JP4672829B2 - 研削されたウエハの洗浄・搬送方法 - Google Patents
研削されたウエハの洗浄・搬送方法 Download PDFInfo
- Publication number
- JP4672829B2 JP4672829B2 JP2000117307A JP2000117307A JP4672829B2 JP 4672829 B2 JP4672829 B2 JP 4672829B2 JP 2000117307 A JP2000117307 A JP 2000117307A JP 2000117307 A JP2000117307 A JP 2000117307A JP 4672829 B2 JP4672829 B2 JP 4672829B2
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- chuck
- cleaning
- grinding
- ground
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Mechanical Treatment Of Semiconductor (AREA)
- Cleaning Or Drying Semiconductors (AREA)
Description
【発明の属する技術分野】
本発明は、研削されたウエハ表面に研削屑や砥粒が固化しない状態で研削され、洗浄されたウエハを次工程、例えば、収納カセットにウエハを収納する工程、あるいはエッチング工程もしくは研磨工程へ搬送する方法に関する。
【0002】
【従来の技術】
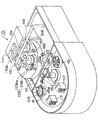
デバイスウエハの裏面研削装置としては、ウエハの研削時間を短縮するために複数のスピンドル軸に軸承された複数の砥石を用い、粗研削、仕上研削を割り振って研削装置内のウエハのスル−プット時間を短縮させている。例えば特開平11−307489号公報はインデックステ−ブルを用いた研削装置を開示する。
【0003】
図4および図5に示すエッチング機構20を付属させた研削装置1において、101は研削装置であり、(A)左側にウエハロ−ディング用カセット117を、右側にウエハアンロ−ディング用カセット117を対として前列に配置し、(B)基台の上にウエハロ−ディング用カセットの後部にウエハ仮置台106を、ウエハアンロ−ディング用カセットの後部にウエハ洗浄機構113を対として次列に配置し、(C)仮置台と洗浄機構の後部の基台の中央部を刳り抜いた箇所にインデックスタ−ンテ−ブルを設け、かつこのインデックスタ−ンテ−ブル108に該テ−ブルの軸心を中心に3個のウエハチャック機構107,107,107を等間隔に公転自在に設けるとともにウエハロ−ディング/ウエハアンロ−ディングゾ−ンs1および粗研削ゾ−ンs2、仕上研削ゾ−ンs3にテ−ブルを区域分けし、(D)インデックスタ−ンテ−ブルの後列には基台より起立させた枠体111に各研削ゾ−ンに適した砥石111b,111dをスピンドル軸111a,111cに軸承させた研削機構を各研削ゾ−ンに位置するウエハチャック機構に対応して設け、(E)前記1対のカセットの前列と前記仮置台とウエハ洗浄機構の次列の間の基台の略中央に昇降機構103、回転駆動機構、ウエハアライメント測定機構と各ア−ム115a,115b,115c駆動の制御機構を備えた多関節型ロボット115を立設し、前記仮置台上のウエハをインデックスタ−ンテ−ブルのウエハロ−ディング/ウエハアンロ−ディングゾ−ンs1のチャック機構に移送可能で、かつ、洗浄機構上のウエハをウエハアンロ−ディング用カセットに搬送可能とした多関節型ロボット115、(F)インデックスタ−ンステ−ブルを設けた基台の略中央部の左右に設けた1対の軸を軸心として回動自在に備えられたウエハ吸着パッド112aを有する仮置台からウエハをウエハロ−ディング/ウエハアンロ−ディングゾ−ンのチャック機構に搬送する搬送パッド112と、ウエハロ−ディング/ウエハアンロ−ディングゾ−ンのチャック機構上のウエハを洗浄機構に搬送する搬送パッド112、(G)基台より立設した枠体110に設けたネジ棒上を左右方向に移動可能なチャック機構の洗浄機構109bとチャック機構のドレッサ−109aの対を備える。
【0004】
前記の研削装置101(ただし、インデックスタ−ンテ−ブルに設けたチャック機構はa,b,cのm=3基である。)を用い、ウエハを研削するには次ぎの工程を経る。
【0005】
(1)基台上に設けられたロボット115の吸着ア−ムにウエハロ−ディング用カセット117よりウエハを吸着させ、これを仮置台106上に載せる。
(2)▲1▼インデックスタ−ンテ−ブル118を120度回転させ、▲2▼ついで仮置台上のウエハを搬送パッド112に吸着させ、搬送パッドを回動させてウエハをインデックスタ−ンテ−ブルのウエハロ−ディング/ウエハアンロ−ディングゾ−ンS1のチャック機構aに移送し、▲3▼その間に前記ロボットの吸着ア−ムにウエハロ−ディング用カセットよりウエハを吸着させ、これを仮置台106上に載せる。
【0006】
(3)▲1▼インデックスタ−ンテ−ブル118を120度回転させてチャック機構aを粗研削ゾ−ンS2に移動、チャック機構bをウエハロ−ディング/ウエハアンロ−ディングゾ−ンS1に移動させた後、▲2▼第1番目のスピンドル軸111aを下降させて砥石111bをウエハに押圧し、チャック機構aおよび第1スピンドル軸を回転させてウエハの粗研削を行い、ついで、▲3▼第1番目のスピンドル軸を上昇させ、この間に▲4▼仮置台上のウエハを搬送パッド112でインデックスタ−ンテ−ブルのウエハロ−ディング/ウエハアンロ−ディングゾ−ンS1のチャック機構bに移送するとともに、▲5▼ロボット115を用いてウエハロ−ディング用カセット内のウエハを仮置台の上に載せる。
【0007】
(4)▲1▼インデックスタ−ンテ−ブルを120度回転させて仕上研削ゾ−ンS3にチャック機構aを移動、チャック機構bを粗研削ゾ−ンS2に移動、チャック機構cをウエハロ−ディング/ウエハアンロ−ディングゾ−ンS1に移動させた後、▲2▼第2番目のスピンドル軸111cを下降させて砥石111dをウエハに押圧し、チャック機構aおよびスピンドル軸を回転させてウエハの仕上研削を行い、ついで、第2番目のスピンドル軸を上昇させ、この間に▲3▼第1番目のスピンドル軸を下降させて砥石をウエハに押圧し、チャック機構bおよびスピンドル軸を回転させてウエハの粗研削を行い、ついで、第1番目のスピンドル軸を上昇させ、一方▲4▼仮置台上のウエハを搬送パッドでインデックスタ−ンテ−ブルのウエハロ−ディング/ウエハアンロ−ディングゾ−ンのチャック機構cに移送するとともに、▲5▼ロボット115を用いてウエハロ−ディング用カセット内のウエハを仮置台の上に載せる。
【0008】
(5)▲1▼インデックスタ−ンテ−ブルを120度回転させてチャック機構aをウエハロ−ディング/ウエハアンロ−ディングゾ−ンS1に、チャック機構bを仕上研削ゾ−ンS3にならびにチャック機構cを粗研削ゾ−ンS2に移動し、▲2▼搬送パッドで仕上研削されたウエハを洗浄機構113に搬送パッド112で移送し、該ウエハを洗浄した後、エッチング機構20内のロボット25のア−ムに仕上研削および洗浄されたウエハを吸着させ、これをエッチング機構のスピナ26に載せ、ウエハ表面をエッチング処理、洗浄、リンスする。リンスされたウエハをロボット25の吸着ア−ムに吸着させ、アンロ−ディング用カセット24内に収納する。▲3▼ついで、搬送パッド112を回動させて仮置台106上のウエハをインデックスタ−ンテ−ブルのウエハロ−ディング/ウエハアンロ−ディングゾ−ンのチャック機構aに移送し、▲4▼一方、前記ロボット115の吸着ア−ムにウエハロ−ディング用カセットよりウエハを吸着させ、これを仮置台上に載せ、その間に▲5▼第2番目のスピンドル軸を下降させて砥石をウエハに押圧し、チャック機構bおよびスピンドル軸を回転させてウエハの仕上研削を行い、ついで、第2番目のスピンドル軸を上昇させ、また、▲4▼第1番目のスピンドル軸を下降させて砥石をウエハに押圧し、チャック機構cおよびスピンドル軸を回転させてウエハの粗研削を行い、ついで、第1番目のスピンドル軸を上昇させる。
【0009】
(6)▲1▼インデックスタ−ンテ−ブルを120度回転させてチャック機構bをウエハロ−ディング/ウエハアンロ−ディングゾ−ンに、チャック機構cを仕上研削ゾ−ンにならびにチャック機構aを粗研削ゾ−ンに移動し、▲2▼搬送パッドで仕上研削されたウエハを洗浄機構に移送し、該ウエハを洗浄した後、ロボット25のア−ムに仕上研削および洗浄されたウエハを吸着させ、これをエッチング機構のスピナ26に載せ、ウエハ表面をエッチング処理、洗浄、リンスする。リンスされたウエハをロボット25の吸着ア−ムに吸着させ、アンロ−ディング用カセット24内に収納する。▲3▼ついで、搬送パッド112を回動させて仮置台106上のウエハをインデックスタ−ンテ−ブルのウエハロ−ディング/ウエハアンロ−ディングゾ−ンのチャック機構bに移送し、▲4▼一方、前記ロボットの吸着ア−ムにウエハロ−ディング用カセットよりウエハを吸着させ、これを仮置台上に載せ、その間に▲5▼第2番目のスピンドル軸を下降させて砥石をウエハに押圧し、チャック機構cおよびスピンドル軸を回転させてウエハの仕上研削を行い、ついで、第2番目のスピンドル軸を上昇させ、また、▲4▼第1番目のスピンドル軸を下降させて砥石をウエハに押圧し、チャック機構aおよびスピンドル軸を回転させてウエハの粗研削を行い、ついで、第1番目のスピンドル軸を上昇させる。
【0010】
(7)▲1▼インデックスタ−ンテ−ブルを120度回転させてチャック機構cをウエハロ−ディング/ウエハアンロ−ディングゾ−ンに、チャック機構aを仕上研削ゾ−ンにならびにチャック機構bを粗研削ゾ−ンに移動し、▲2▼搬送パッドで仕上研削されたウエハを洗浄機構に移送し、該ウエハを洗浄、リンスした後、ロボット25のア−ムに仕上研削および洗浄されたウエハを吸着させ、これをエッチング機構のスピナ26に載せ、ウエハ表面をエッチング処理、洗浄、リンスする。リンスされたウエハをロボット25の吸着ア−ムに吸着させ、アンロ−ディング用カセット24内に収納する。▲3▼ついで、搬送パッドを回動させて仮置台上のウエハをインデックスタ−ンテ−ブルのウエハロ−ディング/ウエハアンロ−ディングゾ−ンのチャック機構cに移送し、▲4▼一方、前記ロボット115の吸着ア−ムにウエハロ−ディング用カセットよりウエハを吸着させ、これを仮置台上に載せ、その間に▲5▼第2番目のスピンドル軸を下降させて砥石をウエハに押圧し、チャック機構aおよびスピンドル軸を回転させてウエハの仕上研削を行い、ついで、第2番目のスピンドル軸を上昇させ、また、▲4▼第1番目のスピンドル軸を下降させて砥石をウエハに押圧し、チャック機構bおよびスピンドル軸を回転させてウエハの粗研削を行い、ついで、第1番目のスピンドル軸を上昇させる。
【0011】
(8)以下、インデックスタ−ンテ−ブルの回動と、粗研削ウエハの仕上研削、洗浄、ウエハのエッチング処理、エッチング処理されたウエハのアンロ−ディング用カセット内の収納、新たなウエハのウエハロ−ディング/ウエハアンロ−ディングゾ−ンのチャック機構への移送、ウエハの粗研削の(5)から(7)の工程を繰り返す。
なお、チャック機構の洗浄機構109bとチャック機構のドレッサ−109aは、昇降可能、かつ、左右方向に移動可能であり、仮置台上にウエハがなく空となっているときに下降し、チャックを洗浄またはドレスする。
【0012】
図4において、21は研削装置101とエッチング機構20の仕切壁に設けられたシャタ−機構で、ウエハの移送用の開口部を開閉する。35もシャタ−機構である。
上記エッチング機構に代わって研磨機構を取ることもある(特願平11−111250号明細書参照)。
【0013】
従来の研削装置において、研削されたウエハの洗浄は、研削装置101による研削が行われた後、洗浄機構113にウエハが移送され、そこで洗浄、リンスが行われていた。
しかしながら、チャックより研削されたウエハが移送される間にウエハ表面が乾燥し、ウエハ表面に研削屑や研削液中の固形物が付着し、洗浄機構113においてのこれら固形物のウエハ表面よりの除去が困難となったり、同様に研削されたウエハがチャックより次工程(洗浄、エッチング、研磨またはアンロ−ディングなど)へ移送される間にチャック表面が乾燥し、チャック表面に研削屑や研削液中の固形物が付着し、チャックの洗浄、ドレスが困難となったり、ウエハにスクラッチ(傷)を与える原因となることがあった。
【0014】
特に、デバイス模様が施されているウエハの裏面研削にはかかる固形物の付着が問題視され、インデックステ−ブルに設けられたチャック上でウエハをブラシスクラブ洗浄することが提案(特開平10−172932号)され、実施されている。すなわち、図4における洗浄機構113を無くし、かつ、チャック機構の洗浄機構109bとチャック機構のドレッサ−109aを、チャック機構の洗浄機構209bとウエハのスクラブ洗浄機構209aに変えた研削装置201である。
かかる研削装置201において、チャック上の研削されたウエハは次のように洗浄、搬送される。
【0015】
(1)回転可能な中空軸に軸承された通気性を有する円板状台(チャック)上にバキュ−ムチャックされているウエハの研削面に、回転可能なブラシとブラシ面に洗浄液を供給するノズルを備えるスクラブ洗浄機器209aを下降させて回転するブラシを前記ウエハ表面上に押しつけると共に前記ノズルより洗浄液をウエハ表面に吹き付けつつウエハ表面をブラシスクラブ洗浄する。
(2)ブラシスクラブ洗浄されたウエハを吸着パッド112を回動させて移動させ、ウエハを吸着させたのちに吸着パッドによりウエハを次工程へ搬送する。
【0016】
【発明が解決しようとする課題】
上記スクラブ洗浄においても、ウエハ研削面の洗浄後、洗浄液の供給を止め、洗浄機器209aを上昇、左右へ移動させてから吸着パッドによりウエハを次工程へ搬送する。
よって、スクラブ洗浄機器209aの上昇、左右への移動、吸着パッド112回動の間にウエハ表面、チャック表面に前述の固形物が付着する機会が生じる。
【0017】
ウエハ表面の固形物の付着はスクラブ洗浄時間を長くすれば防げる。しかし、チャック表面の固形物の付着は防ぐことができず、チャック洗浄を困難とする。
本発明は、研削されたウエハがチャックより次工程(洗浄、エッチング、研磨またはアンロ−ディングなど)へ移送される間のチャック、ウエハ表面の乾燥を防ぎ、ウエハ表面への研削屑や研削液中の固形物が付着することが無い研削ウエハの搬送方法の提供を目的とする。
【0018】
【課題を解決するための手段】
本発明の請求項1は、円板状台上にバキュームチャックされたウエハを研削装置の砥石により研削したウエハを、スクラブ洗浄機器とチャック洗浄機器とがリンス水供給管の左右に対となるよう配置され、前記スクラブ洗浄機器、リンス水供給管およびチャック洗浄機器が一体に円板状台表面に平行な面に水平移動可能に設けられている洗浄機構により洗浄し、吸着パッドにこの洗浄されたウエハを吸着して次工程に搬送する方法において、次のステップを経ることを特徴とするウエハの洗浄・搬送方法を提供するものである。
(1)回転可能な中空軸に軸承された通気性・通水性を有する円板状台上にウエハの研削面を上にしてバキュ−ムチャックされたウエハを研削装置の砥石により研削する。
(2)上記研削されたウエハをバキュームチャックする円板状台を前記洗浄機構下に移動し、回転可能なブラシとブラシ面に洗浄液を供給するノズルを備える前記スクラブ洗浄機器を下降させて回転するブラシを前記研削されたウエハ表面上に押しつけると共に前記ノズルより洗浄液を研削されたウエハ表面に吹き付けつつ研削されたウエハ表面をブラシスクラブ洗浄する。
【0019】
(3)洗浄液の供給を止め、スクラブ洗浄機器を上昇させた後、またはスクラブ洗浄機器を上昇させ、洗浄液の供給を止めた後、ついで、リンス水供給管より研削されたウエハ表面に水膜ができる量のリンス水を供給しつつバキュ−ムチャックの減圧を停止し、前記中空軸より加圧水を前記ウエハ裏面に供給してウエハの前記円板状台からのチャック離れを容易とする。
(4)前記リンス水の供給を続けつつ、前記洗浄・リンスされたウエハの上面に搬送機構の吸着パッドを回動させて移動させ、表面に水膜が形成されている洗浄・リンスされたウエハの上面に搬送機構の吸着パッドを回動させて移動させ、ウエハを吸着させたのちにこの吸着パッドにより前記洗浄・リンスされたウエハを次工程へ搬送する。
【0020】
研削されたウエハの搬送時に、ウエハ表面およびチャックの円板状台(チャック)表面はリンス水で濡れているので固形物の付着が防げる。チャック上からウエハがどかされると、チャック洗浄機器209bが濡れているチャック表面を洗浄するのでチャック表面に異物が付着しない。
【0021】
洗浄機構は、スクラブ洗浄機器とチャック洗浄機器とはリンス水供給管の左右に対となるよう配置され、前記スクラブ洗浄機器、リンス水供給管およびチャック洗浄機器が一体に円板状台表面に平行な面に水平移動可能に設けられるので、ウエハ研削に使用する研削装置がコンパクトに設計できる。
【0023】
【発明の実施の形態】
以下、図面を用いて本発明をさらに詳細に説明する。
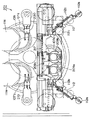
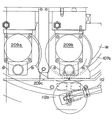
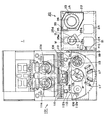
図1は本発明の実施に用いる研削装置の一例を示す部分平面図、図2は該研削装置の側面図、および図3は該研削装置のスクラブ洗浄機器、チャック洗浄機器およびリンス水供給管の部分を示す図2の拡大図である。
【0024】
図1、図2および図3に示す研削装置201において、107a,107b,107cはチャック、108はインデックステ−ブル、111aは第一スピンドル軸、111cは第二スピンドル軸、112は搬送パッド、112aは吸着パッド、112bは回転軸、112cは空気管、209aはスクラブ洗浄機器、209bはチャック洗浄機器、209cはリンス水供給管、210はブラシ、211は洗浄水噴出口、212はセラミック製ドレッサ、213はスクラブ洗浄機器を昇降させるエアシリンダ、214はチャック洗浄機器を昇降するエア−シリンダ、215はリンス水供給管の固定板、216はホ−スである。
スクラブ洗浄機器209aとチャック洗浄機器209bは、リンス水供給管209cの左右に対となるよう配置され、スクラブ洗浄機器、リンス水供給管およびチャック洗浄機器が一体に円板状台(チャック)107表面に平行な面に水平移動可能に設けられる。
【0025】
217は、レ−ルで、スクラブ洗浄機器、リンス水供給管およびチャック洗浄機器の一体物を左右方向に移動するに用いる。218はプラスチックチェ−ンである。
219,220は2点式インプロセスゲ−ジ(ウエハ厚み測定機器)である。
【0026】
研削装置201により研削された第二研削ゾ−ンS3のチャック107にバキュ−ム吸着されたウエハの洗浄・搬送は次の工程を経て行われる。
(1)インデックステ−ブル108を回転させ、第二研削ゾ−ンS3のチャック107をウエハロ−ディング/アンロ−ディング/スクラブ洗浄ゾ−ンS1に移動する。
(2)ゾ−ンS1にあるバキュ−ム吸着された研削ウエハ上方位置にスクラブ洗浄機器209aをレ−ル217上で移動し、ついでスクラブ洗浄機器のブラシ211がウエハ表面に接するまで下降し、洗浄水をノズル211よりウエハ面に供給しながらブラシを回転させウエハ研削面をブラシスクラブ洗浄し、研削屑や砥粒を洗い流す。この間、チャックは回転している。
ブラシを回転させ、洗浄水を供給しながらスクラブ洗浄機器を下降させウエハ表面にブラシを接触させてもよい。
(3)洗浄液の供給を止め、スクラブ洗浄機器209aを上昇させた後、またはスクラブ洗浄機器を上昇させ、洗浄液の供給を止めた後、ついで、リンス水供給管209cよりウエハ表面に水膜ができる量(例えば直径200mmまたは300mmのウエハで0.5〜3リットル/分)のリンス水を供給しつつバキュ−ムチャックの減圧を停止し、前記中空軸より加圧水をウエハ裏面に供給してウエハのチャック離れを容易とする。
(4)前記リンス水の供給を続けつつ、洗浄・リンスされたウエハの上面に搬送機構112の吸着パッド112aを回動させ、ウエハを吸着させたのちに吸着パッドによりウエハを次工程(例えば収納カセット、エッチング、研磨)へ搬送する。
【0027】
ウエハが搬送され、S1ゾ−ンのチャック上が空になると、チャック洗浄機器209bがレ−ル217上を左右方向に移動し、ついでチャック洗浄機器の環状セラミック212がウエハ表面に接するまで下降し、洗浄水をウエハ面に供給しながらセラミックを回転させチャック表面を洗浄し、研削屑や砥粒を洗い流す。この間、チャックは回転している。
【0028】
【発明の効果】
本発明の研削されたウエハの洗浄・搬送方法は、ウエハを次工程へ搬送時にもウエハ表面をリンス水で濡らすように、およびウエハがチャック上から除かれた際はチャック表面にリンス水が供給され、チャック表面が濡らされるので、チャック表面に研削屑や砥粒が乾燥して固着すると言うことはない。
【図面の簡単な説明】
【図1】 研削装置の部分平面図である。
【図2】 図1の研削装置の側面図である。
【図3】 図1の部分拡大図である。
【図4】 エッチング機構が付属した研削装置の部分平面図である。
【図5】 公知の研削装置の斜視図である。
【符号の説明】
101 研削装置
201 研削装置
107 チャック
108 インデックステ−ブル
111a,111c スピンドル軸
111b、111d 研削砥石
112 搬送機構
112a 吸着パッド
209a ブラシスクラブ洗浄機器
209b チャック洗浄機器
209c リンス水供給管
Claims (1)
- 円板状台上にバキュームチャックされたウエハを研削装置の砥石により研削したウエハを、スクラブ洗浄機器とチャック洗浄機器とがリンス水供給管の左右に対となるよう配置され、前記スクラブ洗浄機器、リンス水供給管およびチャック洗浄機器が一体に円板状台表面に平行な面に水平移動可能に設けられている洗浄機構により洗浄し、吸着パッドにこの洗浄されたウエハを吸着して次工程に搬送する方法において、次のステップを経ることを特徴とするウエハの洗浄・搬送方法。
(1)回転可能な中空軸に軸承された通気性・通水性を有する円板状台上にウエハの研削面を上にしてバキュ−ムチャックされたウエハを研削装置の砥石により研削する。
(2)上記研削されたウエハをバキュームチャックする円板状台を前記洗浄機構下に移動し、回転可能なブラシとブラシ面に洗浄液を供給するノズルを備える前記スクラブ洗浄機器を下降させて回転するブラシを前記研削されたウエハ表面上に押しつけると共に前記ノズルより洗浄液を研削されたウエハ表面に吹き付けつつ研削されたウエハ表面をブラシスクラブ洗浄する。
(3)洗浄液の供給を止め、スクラブ洗浄機器を上昇させた後、またはスクラブ洗浄機器を上昇させ、洗浄液の供給を止めた後、ついで、リンス水供給管より研削されたウエハ表面に水膜ができる量のリンス水を供給しつつバキュ−ムチャックの減圧を停止し、前記中空軸より加圧水を前記ウエハ裏面に供給してウエハの前記円板状台からのチャック離れを容易とする。
(4)前記リンス水の供給を続けつつ、前記洗浄・リンスされたウエハの上面に搬送機構の吸着パッドを回動させて移動させ、表面に水膜が形成されている洗浄・リンスされたウエハの上面に搬送機構の吸着パッドを回動させて移動させ、ウエハを吸着させたのちにこの吸着パッドにより前記洗浄・リンスされたウエハを次工程へ搬送する。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000117307A JP4672829B2 (ja) | 2000-04-19 | 2000-04-19 | 研削されたウエハの洗浄・搬送方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000117307A JP4672829B2 (ja) | 2000-04-19 | 2000-04-19 | 研削されたウエハの洗浄・搬送方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001308048A JP2001308048A (ja) | 2001-11-02 |
| JP4672829B2 true JP4672829B2 (ja) | 2011-04-20 |
Family
ID=18628640
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000117307A Expired - Fee Related JP4672829B2 (ja) | 2000-04-19 | 2000-04-19 | 研削されたウエハの洗浄・搬送方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4672829B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016127195A (ja) * | 2015-01-07 | 2016-07-11 | 株式会社ディスコ | ウエーハの研削方法 |
| CN117444741A (zh) * | 2023-11-09 | 2024-01-26 | 华海清科(北京)科技有限公司 | 清洗装置以及晶圆磨削装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04267541A (ja) * | 1991-02-22 | 1992-09-24 | Shibayama Kikai Kk | チャック機構における半導体ウエハの取外し方法 |
| JPH0629189A (ja) * | 1992-07-13 | 1994-02-04 | Hitachi Ltd | 投影式露光装置およびその方法並びに照明光学装置 |
| JP3326642B2 (ja) * | 1993-11-09 | 2002-09-24 | ソニー株式会社 | 基板の研磨後処理方法およびこれに用いる研磨装置 |
| JP3321725B2 (ja) * | 1995-05-12 | 2002-09-09 | 東京エレクトロン株式会社 | 洗浄装置 |
| JPH10270393A (ja) * | 1997-03-26 | 1998-10-09 | Super Silicon Kenkyusho:Kk | ウエハ洗浄方法及び装置 |
| JP4079289B2 (ja) * | 1998-02-18 | 2008-04-23 | 株式会社ディスコ | チャックテーブル洗浄装置 |
| JPH11265864A (ja) * | 1998-03-17 | 1999-09-28 | Matsushita Electron Corp | ウェハ搬送方法及び搬送装置 |
| JP3117132B2 (ja) * | 1998-04-27 | 2000-12-11 | 株式会社東京精密 | ウェーハの平面加工装置 |
| JPH11300301A (ja) * | 1998-04-27 | 1999-11-02 | Dainippon Screen Mfg Co Ltd | 基板洗浄方法及びその装置 |
| JPH11309652A (ja) * | 1998-04-27 | 1999-11-09 | Tokyo Seimitsu Co Ltd | ウェーハの平面加工装置 |
| JPH11354479A (ja) * | 1998-06-05 | 1999-12-24 | Toshiba Mach Co Ltd | スピン洗浄装置 |
-
2000
- 2000-04-19 JP JP2000117307A patent/JP4672829B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001308048A (ja) | 2001-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6575816B2 (en) | Dual purpose handoff station for workpiece polishing machine | |
| TWI441250B (zh) | 半導體基板之平坦化加工裝置及平坦化加工方法 | |
| TWI620240B (zh) | 用於化學機械平坦化後的基板清潔之方法及設備 | |
| JP2010023119A (ja) | 半導体基板の平坦化装置および平坦化方法 | |
| US5947802A (en) | Wafer shuttle system | |
| JP2014150178A (ja) | 基板裏面の研磨方法および基板処理装置 | |
| CN111037457B (zh) | 晶圆的研磨装置及研磨方法 | |
| JPH11219930A (ja) | 洗浄装置 | |
| JP3894514B2 (ja) | 研磨装置 | |
| TW201919823A (zh) | 基板處理系統、基板處理方法、程式及電腦儲存媒體 | |
| JP2009285738A (ja) | 半導体基板の平坦化装置および平坦化方法 | |
| US5957764A (en) | Modular wafer polishing apparatus and method | |
| TW201921517A (zh) | 基板處理裝置、基板處理方法及記錄媒體 | |
| JPH10166259A (ja) | サファイア基板研削研磨方法および装置 | |
| JP4672829B2 (ja) | 研削されたウエハの洗浄・搬送方法 | |
| JP4824883B2 (ja) | 基板の研磨装置および基板の研磨・洗浄・乾燥方法 | |
| EP0914905A2 (en) | Wafer polishing apparatus and method | |
| JP3117132B2 (ja) | ウェーハの平面加工装置 | |
| JP2000216124A (ja) | 研削装置およびウエハの研削方法 | |
| JP4773650B2 (ja) | ウエハのスピン洗浄・乾燥方法および洗浄・乾燥装置 | |
| JP3933376B2 (ja) | 基板エッジ研磨装置 | |
| JP4037511B2 (ja) | ウェーハの研磨装置及びそのシステム | |
| JP3439314B2 (ja) | ウェーハの研磨装置システム | |
| JP2011155095A (ja) | 半導体基板の平坦化加工装置およびそれに用いる仮置台定盤 | |
| KR100884939B1 (ko) | 웨이퍼 연마장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070409 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100629 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100712 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110118 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110120 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140128 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |