4698552B2 (ja) | 2011-06-08 |
Family
ID=39505246
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006306766A Active JP4698552B2 (ja) | 2006-11-13 | 2006-11-13 | パーティングロック装置及びその装置を備えた金型装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4698552B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8061005B2 (en) * | 2009-03-13 | 2011-11-22 | Carefusion 303, Inc. | Method for employing quick change injection molding tooling |
| CN103737961B (zh) * | 2013-12-10 | 2015-10-21 | 北京理工大学 | 移模锁模一体式合模油缸结构 |
| JP6390367B2 (ja) | 2014-11-13 | 2018-09-19 | 株式会社デンソー | 成形金型、及び金型段取り方法 |
| DE112015006871T5 (de) | 2015-09-02 | 2018-05-24 | Aiyuki Giken Co., Ltd. | Schliessvorrichtung und diese verwendende spritzgiessform |
| JP6134776B1 (ja) * | 2015-12-23 | 2017-05-24 | 美濃工業栃木株式会社 | ダイカスト用金型 |
| JP2018069704A (ja) * | 2016-11-04 | 2018-05-10 | 大和化成工業株式会社 | 装置 |
| CN108214355B (zh) * | 2018-01-20 | 2024-02-02 | 梵利特智能科技(苏州)有限公司 | 一种卡片定位放置机构 |
| CN108621471B (zh) * | 2018-07-13 | 2024-04-09 | 苏州劲翔电子科技有限公司 | 用于产品模具的推开关安全锁 |
| CN112935220A (zh) * | 2021-01-06 | 2021-06-11 | 安徽将煜电子科技有限公司 | 一种压铸机锁模机构 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5474758U (ja) * | 1977-11-08 | 1979-05-28 | ||
| JPH03106548A (ja) * | 1989-09-20 | 1991-05-07 | Eguchi Diecast Kk | ダイカスト装置及び製品 |
| JP2871663B2 (ja) * | 1997-01-17 | 1999-03-17 | 平道 馬渕 | 金型および金型開閉装置 |
| JPH1177762A (ja) * | 1997-09-03 | 1999-03-23 | Sekisui Chem Co Ltd | 射出成形用金型及び射出成形品の製造方法 |
| JP3761690B2 (ja) * | 1997-10-09 | 2006-03-29 | 勝利 西村 | 金型の自動開閉装置 |
-
2006
- 2006-11-13 JP JP2006306766A patent/JP4698552B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008119953A (ja) | 2008-05-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4698552B2 (ja) | パーティングロック装置及びその装置を備えた金型装置 | |
| US6679698B2 (en) | Die clamping apparatus | |
| JP5143616B2 (ja) | プラスチック射出成形用の金型及びこれに適用されるバルブ | |
| WO2014099456A1 (en) | Molding tool for producing a component in a gas-assisted injection molding process | |
| JPS62151258A (ja) | 金型のガス抜き装置 | |
| KR950009716B1 (ko) | 사출 성형 노즐장치 | |
| KR20240022096A (ko) | 다이 캐스팅용 이젝팅 장치 | |
| US20040099401A1 (en) | Diecasting machine | |
| JP2014213372A (ja) | ダイキャスト用ガス抜き装置 | |
| JP2005161669A (ja) | 成形機 | |
| KR200418297Y1 (ko) | 에어 밀핀 장치를 갖는 사출금형 | |
| JP2007296773A (ja) | 多色成形用スライドコア装置 | |
| KR100541746B1 (ko) | 다공성 핀홀을 갖는 금형 사출물의 제작방법 | |
| JP2006026698A (ja) | ダイカスト金型のキャビティ内圧力測定装置 | |
| JPH11291013A (ja) | ダイカスト鋳造に用いる金型用ガス抜き装置 | |
| JPH11129303A (ja) | 複合直圧式型締装置のタイバーロック方法およびその装置 | |
| JP2010052322A (ja) | 射出成形機 | |
| JPH08336865A (ja) | 射出成形金型のゲート封止機構 | |
| JPS606262A (ja) | ダイカスト用ガス抜き装置 | |
| CN100423928C (zh) | 带液压保险装置的注塑机锁模油缸 | |
| JPH06262652A (ja) | 射出成形方法および射出成形用金型 | |
| JP4702857B2 (ja) | アンギュラーピン駆動式スライド型のロック装置 | |
| JPH049077Y2 (ja) | ||
| KR101902157B1 (ko) | 금형체결용 파워로킹장치 | |
| JPH05131498A (ja) | 射出成形ノズル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080428 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100131 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101102 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101221 Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20101221 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20101221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110301 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4698552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |