JP4635643B2 - 蒸着ボートおよびシース熱電対 - Google Patents
蒸着ボートおよびシース熱電対 Download PDFInfo
- Publication number
- JP4635643B2 JP4635643B2 JP2005052660A JP2005052660A JP4635643B2 JP 4635643 B2 JP4635643 B2 JP 4635643B2 JP 2005052660 A JP2005052660 A JP 2005052660A JP 2005052660 A JP2005052660 A JP 2005052660A JP 4635643 B2 JP4635643 B2 JP 4635643B2
- Authority
- JP
- Japan
- Prior art keywords
- vapor deposition
- deposition boat
- boat
- plate
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Physical Vapour Deposition (AREA)
Description
昇華性材料用蒸着ボートの容器部の中心の温度を測定するためには直径が1mmより太い剛性のある棒状のシース熱電対またはシース測温抵抗体をバネでボートの底に押し付ける図7(b)のような熱電対押し付け装置(10)が必要になり、真空チャンバーの直径が30cm程度の小型の蒸着装置に取り付けるにはスペース的に問題があった。また、ボートの底と点接触になるため熱電対または測温抵抗体に熱が伝わり難く、かつ強度のある太い棒状熱電対を用いると熱電対の熱容量が大きく正確な温度を短時間で測れない問題があり、できるだけゆっくり温度を制御する必要があった。また熱電対押し付け装置に蒸着物が大量に付着し掃除にも不便であった。
〔蒸着ボート作製実施例1〕
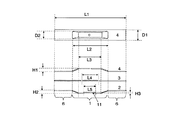
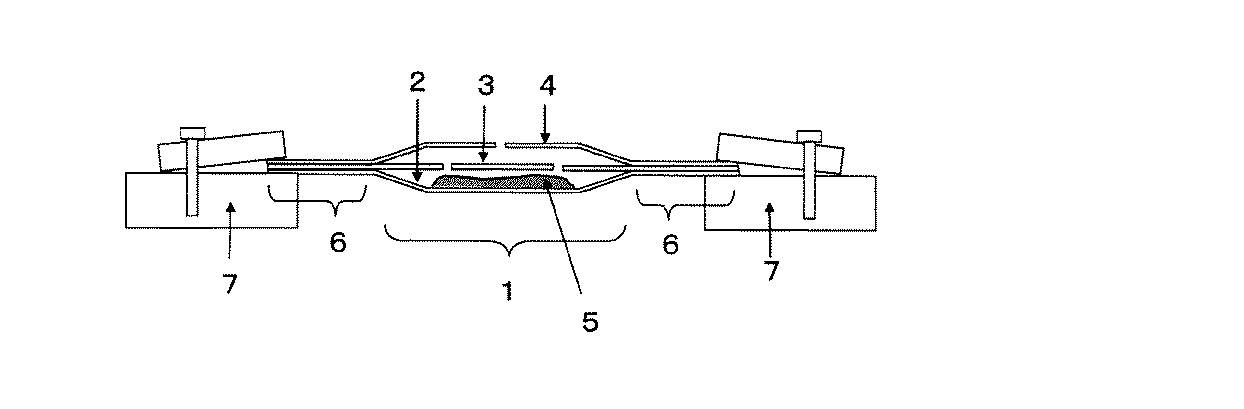
純度99.9%以上のモリブデン板を金型を使ってプレス打ち抜き加工をで、0.1mm厚のカバー(4)および底板(2)、0.05mm厚の中板(3)、を作製し本発明の昇華性材料用蒸着ボートを作製した。蒸着ボートの寸法を図2で示した寸法記号を用いて示す。L1=100mm、L2=40mm、L3=30mm、L4=20mm、L5=13mm、D1=12mm、H1=3mm、H2=3mm、H3=1mmである。
固定用金属バンド付昇華性材料用蒸着ボートに熱電対作製例で作製した熱電対を差し込み固定し蒸着物を入れずにターボポンプ(排気速度300L/s)付蒸着装置(真空チャンバー直径30cm、高さ60cm)にセットし0.0004Pa下で通電し、室温から600℃まで通電加熱を行った。真空度は電離真空計でモニターした。蒸着ボートからの放出ガスによる急激な真空度の悪化は無く0.001Pa以下の圧力が維持された。蒸着ボートの熱による実用上の強度低下はなかった。
モリブデン板に代えてタンタル(作製実施例2)、タングステン(作製実施例3)、ニオブ(作製実施例4)の純度99.9%以上の各材料を用いた場合にも蒸着ボート作製実施例1と同様に作製できた。真空蒸着装置中で各蒸着ボートの通電加熱を行ったところ、600℃以下での蒸着ボートからの放出ガスによる急激な真空度の悪化は無く0.001Pa以下の圧力が維持された。蒸着ボートの熱による実用上の強度低下はなかった。
ニッケル270(純度99.9質量%以上)板(作製実施例5)およびニッケル201板(純度99.6質量%、炭素濃度0.02質量%以下)(作製実施例6)を用いた場合にも蒸着ボート作製実施例1と同様に作製できた。真空蒸着装置中で各蒸着ボートの通電加熱を行ったところ、600℃以下での蒸着ボートからの放出ガスによる急激な真空度の悪化は無く0.001Pa以下の圧力が維持された。蒸着ボートの熱による実用上の強度低下はなかった。
ニッケル200板(純度99.6質量%、炭素濃度0.15質量%)を用い蒸着ボート作製例1と同様に作製した。真空蒸着装置中で各蒸着ボートの通電加熱を行ったところ、600℃以下での蒸着ボートからの放出ガスによる急激な真空度の悪化は無く0.001Pa以下の圧力が維持されたが、熱劣化で金属がもろくなり折れやすくなった。
炭素濃度0.001質量%以下、r=2.6のクロム系ステンレス鋼(川崎製鉄製RSX−1の完全連続熱間圧延板)を用いて蒸着ボート作製例1と同様に蒸着ボートを作製した。真空蒸着装置中で各蒸着ボートの通電加熱を行ったところ、600℃以下での蒸着ボートからの放出ガスによる急激な真空度の悪化は無く0.001Pa以下の圧力が維持された。蒸着ボートの熱による実用上の強度低下はなかった。また、底板の線状溝部を幅0.5mm、深さ1mm程度の深絞りプレス加工をしてもヒビ割れが生じなかった。
r値が1.0のステンレス304を用い蒸着ボート作製例7と同様に作成した場合には、線状溝部を幅0.5mmで深さ1mmにプレスした場合にヒビが入る場合があった。
シース熱電対は、導入ポート(真空ゲージポートと共通)へ差し込むためのO−リングシール付きステンレス製スリーブに材質NCF600(インコネル)製シース付きK熱電対(直径0.5mm、シース長40cm)を2本通しエポキシ接着剤で開口を密封固定し使用した。スリーブとシース熱電対先端から10cmまでの間を古河電工性ポリイミドチューブ(耐熱温度400℃)で絶縁保護した。
Ni270製の本発明の線状溝部付き蒸着ボートをプレス加工により作製した。ボートの寸法はL1=100mm、L2=40mm、L3=30mm、L4=20mm、L5=13mm、D1=18mm、H1=5mm、H2=5mm、H3=1mmであった。蒸着ボートの底板に蒸着材料として(化1)に示すAlq3化合物をハンドプレスで圧縮し100mg入れた後、中板とカバーを被せ、ガイド部をかしめて底板に中板とカバーを密着させた。その後固定用金属バンドを底板の中央付近に取り付け、線状溝部に本発明のシース熱電対の1本を差し込み固定した。
RSX−1製の本発明の線状溝部付き蒸着ボートをプレス加工により作製した。ボートの寸法はL1=100mm、L2=40mm、L3=30mm、L4=20mm、L5=13mm、D1=18mm、H1=5mm、H2=5mm、H3=1mmであった。(化2)に示すDMQdを蒸着材料とし100mg入れた後、蒸着実施例1のAlq3の入ったボートと並べてセットし、185℃±0.1℃で0.0005±0.00003nm/sの蒸着速度でAlq3と共蒸着を行った。50nm厚のDMQdドープAlq3蒸着膜を成膜した。膜中に分解や噴出による粒子の付着はなく、膜厚方向でドープ濃度が0.5%(膜厚比)で一定の蒸着膜ができた。蒸着ボート内の蒸着材料は容器部内で中央部からだけでなくほぼ均一に昇華し減っていた。
Mo製の本発明の線状溝部付き蒸着ボートをプレス加工により作製した。ボートの寸法はL1=100mm、L2=40mm、L3=30mm、L4=20mm、L5=13mm、D1=12mm、H1=3mm、H2=3mm、H3=1mmであった。銅フタロシアニンを蒸着材料とし40mg入れ、61.0A、470℃±1℃で0.050±0.005nm/sの蒸着速度で50nm厚の蒸着膜を作製できた。膜中に分解や噴出による粒子の付着はなかった。蒸着ボート内の蒸着材料は容器部内で中央部からだけでなくほぼ均一に昇華し減っていた。
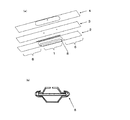
2・・・・底板
3・・・・中板
4・・・・カバー
5・・・・蒸着材料
6・・・・電極板部
7・・・・電極ジグ
8・・・・ガイド部
9・・・・シース熱電対
10・・・・熱電対押し付け装置
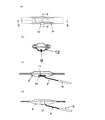
11・・・・線状溝部
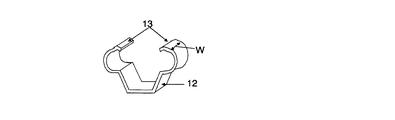
12・・・・固定用金属バンド
13・・・・ツメ部
14・・・・スリーブ
15・・・・絶縁膜被覆部
16・・・・絶縁膜非被覆部
17・・・・補償導線
18・・・・Oリング
Claims (7)
- 蒸着材料を入れる容器部を有する底板と、少なくとも穴の開いた中板または穴の開いたカバーの一方を備えた抵抗加熱式金属製昇華性材料用蒸着ボートにおいて、前記底板の蒸着材料が入る容器部の底部の外側に温度センサーを接触、保持するための金属バンドを有する蒸着ボート。
- 前記蒸着ボートにおいて、前記底板の容器部の底部が少なくとも1つ以上の線状溝部を有する請求項1記載の蒸着ボート。
- 前記線状溝部が、容器部の底部の中心から20mm以内の場所を含み、且つ、深さ0.3mm以上1.0mm以下、長さ5mm以上30mm以下、幅0.3mm以上3.0mm以下であることを特徴とする請求項2記載の蒸着ボート。
- 前記蒸着ボートの電極板部と容器部を含む底板がタンタル、モリブデン、ニオブ、ニッケルから選ばれた純度99質量%以上かつ炭素濃度0.02質量%以下の金属板であって、プレス加工により一体で製造されたことを特徴とする請求項1乃至3のいずれかに記載の蒸着ボート。
- 前記蒸着ボートの電極板部と容器部を含む底板がランクフォード値2以上かつ炭素濃度0.01質量%以下のステンレス板をプレス加工により一体で作られたことを特徴とする請求項1乃至3のいずれかに記載の昇華性材料用蒸着ボート。
- 前記金属バンドが、幅5mm以上25mm以下であり、厚さが0.03mm以上0.3mmであって、前記蒸着ボート容器底部の外側にある温度センサーを包み込むように配置し、金属バンド端部を蒸着ボートの底板のガイド部に固定したことを特徴とする請求項1乃至5のいずれかに記載の蒸着ボート。
- 前記温度センサーがシース熱電対であって、シース長10cm以上2m以下であって、前記蒸着ボートと接触する感熱部を除いた部分を耐熱樹脂により絶縁保護した請求項1乃至6のいずれかに記載の蒸着ボート用シース熱電対。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005052660A JP4635643B2 (ja) | 2005-02-28 | 2005-02-28 | 蒸着ボートおよびシース熱電対 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005052660A JP4635643B2 (ja) | 2005-02-28 | 2005-02-28 | 蒸着ボートおよびシース熱電対 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006233304A JP2006233304A (ja) | 2006-09-07 |
| JP4635643B2 true JP4635643B2 (ja) | 2011-02-23 |
Family
ID=37041284
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005052660A Expired - Fee Related JP4635643B2 (ja) | 2005-02-28 | 2005-02-28 | 蒸着ボートおよびシース熱電対 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4635643B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6952972B2 (ja) * | 2016-12-27 | 2021-10-27 | 助川電気工業株式会社 | ニッケルシース熱電対 |
| CN116140632A (zh) * | 2023-02-21 | 2023-05-23 | 郑州大学 | 多层舟皿及利用多层舟皿制备难熔金属粉体的方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58204173A (ja) * | 1982-05-20 | 1983-11-28 | Toshiba Corp | 蒸着装置および蒸着方法 |
| JPS6254075A (ja) * | 1985-09-02 | 1987-03-09 | Fujitsu Ltd | 蒸着ボ−ト |
| JPS6428366A (en) * | 1987-07-22 | 1989-01-30 | Shimadzu Corp | Crucible of vacuum deposition device |
| JP2002246175A (ja) * | 2001-02-16 | 2002-08-30 | Sony Corp | 有機材料薄膜の形成方法及びその装置、並びに有機電界発光素子の製造方法 |
-
2005
- 2005-02-28 JP JP2005052660A patent/JP4635643B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006233304A (ja) | 2006-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5284961B2 (ja) | 有機物のための圧力ゲージ | |
| US7946762B2 (en) | Thermocouple | |
| US20060275933A1 (en) | Thermally conductive ceramic tipped contact thermocouple | |
| JP4879060B2 (ja) | 基板加熱装置 | |
| JP2006153706A (ja) | 測温体および気相成長装置 | |
| JP2012080103A (ja) | サセプター及びその製法 | |
| CN112703268B (zh) | 氮化处理装置以及氮化处理方法 | |
| KR20140004758A (ko) | 다중 구역 페데스탈 히터를 위한 장치 및 방법들 | |
| WO1996035932A1 (en) | Temperature sensor element, temperature sensor having the same and method for producing the same temperature sensor element | |
| KR100445275B1 (ko) | 공구팁및그공구팁을구비한접합공구및그접합공구의제어방법 | |
| TW201128739A (en) | Component package for maintaining safe operating temperature of components | |
| CN102221417A (zh) | 接触式温度探测器和制造方法 | |
| JP4635643B2 (ja) | 蒸着ボートおよびシース熱電対 | |
| JPH11312570A (ja) | セラミックヒータ | |
| US9846084B2 (en) | Vacuum heat treatment apparatus | |
| JP5320104B2 (ja) | セラミックスヒータ及びその製造方法 | |
| US5944903A (en) | Effusion cell crucible with thermocouple | |
| US11862488B2 (en) | Substrate stage | |
| JP2008298617A (ja) | 接触燃焼式ガスセンサおよび接触燃焼式ガスセンサの製造方法 | |
| JPH07218348A (ja) | 薄膜熱電対 | |
| KR20140136142A (ko) | 셀프 플라즈마 챔버 오염 억제 장치 | |
| JP6319566B2 (ja) | サーミスタ用金属窒化物材料及びその製造方法並びにフィルム型サーミスタセンサ | |
| JP4863176B2 (ja) | 薄膜発熱体 | |
| JP6319567B2 (ja) | サーミスタ用金属窒化物材料及びその製造方法並びにフィルム型サーミスタセンサ | |
| JP7205079B2 (ja) | 温度センサ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100421 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100427 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100611 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101026 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101108 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4635643 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |